Г
/
со
со оо (Х
О5
1Риг.1
1139:U96
Итчбретение относится к обработке
ци но
металлов давлением, в частности к оснастке для изготонления крутоизог- нутьгх отводов из трубных зат отовок горячей протяжкой.
Цель изобретения - расширение технологических возможностей за счет обеспечения изготовления тонкостенных отводов.
На фиг.1 приведена конструкция с сердечника; на фиг.2 - сечение А-А на фиг.1; на фиг.З - сечение Б-Б на фиг.1 .
Сердечник состоит из трех участков: заходного 1, формоизменяющего 2 и калибрующего 3. На поверхности фор моизменяющего и на части калибрующег участков вьтолнены симметрично относительно плоскости гиба продольные канавки 4 шириной не более 0,08 диаметра калибрующего участка, а в начале калибрующего участка вьтолнены отверстия 5 в дне канавок 4 для соединения их с внутренней полостью 6.
При проталкивании трубы-заготовки (не показано) по данному сердечнику из-за уменьшения площади контакта снижается усилие проталкивания отверстия 5, не позволяя канавкам 4 забиваться окалиной.
Экспериментальные работы показали что уменьшение площади контакта металла с формоизменяющим участком сер-- дечника на 40...50% приводит к снижению усилия протяжки приблизительно на 30%. Ширину канавок выбирают из условия отсутствия прогиба внутрь канавок (порядка четырех толщин).
4-И
Преимущество предлагаемой конструкции сердечртика заключается в возможности изготовления тонкостенных отводов с относительными толщинами стенок S/DH 0,005.0.0,02 высокоэффективным способом горячей протяжки трубных заготовок по рогообразному сердечнику взамен изготовления таких
отводов секционными или штампосварны- ми. При этом значительно сокращается потребление прессом электроэнергии и увеличивается срок службы пресса за счет снижения усилия протяжки для
изготавливаемых в настоящее время данным способом отводов.
Формула изобретения
Рогообразный сердечник для изготовления отводов, содержащий заход- ной, формоизменяющий и калибрующий участки. При этом калибрующий участок выполнен с внутренней полостью, о т - личающийс я тем, что, с целью расширения технологических возможностей за счет обеспечения изготовления тонкостенных отводов, на
поверхности формоизменяющего и начале калибрующего участков выполнены симметрично относительно плоскости гиба продольные канавки шириной не более 0,08 диаметра калибрующего
участка, а в начале калибрующего участка выполнены отверстия в дне канавок для соединения их с внутренней полостью калибрующего участка сердечника.
Б-6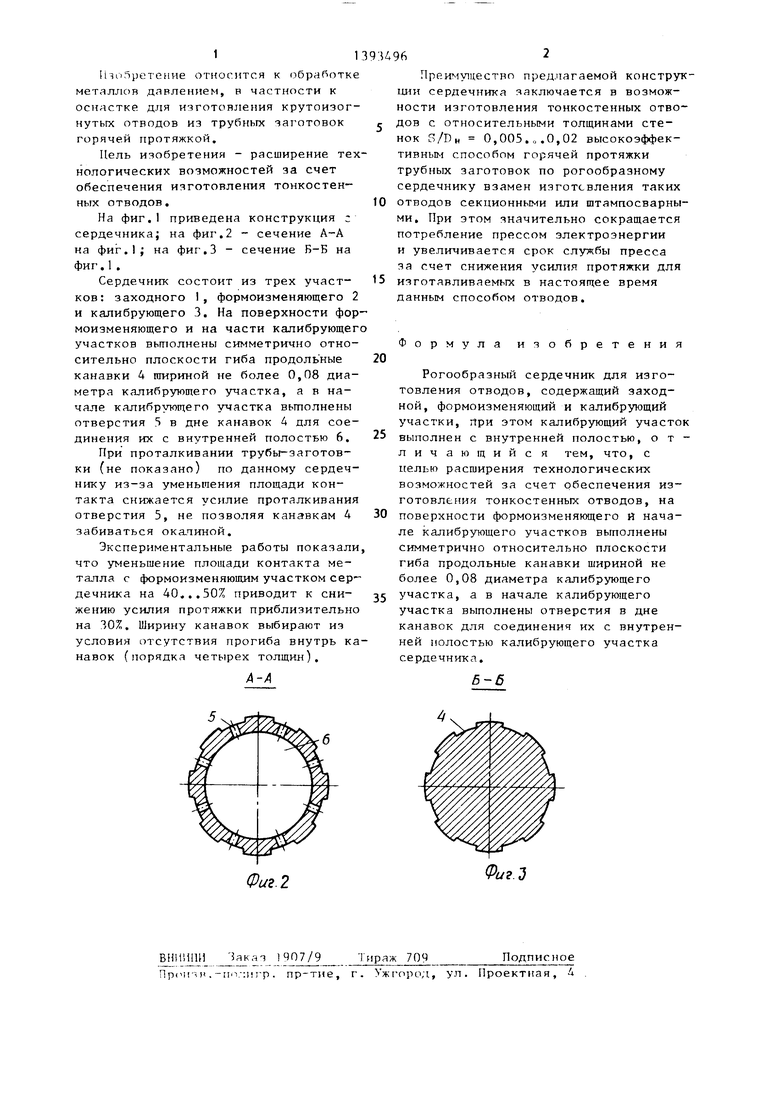
| название | год | авторы | номер документа |
|---|---|---|---|
| Инструмент для изготовления отводов из труб | 1981 |
|
SU975138A1 |
| Рогообразный сердечник | 1979 |
|
SU871890A1 |
| Рогообразный сердечник для изготовления отводов из трубных заготовок | 1979 |
|
SU863069A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ УГОЛЬНИКА | 1998 |
|
RU2152283C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КРУТОИЗОГНУТЫХ ТОНКОСТЕННЫХ ТРУБ ЗАДАННОГО ПРОФИЛЯ | 2012 |
|
RU2521167C1 |
| Рогообразный сердечник | 1981 |
|
SU963611A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КРУТОИЗОГНУТЫХ ОТВОДОВ | 1996 |
|
RU2096113C1 |
| СПОСОБ ГИБКИ ТРУБ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1991 |
|
RU2016683C1 |
| Рогообразный сердечник | 1986 |
|
SU1391770A1 |
| Способ механической обработки глубоких отверстий | 2021 |
|
RU2765007C1 |
Изобретение относится к обработке металлов давлением, в частности к оснастке для изготовления крутоизогнутых отводов из трубных заготовок горячей протяжкой. Цель - расширение технологических возможностей за счет обеспечения изготовления тонкостенных отводов. На поверхности формоизменяющего участка и на части калибрующего участка вьтолнены симметрич но относительно плоскости гиба продольные канавки 4 шириной не более 0,08 диаметра калибрующего участка. В начале калибрующего участка вьтолнены отверстия 5 в дне канавок 4 для соединения их с внутренней полостью 6о Наличие канавок 4 обеспечивает снижение усилия проталкивания, а следовательно, делает возможным формовку тонкостенных отводов. Наличие отверстий не позволяет канавкам 4 забиваться окалиной. 3 ил. с 
Фиг. 2
Фиг.З
| Рогообразный сердечник | 1984 |
|
SU1222352A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
