JCO
to
Изобретение относится к теплотехнике, а более конкретно к технологии изготовления тепловых труб для нужд промышленной энергетики, радиотехники, судостроения,, космической техники.
Цель изобретения - повышение экс плуатационной надем ости.
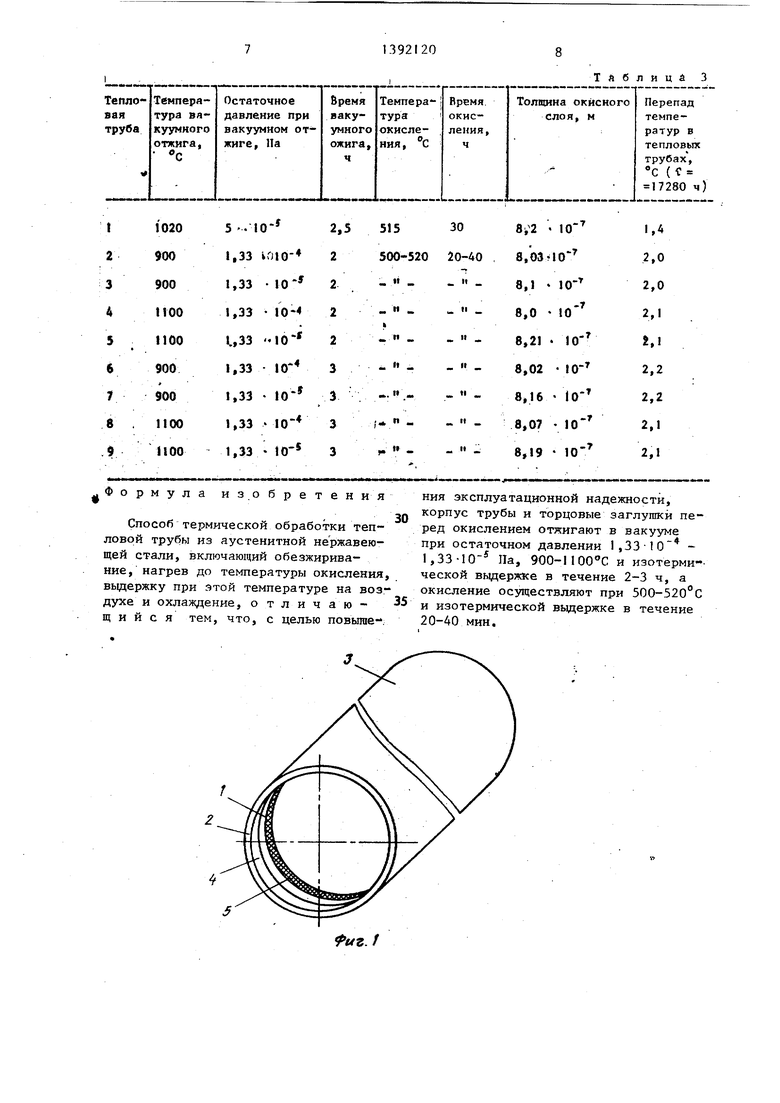
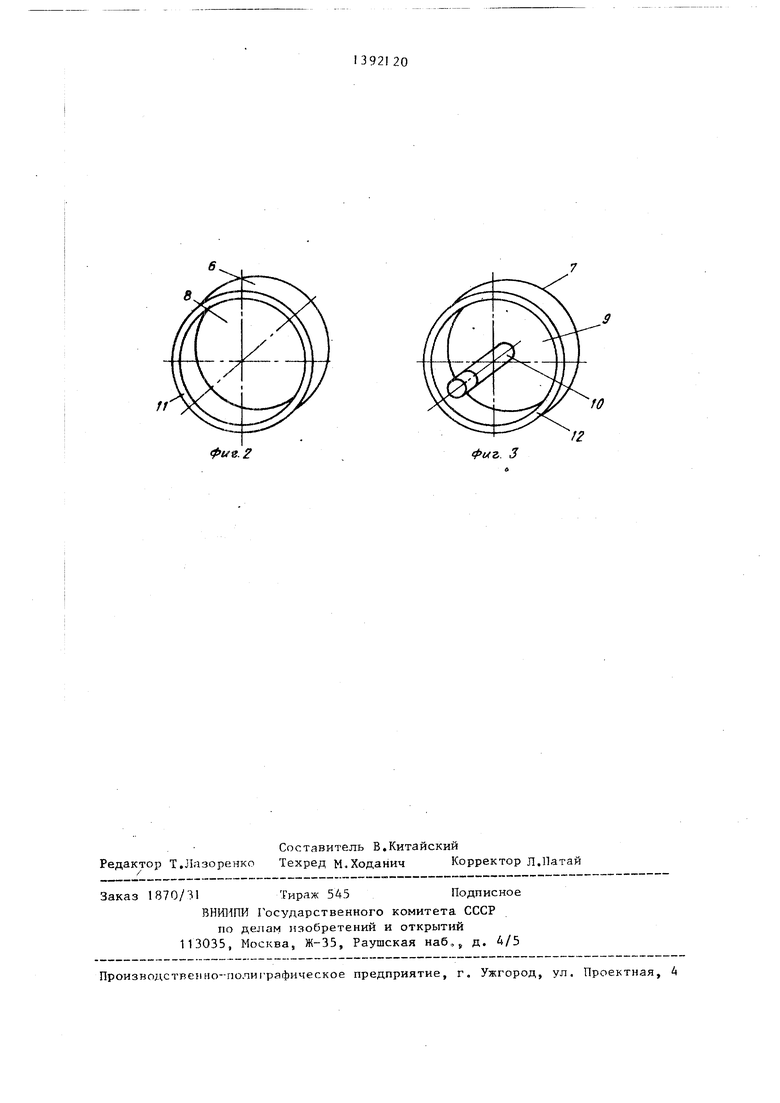
На приведены схемы, пояс- няющие способ.
На внутренней поверхности корпуса тепловой трубы размещена капиллярная структура I« На обоих торцах 2 корпуса 3 имеются проточки 4 с высту пами 5 для установки торцовых заглушек 6 и 7 с глухим днОм 8 и дном 9 с заправочным гатенгелем 10 и торцами 1 и 12.
,
Способ термической обработки тепловой трубы из аустенитной нержавеющей стали, заправляемой водой в качестве теплоносителя, осугцествляет- ся следующим образом.
Подготавливают корпус трубу из аустенитной нержавекицей стали требуемых размеров, торцовые заглушки, в одной из которых имеется отверстие для заправочного татенгеля и штенгель из того же материа па. На внутренней и внешней поверхностях корпуса, заглушек и штенгеля, предварительно отожженных в вакуу1че, получают за- щитный слой, состоящий из CrjOj, затем соединяют с корпусом торцовые за глушки и заправочный штенгель с одно из заглутек.
Пример. Изготовили 27 образцов цилиндрических труб из аустенит- ной нержавеюще й стали 12Х18Н10Т наружным диаметром 12 ммс толщиной стенки 1 мм, высотой 15 мм и 9 ци- линдрических тепловых труб из аустенитной нержавеющей стали 12Х18Н10Т, заправленных дистиллированной деаэрированной водой с рН 6,85 и Coj 5-10 кг/м. Образцы цилиндричес- ких труб предназначались для изучени кинетики роста окисного слоя на по- верхности аустенитной нержавеющей стали 12X18H1QT. Образцы тепловых труб, изготовленные по предлагаемому способу, предназначались для определения и последующего сравнения их теплопередаюших характеристик, полученных в процессе длительного функци
5
0
5
0
0
5 ,
0
онирования, с аналогичными характеристиками тепловых труб, изготовленных по способу-прототипу посредством измерения перепада температур flt между крайними сечениями зон испарения и конденсации.
Конструктивные характеристики тепловых труб, изготовленных по предлагаемому способу, следующие;
Количество труб 9
Внутренний диаметр
корпуса, мм10
Длины зон, мм
; испарения100
транспорта I00 конденсации 150
Величина заправки,
% внутр. объема
трубы15
Общая длина трубы,
мм350
Внешний диаметр, мм 12
Предварительно трубы обезжиривали по следующей технологии:
промывка в четыреххлористом угле,- роде ССВ (органический растворитель) при 18-25°С в течение 3-5 мин с использованием жесткой щетки и ерша для удаления загрязнений; сушка на воздухе до полного высыхания растворителя; обработка в растворе состава, г/л: сода кальцинированная 25-50; тринатрийфосфат 20-40, при 40-60°С в течение 5-10 мин с использованием жесткой щетки и ерша для удаления жировой пленки; промывка в проточной горячей воде при 70-90 0 в течение 0,25-0,5 мин; промывка в проточной водопроводной воде при 18- 25°С в течение 0,25-0,5 минс
Затем осуществляли вакуумный отжиг корпуса,торцовых заглушек и заправочного штенгеля тепловых труб при остаточном давлении 1,33-10 - 1,33 Па и температуре 900 - 1100°С с изотермической выдержкой 2-3 ч и проводили операцию окисления поверх ности на воздухе при 500-520°С с изотермической выдержкой 20-40 мин,
После окисления все образцы заливали серой и отюлифовывапи, затем с помощью микроскопа МИМ-7М определялась толщина полученного окиснот о
слоя.
Результаты проведенного исследования приведены в табл.
.Таблица I
Наиболее оптимальное время окис- леиия составляет 20-40 мин. В тече
0
5
0
5
0
5
0
5
ние не менее 20 мин образуется защитная окисная пленка с толщиной, обеспечивающей надежную защиту от коррозионного процесса. Изотермическая выдержка свьппе 40 мин практически не влияет на толгцину образующейся окисной пленки (например, при выдержке в течение 50 мин толщина пленки равна 1,3 lO м, что составляет 12% прироста толщины пленки по- отношению к толщине, полученной в течение 40 мин).
Ресурсные испытания девяти тепловых труб из аустенитной нержавеющей стали, изготовленных по предлагаемому способу, проведены после заполнения их водой в качестве теплоносителя и герметизации на специальном стенде для ресурсных испытаний.
Испытания проводились в стационар- ном режиме при вертикальном положении тепловых труб. Охлаждение зон конденсации осуществлялось за счет естественной конвекции. Температура окружающей среды поддерживалась постоянной и составляла 24 + l. Подвод теплоты к зонам испарения труб осутцествлялся при помощи электрических нагревателей. Измерения температуры по длине каждой тепловой трубы производились при помощи 10 термопар, уложенных в канавки глубиной 0,5 мм. Термопары располагались следующим образом: зона испарения - 4 термопары; транспортная зона - 2 термопары; зона конденсации - 4 термопары.
После установки тепловых труб на стенд дня ресурсных,испытаний к зонам испарения подводилась стабилизированная нагрузка в,течение всего периода испытаний. Через определенные промежутки времени определялись температурные поля на поверхности корпусов тепловых труб и по изменению перепада температуры между крайними сечениями зон испарения и конденсации определялось наличие и количество неконденсирующегося газа в тепловых трубах и оценивалась их работоспособность (изменение теплопередаю- щих характеристик),
В табл,2 представлено изменение среднего перепада температуры по длине тепловых труб, изготовленных по способу-прототипу и предлагаемому способу в течение периода их испытаний.
Таблица 2
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления тепловой трубы | 1986 |
|
SU1449286A1 |
| Способ ускоренных испытаний тепловой трубы | 1989 |
|
SU1746189A1 |
| Способ испытания материалов | 1990 |
|
SU1772693A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЗАЩИТНОГО ЧЕХЛА ТЕРМОПАРЫ | 1995 |
|
RU2098780C1 |
| Способ обработки изделий из нержавеющих сталей аустенитного класса | 1983 |
|
SU1131911A1 |
| Способ азотирования нержавеющих сталей в условиях низкого давления | 1988 |
|
SU1574679A1 |
| СПОСОБ ДИФФУЗИОННОЙ СВАРКИ ТРУБ ИЗ РАЗНОРОДНЫХ МАТЕРИАЛОВ | 2006 |
|
RU2301732C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СЛОИСТОЙ КОРРОЗИОННО-СТОЙКОЙ СТАЛИ | 2010 |
|
RU2464140C2 |
| Способ вакуумтермической обработки изделий из нержавеющих сталей | 1982 |
|
SU1118697A1 |
| Устройство для волочения изделий | 1987 |
|
SU1444016A1 |
Изобретение относится к области теплотехники, более конкретно - к технологии изготовления тепловых труб для нужд промьшшенной энергетики, радиотехники, судостроения, космической техники. Цель-повышение эксплуатационной надежности. Корпус труб и торцовые заглугаки обезжиривают, отжигают в вакууме при остаточном давлении 1,33-10 - 1,33-10 На, температуре 900-1100°С и изотермической выдержке в течение 2-3 ч, а затем осуществляют окисление на воздухе при температуре 500-520°С с изотермической выдержкой в течение 20-40 мин. 3 табл., 3 ил. о Л
Перепад тег ератур по длине тепло, труб, термическая обработка по- в ерхности которых проведена по предлагаемому способу, существенно меньше Kia протяжении всего периода испытаний - 17280 ч (2 года),,
Применение предл:агаемого способа термообработки деталей тепловых труб нз аустенитной нержавеющей стали в
технологии тепловых труб позволяет значительно увеличить ресурс их устойчивой работы за счет снижения скорости газовыделения неконденсирующихся газов.
В табЛоЗ приведены результаты испытания труб при обработке по npe;i50
лагаемому способу с граничными значениями предлагаемых интервалов.
Формула изобретения
Способ термической обработки тепловой трубы из аустенитной нержавеющей стали, включающий обезжиривание, нагрев до температуры окисления, вьщержку при этой температуре на воздухе и охлаждение, отличающийся тем, что, с целью повьте-.
f UZ. 1
ТАблицй 3
ния эксплуатационной надежности, корпус трубы и торцовые заглушки перед окислением отжигают в вакууме при остаточном давлении 1,33-10 - 1,33-10- Па, 900-1100°С и изотермической выдержке в течение 2-3 ч, а окисление осуществляют при 500-520 С и изотермической вьщержке в течение 20-40 мин.
ф1/«. 2
Составитель В.Китайский
Редактор Т.Лазоренко Техред М.Ходанич
Заказ 1870/31 Тираж 545Подписное
ВНИИПИ Государственного комитета. СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб,,,, д. 4/5
Производственно-полиграфическое предприятие, г. Ужгород, ул. Проектная, А
10
Фиг. 3
Корректор Л.Натай
| Munr.el W.D., Krahling Н | |||
| Life- test Investigations vith Stainless Steel Water Heat Pipes.- Adv | |||
| . | |||
| H.P.Technol | |||
| Proc | |||
| Очаг для массовой варки пищи, выпечки хлеба и кипячения воды | 1921 |
|
SU4A1 |
| H.P.Con- ferense, London, 7-10 Sept., 1981, Oxf | |||
| Устройство для механических испытаний лубовых волокон | 1922 |
|
SU459A1 |
