,4, ограниченные бортиком, на кото- рые нанесены полосы-катоды 5. Плоскости 4 выполнены прерывистыми,сме- |щенными одна относительно другой и частично перекрывающимися. В полой части трубы 3 жестко закреплен вибратор. Детали 11 через загрузочный лоток 1-2 поступают на верхнюю плоскость 4, по котор ой вибратором начинают перемещаться вниз,Скорость движения и изменение ориентации дета- |лей 11 обеспечивают хорошее переме- |шивание. Гальванический ток осуществляет электрохимические отложение I металла на катод 5 и детали,, находящиеся с ним в контакте. Аноды расположены по кругу равномерно, что обеспечивает равномерное протекание процесса-во всем объеме устройства. По мере прохождения детали перемещаются к днищу, откуда при помощи магнитного конвейера 8 передаются на следуюгцую технологическую операцию. Такая конструкция устройства позволяет увеличить производительность и технологичность процесса за счет более полного использования объема, хорошего- перемешивания деталей и равномерного перемещения деталей в зоне обработки. 3 ил.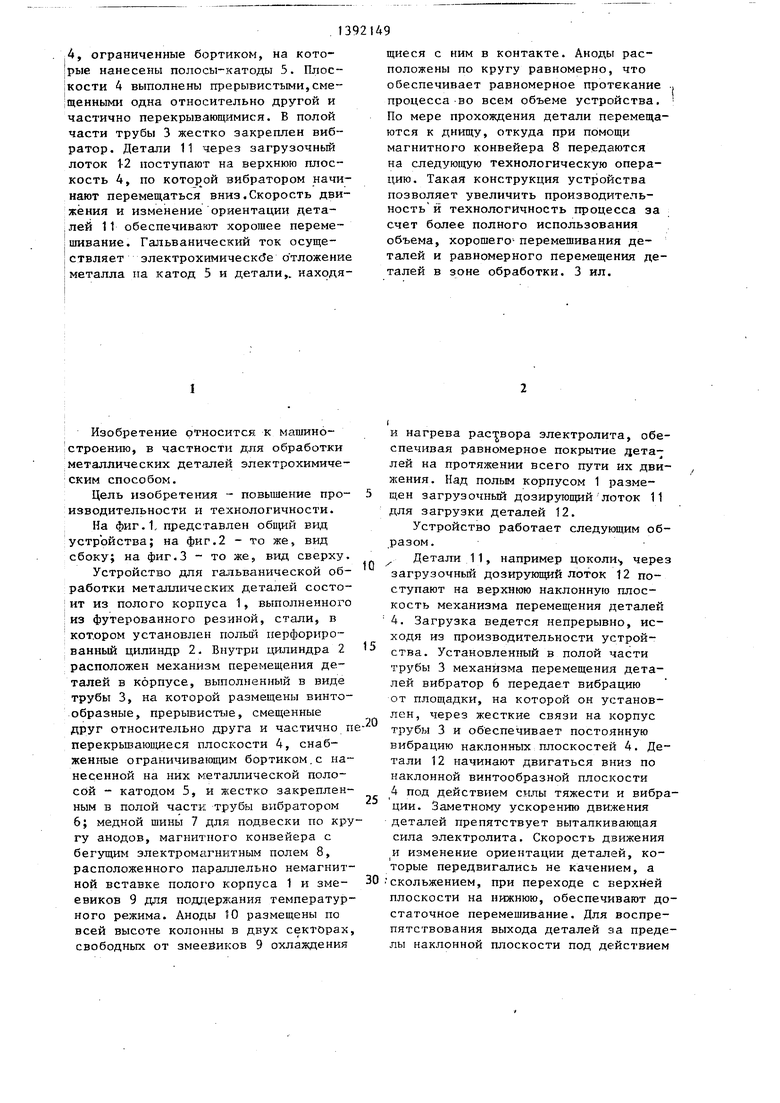
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для гальванической обработки мелких деталей | 1978 |
|
SU737509A1 |
| УСТРОЙСТВО ДЛЯ ГАЛЬВАНИЧЕСКОЙ ОБРАБОТКИ ПРЕЦИЗИОННЫХ ДЕТАЛЕЙ | 1991 |
|
RU2015210C1 |
| Электрохимическая ячейка для нанесения покрытия на проволоку | 1989 |
|
SU1696609A1 |
| Устройство для нанесения композиционных химических покрытий | 1987 |
|
SU1406212A1 |
| Устройство для электрохимического нанесения покрытий | 1989 |
|
SU1758092A1 |
| Устройство для нанесения композиционных гальванических покрытий | 1987 |
|
SU1435667A1 |
| УСТРОЙСТВО ДЛЯ ПРОВЕДЕНИЯ ЭЛЕКТРОХИМИЧЕСКИХ ПРОЦЕССОВ | 1991 |
|
RU2015208C1 |
| УСТРОЙСТВО ДЛЯ НАНЕСЕНИЯ ГАЛЬВАНИЧЕСКИХ ПОКРЫТИЙ | 2011 |
|
RU2464361C1 |
| АВТОМАТИЧЕСКАЯ ГАЛЬВАНИЧЕСКАЯ УСТАНОВКА ДЛЯ ОБРАБОТКИ ЦИЛИНДРИЧЕСКИХ СТЕРЖНЕЙ | 1991 |
|
RU2040594C1 |
| СПОСОБ НАНЕСЕНИЯ ГАЛЬВАНИЧЕСКИХ ПОКРЫТИЙ НА ВНУТРЕННИЕ ПОВЕРХНОСТИ ЦИЛИНДРИЧЕСКИХ ДЕТАЛЕЙ | 2005 |
|
RU2321688C2 |
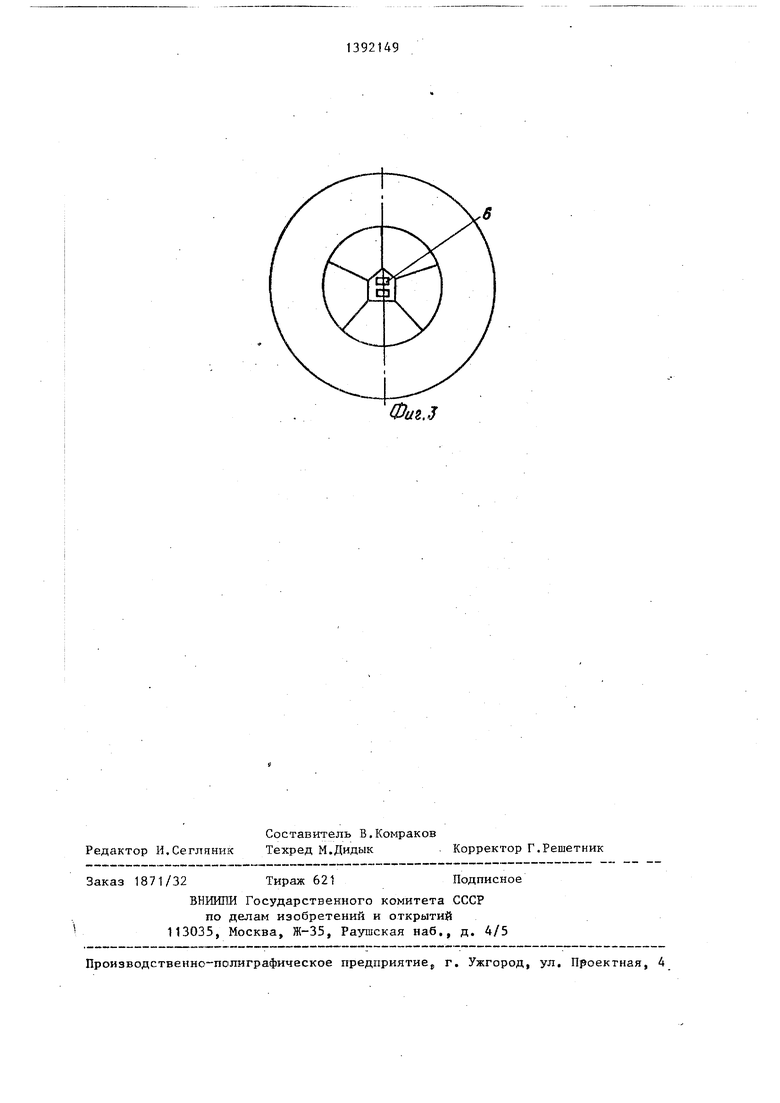
Изобретение относится к области машиностроения, в частности к обработке металлических деталей электрохимическим способом. Цель изобретения - повышение производительности и технологичности процесса. Устройство состоит из полого корпуса 1, выполненного из стали, футерованной, резиной, перфорированного цилиндра 2, внутри которого расположен механизм перемещения деталей в корпусе в виде трубы 3. Ка трубе размещены винтообразные плоскости /7 f2 сл 2./
,-
Изобретение относится к машино- строению, в частности для обработки металлических электрохимическим способом.
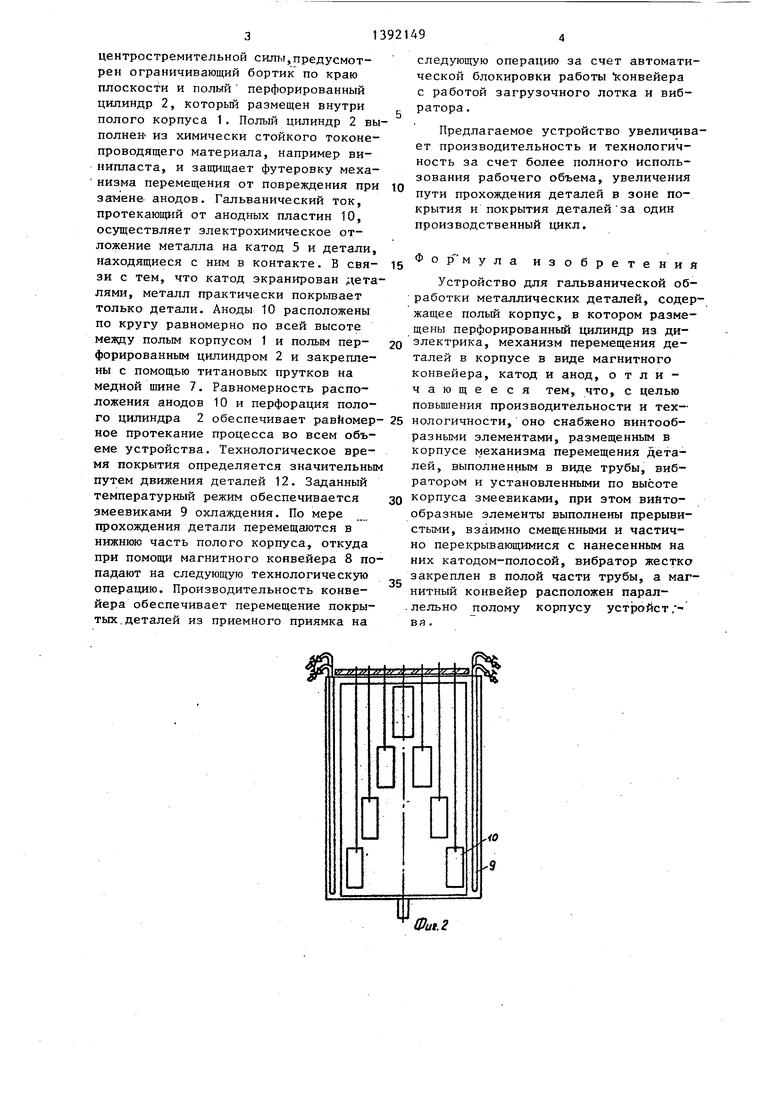
Цель изобретения - повышение про- изводительности и технологичности. На фиг.1, представлен общий ввд устройства; на фиг.2 - то же, вид сбоку; на фиг.З - то же, вид сверху Устройство для га;г1ьванической об работки металлических деталей состоит из полого корпуса 1, выполненного из футерованного резиной, стали, в котором установлен полый перфорированный цилиндр 2. Внутри цилиндра 2 расположен механизм перемещения деталей в корпусе, выполненный в виде трубы 3, на которой размещены винтообразные, прерывистые, смещенные друг относительно друга и частично п перекрьшающиеся плоскости 4, снабженные ограничивающим бортиком.с нанесенной на них металлической полосой катодом 5, и жестко закрепленным в полой части трубы вибратором 6; медной шины 7 для подвески по кругу анодов, магнитного конвейера с бегущим электромагнитным полем 8, расположенного параллельно немагнитной вставке полого корпуса 1 и зме- евиков 9 для поддержания температурного режима. Аноды 10 размещены по всей высоте колонны в двух секторах свободных от змеевиков 9 охлаждения
10
5 5 30
20
25
и нагрева электролита, обеспечивая равномерное покрытие деталей на протяжении всего пути их движения. Над полым корпусом 1 размещен загрузочный дозирующий лоток 11 для загрузки деталей 12.
Устройство работает следующим образом.
Детали 11, например цоколи-, через загрузочньш дозирующий лоток 12 поступают на верхнюю наклонную плоскость механизма перемещения деталей 4. Загрузка ведется непрерывно, исходя из производительности устройства. Установленный в полой части трубы 3 механизма перемещения деталей вибратор 6 передает вибрацию от площадки, на которой он установлен, через жесткие связи на корпус трубы 3 и обеспечивает постоянную вибрацию наклонных плоскостей 4. Детали 12 начинают двигаться вниз по наклонной винтообразной плоскости 4 под действием силы тяжести и вибрации. Заметному ускорению движения деталей препятствует выталкивающая сила электролита. Скорость движения и изменение ориентации деталей, которые передвигались не качением, а
скольжением, при переходе с верхней плоскости на нижнюю, обеспечивают достаточное перемешивание. Для воспрепятствования выхода деталей за пределы наклонной плоскости под действием
центростремительной силы,предусмотрен ограничивающий бортик по краю плоскости и полый перфорированный цилиндр 2, которьй размещен внутри полого корпуса 1. Полый цилиндр 2 выполнен из химически стойкого токоне- проводящего материала, например винипласта, и защищает футеровку меха- низма перемещения от повреждения при замене анодов. Гальванический ток, протекающий от анодных пластин 10, осуществляет электрохимическое отложение металла на катод 5 и детали, находящиеся с ним в контакте. В связи с тем, что катод экранирован деталями, металл практически покрьтает только детали. Аноды 10 расположены по кругу равномерно по всей высоте между полым корпусом 1 и полым перфорированным цилиндром 2 и закреплены с помощью титановых прутков на медной шине 7. Равномерность расположения анодов 10 и перфорация полого цилиндра 2 обеспечивает равйомер ное протекание процесса во всем объеме устройства. Технологическое время покрытия определяется значительным путем движения деталей 12. Заданный температурный режим обеспечивается змеевиками 9 охлаждения. По мере прохождения детали перемещаются в нижнюю часть полого корпуса, откуда при помощи магнитного конвейера 8 попадают на следующую технологическую операцию. Производительность конвейера обеспечивает перемещение покрытых, деталей из приемного приямка на
5
10
15
25о
20
5
следующую операцию за счет автоматической блокировки работы конвейера с работой загрузочного лотка и вибратора.
Предлагаемое устройство увеличивает производительность и технологичность за счет более полного использования рабочего объема, увеличения пути прохождения деталей в зоне покрытия и покрытия деталей за один производственный цикл.
Фор-мула изобретений Устройство для гальванической об- работки металлических деталей, содержащее полый корпус, в котором разме- щены перфорированный цилиндр из диэлектрика, механизм перемещения деталей в корпусе в виде магнитного конвейера, катод и анод, отличающееся тем, что, с целью повышения производительности и технологичности, оно снабжено винтообразными элементами, размещенным в корпусе механизма перемещения деталей, выполненным в виде трубы, вибратором и установленными по высоте корпуса змеевиками, при этом вийто- образные элементы выполнены прерывистыми, взаимно смещенными и частично перекрывающимися с нанесенным на них катодом-полосой, вибратор жестка закреплен в полой части трубы, а магнитный конвейер расположен параллельно 2толому корпусу устройст;- вя.
Фиг.З
| Электромагнитная линия для обработки деталей в жидкой среде | 1976 |
|
SU739133A1 |
| Видоизменение пишущей машины для тюркско-арабского шрифта | 1923 |
|
SU25A1 |
| Устройство для гальванической обработки мелких деталей | 1978 |
|
SU737509A1 |
| Видоизменение пишущей машины для тюркско-арабского шрифта | 1923 |
|
SU25A1 |
