Изобретение относится к гальванической обработке цилиндрических стержней таких, как валы, прутки, штоки гидроамортизаторов, и может быть использовано в машиностроении и других отраслях промышленности.
Цель изобретения расширение номенклатуры обрабатываемых стержней, повышение производительности и качества обработки.
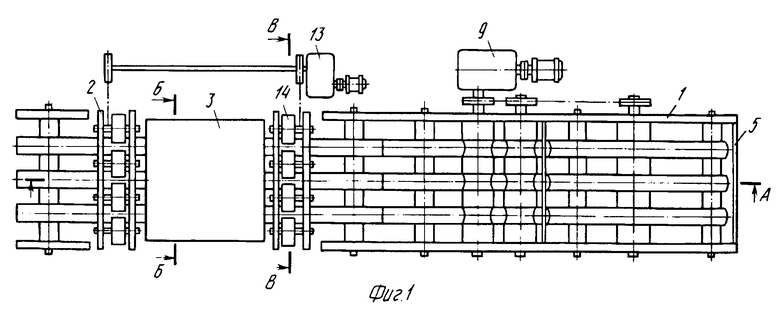
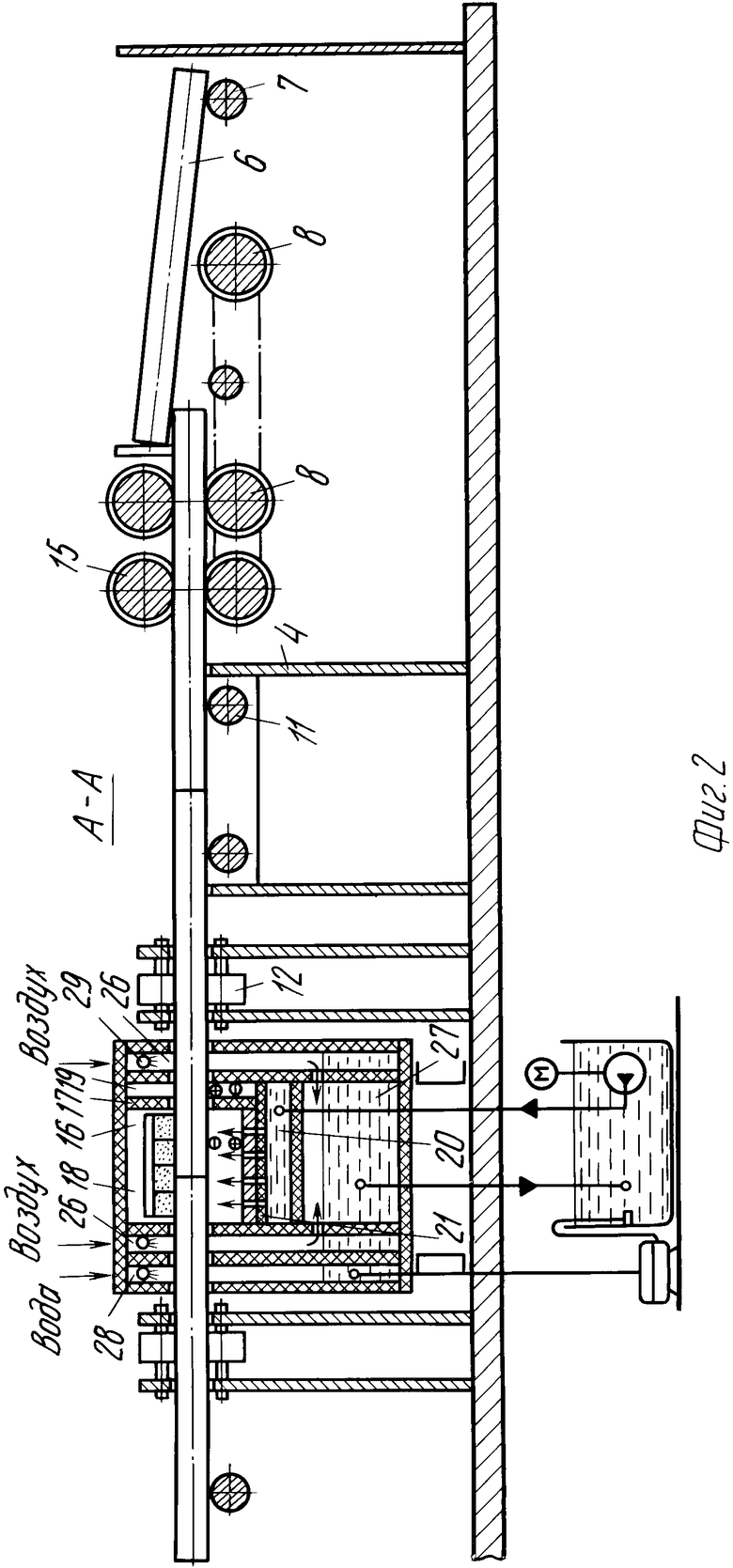
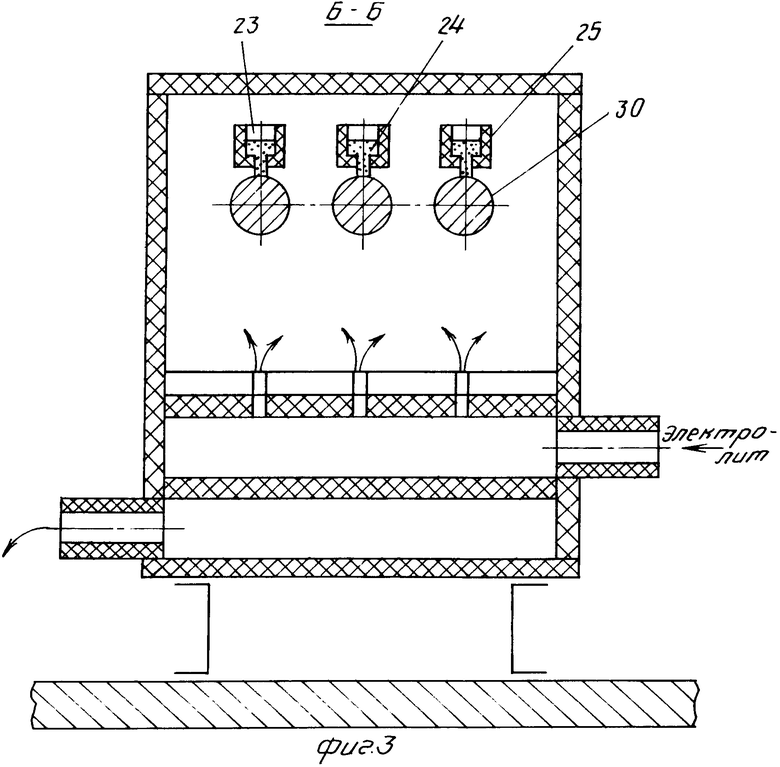
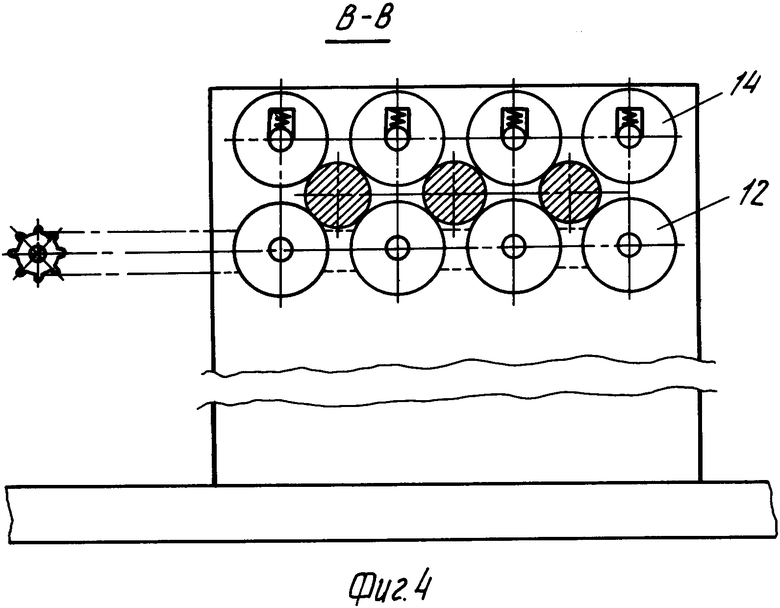
На фиг.1 изображена автоматическая гальваническая установка для обработки цилиндрических стержней, вид сверху; на фиг.2 разрез А-А на фиг.1; на фиг. 3 гальваническая ванна, разрез Б-Б на фиг.1; на фиг.4 узел вращения стержней, разрез В-В на фиг.1.
Автоматическая гальваническая установка для обработки цилиндрических стержней включает узел осевой подачи стержней 1, выполненный, например, в виде валкового конвейера, узел 2 их вращения, гальваническую ванну 3, промежуточный стол 4.
Узел осевой подачи в виде валкового конвейера содержит загрузочное устройство в виде бункера 5, в который поступают стержни 6, например, с помощью шагового транспортера (не показан). Валковый конвейер имеет ряд валов 7, по крайней мере два из которых приводные 8 связаны с приводом 9. Поверхности приводных валов 8 гуммированы для обеспечения необходимого сцепления с поверхностью стержня 6. После узла осевой подачи 1 установлен стол 4, выполненный, например, в виде рамы 10 с роликами 11. Длина стола равна или больше длины стержня 6.
Узел 2 вращения стержней выполнен в виде двух рядов роликов 12 электрически и кинематически связанных с возможностью вращения в одну сторону от привода 13. При этом ролики 12 выполняют роль токоподводов. Ряды роликов 12 установлены по обе стороны гальванической ванны 3, на расстоянии друг от друга, равном или меньше обрабатываемой поверхности стержней 6. Это необходимо для постоянного электрического контакта стержня с токоподводом.
В случае небольшого веса стержней 6 или затруднении прохождения ими гальванической ванны 3 над рядами роликов 12 узла 2 вращения установлены прижимные подпружиненные в радиальном направлении ряды роликов 14, а над приводным валом 8 узла осевой подачи 1 прижимной гуммированный вал 15. Для развития большого усилия продольного перемещения стержней прижимной вал 15 кинематически связан с приводным валом 8 и имеет обратное направление вращения.
Гальваническая ванна 3 содержит электролизную часть 16, разделенную токонепроводящей перегородкой 17 на катодный 18 и анодный 19 отсеки. Электролизная часть снабжена ресиверной полостью 20 для подачи электролита, в которой сверху установлена горизонтально перфорированная пластина 21. На перфорированную пластину (дно гальванической ванны) уложены электроды в катодном и анодном отсеках. При этом электрод в катодном отсеке, выполняющие роль анода, перфорирован отверстиями в пластине 21. Наличие анодного отсека в гальванической ванне позволяет получать качественные покрытия с высокой адгезией к основе. В гальванической ванне 3 расположен узел механической активации поверхности катода 23. Он выполнен в виде ряда Т-образных минералокерамических пластин 24, расположенных в пазах корпуса 25 с возможностью вертикального перемещения. Сверху пластин, при необходимости, располагают дополнительный груз в виде шариков, выполненных, например, из свинца или его сплавов.
Гальваническая ванна 3 снабжена сливными карманами 26, сообщающимися с приемной полостью 27 электролита, расположенной под ресиверной полостью и промывочным отсеком 28. В сливных карманах под стержнями 6 расположены трубки 29 с отверстиями для обдува поверхности стержней, создания воздушного затвора, уменьшающего перетекание электролита по поверхности стержня и промывки стержня.
В торцовых стенках гальванической ванны 3 выполнены ряды отверстий 30 для прохождения стержней 6.
Установка работает следующим образом.
Стержни 6 с помощью шагового транспортера подаются в питательный бункер 5 валкового конвейера 1. В питательном бункере 5, разделенном на отсеки, число которых соответствует числу рядов обрабатываемых стержней, последние располагаются друг над другом в количестве 2 шт. на валах 7 и 8 (валкового конвейера). При вращении вала 8 от привода 9 нижний стержень подается между валами 8 и 15, которые осуществляют дальнейшую осевую подачу стержня с необходимым усилием и определенной скоростью. Верхний стержень 6 в питательном бункере остается на месте, так как упирается в вертикальную стенку, установленную в торце питательного бункера. При прохождении нижним стержнем половины пути в бункерном питателе верхний стержень опрокидывается и одним краем ложится на свободновращающийся вал 7 валкового конвейера 1 (фиг.2). При выходе нижнего стержня из бункерного питателя верхний стержень ложится на все валы конвейера. В этот момент происходит загрузка следующей партии стержней в бункерный питатель.
Стержень 6 поступает на ролики 11 промежуточного стола 4, а затем на ролики 12 узла вращения стержней, приобретая вращательное движение и сохраняя поступательное движение от следующего за ним стержня. При дальнейшем поступательном (осевом) движении стержень попадает в отверстия 30 торцовых стенок гальванической ванны 3. Проходит сливной карман 26 и поступает в анодный отсек 19 гальванической ванны 3, в котором происходит электрохимическая активация поверхности стержня. После чего стержень 6 с электрохимически подготовленной поверхностью поступает в зону электроосаждения (катодный отсек 18). В этом отсеке поверхность стержня интенсивно омывается электролитом, поступающим из ресиверной полости 20 через перфорацию анода и пластины 21. При этом происходит электроосаждение металла и одновременная механическая активация поверхности и растущего осадка от катода 23 минералокерамическими пластинами 24.
После электроосаждения (получения заданной толщины покрытия) стержень 6 поступает в сливной карман 26, в котором происходит интенсивный обдув его воздухом, что значительно уменьшает количество электролита на его поверхности. Далее стержень 6 с полувысохшей пленкой электролита поступает в отсек 28 промывки, где его поверхность омывается водой. Омывание водой производится через отверстия трубок 29. В случае обработки массивных деталей, особенно при высокой температуре электролита, промывка осуществляется равномерно падающими каплями воды. При этом обдув воздухом может быть уменьшен вплоть до исключения, а через эти трубки со стороны выхода штока из ванны дополнительно может быть организована промывка в виде капель воды. В дальнейшем, при необходимости, происходит сушка поверхности сжатым воздухом.
Из отсека 28 промывки раствор поступает в выпарной аппарат, из которого концентрированный раствор возвращается в бак с электролитом.
Применение данной автоматической гальванической установки для обработки цилиндрических стержней позволит обрабатывать отдельные невзаимосвязанные стержни, повысить производительность за счет одновременной обработки как минимум двух горизонтальных рядов стержней, повысить качество гальванического покрытия за счет использования токоподвода качения, исключающего загрязнение поверхности от скользящего токоподвода и "прижогов" в случае искрения контактов. Кроме того, токоподвод качения позволяет передавать большие токи и увеличивать производительность установки.
Предлагаемая установка позволит получать в автоматическом режиме гальванические покрытия высокого качества. Так при хромировании штоков гидроамортизаторов легковых машин диаметром 25 мм, длиной 420 мм получаются за 20 мин хромовые покрытия толщиной 10 мкм с параметрами шероховатости Ra 0,01-0,04 мкм (12 и 13 классов чистоты) при шероховатости исходной поверхности Ra 0,05-0,16 мкм (10 класса чистоты).
| название | год | авторы | номер документа |
|---|---|---|---|
| АВТОМАТИЧЕСКАЯ ГАЛЬВАНИЧЕСКАЯ УСТАНОВКА ДЛЯ ОБРАБОТКИ ЦИЛИНДРИЧЕСКИХ СТЕРЖНЕЙ | 2002 |
|
RU2225464C2 |
| УСТАНОВКА ДЛЯ НАНЕСЕНИЯ ГАЛЬВАНИЧЕСКИХ ПОКРЫТИЙ НА НАРУЖНУЮ ПОВЕРХНОСТЬ ДЕТАЛЕЙ | 1994 |
|
RU2063485C1 |
| УСТАНОВКА ДЛЯ НАНЕСЕНИЯ ГАЛЬВАНИЧЕСКИХ ПОКРЫТИЙ НА НАРУЖНЫЕ ПОВЕРХНОСТИ ДЕТАЛЕЙ | 2022 |
|
RU2801976C1 |
| КОМБИНИРОВАННАЯ ВАННА ДЛЯ НАНЕСЕНИЯ ГАЛЬВАНИЧЕСКИХ ПОКРЫТИЙ ЭЛЕКТРОЛИТИЧЕСКИМ НАТИРАНИЕМ | 2023 |
|
RU2811319C1 |
| Устройство для электрохимической обработки изделий | 1990 |
|
SU1733508A1 |
| Станок вертикального наружного хромирования | 2021 |
|
RU2782942C1 |
| Устройство для электролитического нанесения покрытий | 1985 |
|
SU1293245A1 |
| ЭЛЕКТРОД ДЛЯ НАНЕСЕНИЯ ГАЛЬВАНИЧЕСКОГО ПОКРЫТИЯ ГАЛЬВАНО-МЕХАНИЧЕСКИМ МЕТОДОМ | 2006 |
|
RU2318927C1 |
| Устройство для проведения гальванических процессов | 1988 |
|
SU1534102A1 |
| Устройство для гальванической обработки деталей | 1989 |
|
SU1730213A1 |
Изобретение относится к нанесению гальванических покрытий и может быть использовано в автомобильной промышленности для хромирования штоков, гидроцилиндров, амортизаторов. Сущность изобретения заключается в том, что установка снабжена столом, узел осевой подачи стержней выполнен в виде рольганга, узел вращения стержней выполняет роль токоподвода и выполнен в виде двух горизонтальных рядов роликов, которые электрически и пневматически связаны между собой с возможностью вращения в одну сторону и установлены по обе стороны гальванической ванны, в торцовых стенках которой выполнены ряды отверстий для прохождения стержней. 6 з. п. ф-лы, 4 ил.
| Патент США N 4176015, кл | |||
| Видоизменение пишущей машины для тюркско-арабского шрифта | 1923 |
|
SU25A1 |
