Известны устройства для ковки пустотелых изделий и труб с внутренними ребрами. Однако их применение требует большого расхода металла.
Особенность настояндего изобретения заключается в том, что, с целью получения труб с поперечными и продольными впугреиними ребрами и с целью сокращения расхода металла на их изготовление, применен обжимной контейнер, в котором равномерное радиальное обжатие труб достигается с помощью фасонных боковых клиньев. Внутренняя часть контейнера может сжиматься с помощью профилированных секторов и цилиндрической или конической оправки.
Контейнер предназначается для получения труб с внутренними ребрами различного направления и конфигурации. Длина изготовляемых труб зависит от длины пресс-формы, диаметр - от мощности и открытой высоты пресса. Пресс-форма разъемная.
Контейнер состоит из двух основных частей - внутренней и наружной. Внутренняя часть представляет собой цилиндр (или конус лля изготовления конусных труб), состоящий из нескольких секторов, на наружной поверхности которых нанесен внутренний профиль изготовляемой трубы. В цилиндр вставляется оправка. Наружная часгь контейнера представляет собой штамп, состоящий из двух половин, образующих полость по форме и размерам обрабатываемой трубы.
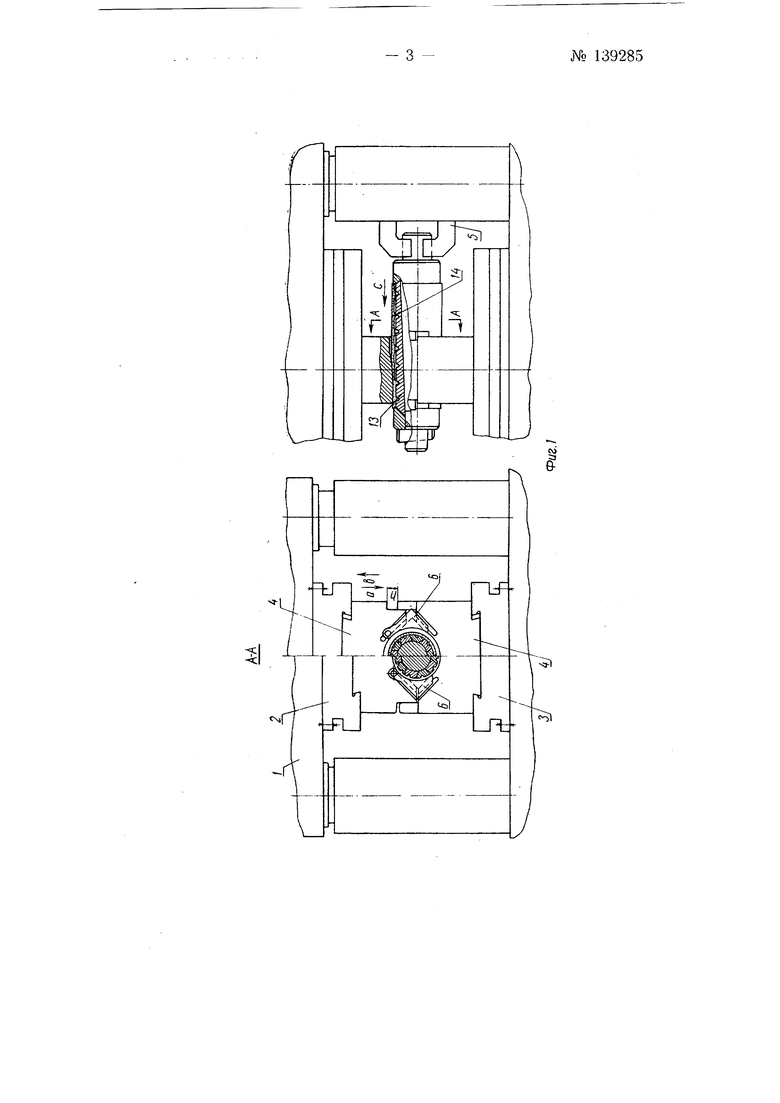
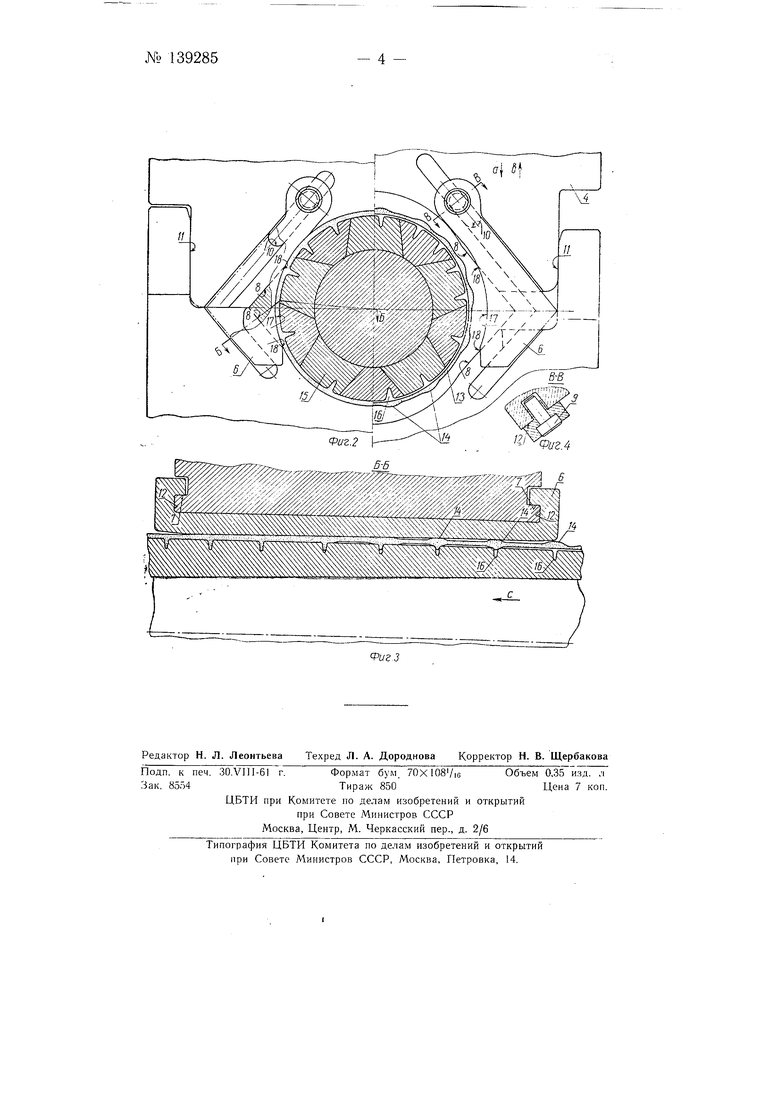
На фиг. 1 показан обжимной контейнер, общий вид и разрез по А-А; на фиг. 2 - то же, поперечный разрез, слева - в зaкpытo : положении, справа - в открытом положении; на фиг. 3 - то же, разрез по Б-Б; на фиг. 4-то же, разрез по В-В.
Обжимной контейнер установлен на нрессе / и состоит из верхней 2 и нижней 3 подушек, пресс-формы 4, манипулятора 5, боковых фасонных клиньев 6 и отдельных деталей, при помощи которых производится крепление контейнера и изготовление труб.
№ 139285- 2 Действие контейнера при изготовлении труб с внутренними ребрами с применением профилированных секторов и цилиндрических или конических оправок заключается в том, что при перемещении верхнего штампа по стрелке а контейнер сжимается на величину /i, а при перемещении по стрелке b - разжимается. Связь штампов между собой достигается с помощью двух фигурных клиньев 6, укрепленных на верхнем штампе и связанных с нижним штампом посредством направляющих пазов. Применение клиньев позволяет обеспечить равномерное распределение радиальных обжатий трубы и получать ребристый внутренний профиль. Боковые клинья 6 перемещаются синхронно посредством направляющих 7 с параллельными плоскостями 8. Ход клиньев в верхней части ограничивается упором 9, входящим в гнездо 10. Верхняя часть пресс-формы 4 может отделяться от нижней совместно с клиньями в момент, когда направляющие 7 выйдут из пазов нижней половины пресс-формы и повиснут на упоре 9. Направляющие 11 центрируют штампы от боковых смещений. От продольного смещения штампы центрируются в плоскостях 12 клиньев 6. Гильза 13 (заготовка с предварительно распределенным металлом) по выступам 14 надевается на зубчатые секторы 15. Выступы 14 ставятся против углублений 16 в секторах 15.
При движении верхнего штампа по стрелке а обжимающий контейнер начинает сжимать заготовку (гильзу 13) по наружному диаметру со всех сторон, в это время металл выступов 14 вдавливается в углубления 16, в результате чего и образуются внутренние ребра трубы. При сжатии металл давит на поверхность /7, при этом зазоры 18 уплотняются и утечка металла предотвращается.
После обжатия верхний штамп в поднятом положении пере.мещается в направлении стрелки с на определенную величину для нового обжатия, в результате чего процесс продолжается, пока будет обжата гильза по всей длине.
Предмет изобретения
1.Обжимной контейнер для изготовления цилиндрических и конусных труб с утолщениями, отличающийся тем, что, с целью получения труб с поперечными и продольными внутренними ребрами, равномерное радиальное обжатие труб достигается с помощью фасонных клиньев, связывающих верхнюю и нижнюю части контейнера и обеспечивающих уплотнение по горизонтальному разъему контейнера.
2.Обжимной контейнер по п. 1, отличающийся тем, что внутренняя его часть сжимается с помощью профилированных секторов и цилиндрической (конической) оправки.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ получения панелей с ребрами и утолщениями | 1960 |
|
SU137103A1 |
| Способ изготовления полых изделий из сварных трубных заготовок | 1990 |
|
SU1761353A1 |
| Устройство для изготовления методом прессования труб и трубных изделий с внутренними продольными и поперечными ребрами | 1958 |
|
SU147160A1 |
| УСТРОЙСТВО ДЛЯ КАЛИБРОВКИ ТРУБ | 2005 |
|
RU2324564C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ С ТРАПЕЦЕИДАЛЬНЫМИ КОЛЬЦЕВЫМИ ГОФРАМИ | 2000 |
|
RU2161543C1 |
| Штамп для изготовления тройников из листовых заготовок | 1980 |
|
SU893285A1 |
| Штамп для соединения трубчатых заготовок обжимом | 1990 |
|
SU1784365A1 |
| Устройство для анкеровки композитной арматуры | 2021 |
|
RU2755614C1 |
| ПРЕСС-ФИТИНГ ДЛЯ ТРУБ, СОДЕРЖАЩИЙ КОНТРОЛЬНОЕ КОЛЬЦО | 2016 |
|
RU2709382C2 |
| Штамп для калибровки концов труб | 1976 |
|
SU588036A1 |