Шип
Изобретение относится к станкостроению, а именно к токарным давильным автоматам, выполняющим комбинированную обработку прутковых заготовок давлением и резанием, и может быть использовано для получения деталей из прутковых заготовок в условиях серийного производства.
Целью изобретения является повьг- шение производительности автомата путем совмещения обработки резанием и давлением на одном станке.
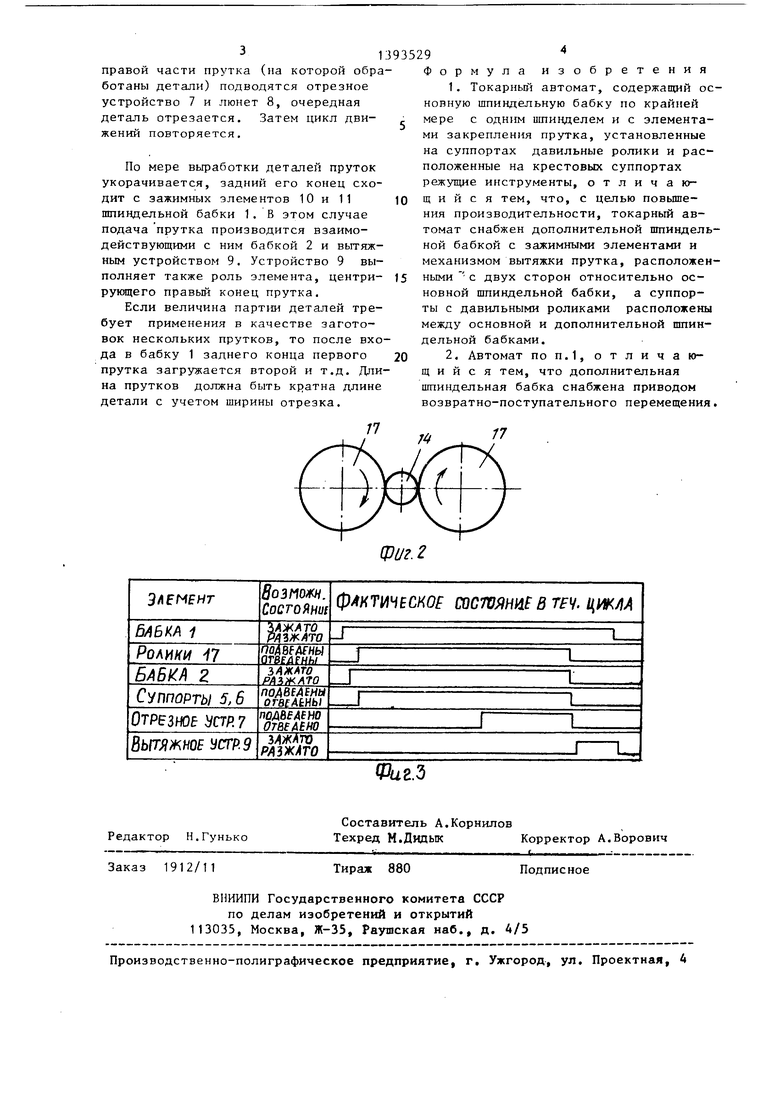
На фиг.1 изображена кинематическая схема токарного автомата; на фиг.2 - поперечное расположение давильных роликов и прутка; на фиг.З - циклограмма работы основных узлов автомата.
Токарньй автомат состоит из шпин-
./
дельных бабок 1 и 2, суппортов 3 и 4 с давильными роликами, крестовых суппортов 5 и 6 с режущими инструментами, отрезного устройства 7, люнета 8 и вытяжного устройства 9. Допел нительная шпиндельная бабка 1 устроена аналогично основной бабке 2 и имеет установленные с возможностью вращения размещенные по ее краям зажимные элементы 10 и 11 с приводом от гидродилиндра 12 через рычажные передачи. Бабка 1 установлена в направляющих и снабжена винтовой передачей 13 с регулируемым электроприводом. Рабочие отверстия зажимных элементов 10 и 11 бабки 1 имеют постоянное по длине поперечное сечение а отверстия зажимных элементов бабки .2 - фасонного профиля, соответствующего форме заготовки после об- работки давлением. Суппорта 4 расположены диаметрально противоположно, имеют подвижные части, перемещаемые радиально относительно оси прутка 14 с помощью приводов 15. На суппор- так установлены редукторы 16 с давильными роликами 17, взаимодействующими с прутком 14 и вращающимися в противоположных направлениях. Редукторы соединены с электродвигателями 18 телескопическими валами 19. Крестовые суппорты 5 и 6 снабжен{л приводами 20 и 21 и несут режущие инструменты 22, необходимые для обработки детали резанием.
Отрезное устройство 7 содержит быстровращающийся (например, абразивный) диск, радиально подвижньпЧ отностельно прутка. Диаметрально противопложно ему расположен люнет 8, бос принимающий радиальное усилие при отрезке прутка. Вытяжное устройство 9 установлено аксиально подвижно, снабжено приводом 23 и клещевым рычажным захватом 24 с приводом от гидроцилиндра 25.
На фиг.2 и 3 представлены различные варианты взаимного расположения давильных роликов 17 и прутка 14. Транспортирование заготовки из зоны обработки давлением в зону обработки резанием не требует применения спциального устройства, а выполняется с помощью самого прутка. Привод вращения прутка 14 отсутствует, его функции вьтолняют взаимодействующие с прутком ролики 17. С целью уменьшения износа приводов давильные ролики вращаются непрерьшно.
Токарный автомат работает следующим образом.
Пруток-заготовка круглого постоянного по длине поперечного сечения подается слева направо (по фиг.1), его передний конец вводится в зону давильных роликов 17. После этого п эуток зажимается зажимными элементами 10 и Т1 бабки 1, ролики 17 подводятся к прутку и обрабатывают его при вращении давлением. В процессе обработки пруток аксиально неподвижен. После получения на участке прутка требуемого профиля с минимальным припуском на обработку резанием пруток смещается вправо на длину одной детали. Для этого вначале смещается влево и закрепляется захват 24, радиально отводятся от прутка люнет 8 и отрезное устройство 7, крестовые суппорты 5 и 6, раскрываются зажимные элементы птиндельной бабки 2, отводятся от прутка ролики 17. Бабка 1 смещается вправо на величину подачи прутка. Затем с частичным совмещением во времени пруток зажимается бабкой 2, вводятся в контакт с прутком ролики 17, перемещаются крестовые суппорты 5 и 6 с резцами, смещается вправо вытежное устройство 9, его захват раскрывается до начала вращения прутка. Для раскрытия захвата 24 рабочая жидкость из бесштоковой полости гидроцилиндра 25 сливается в бак, под действием пружины шток возвращается в правое (фиг.1) положение, подпружиненные рычаги разводят захваты 24. Затем к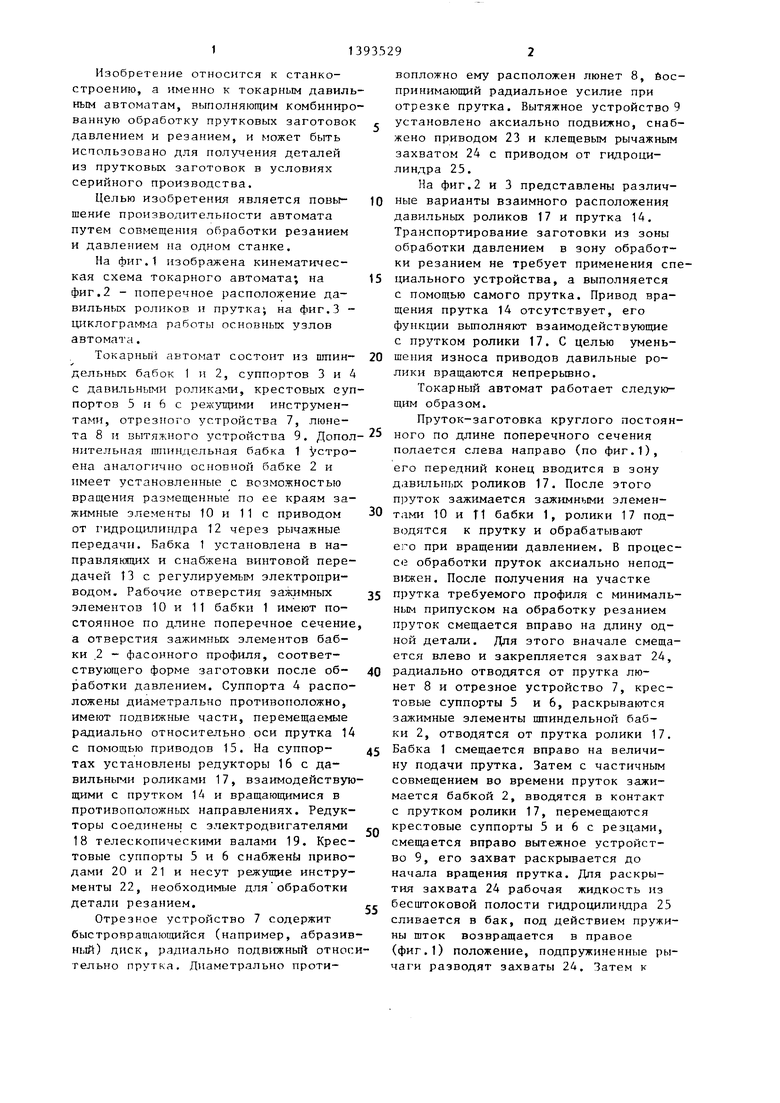
| название | год | авторы | номер документа |
|---|---|---|---|
| ТОКАРНЫЙ СТАНОК С ПРОТИВОШПИНДЕЛЕМ | 1996 |
|
RU2113319C1 |
| Токарный многошпиндельный автомат | 1985 |
|
SU1324766A1 |
| Многошпиндельный токарный автомат | 1989 |
|
SU1682042A1 |
| Токарный многошпиндельный автомат для двухсторонней обработки | 1985 |
|
SU1271664A1 |
| ТОКАРНЫЙ СТАНОК ДЛЯ ОБРАБОТКИ ТРУБ И СПОСОБ ОБРАБОТКИ ТРУБ НА ТОКАРНОМ СТАНКЕ | 2012 |
|
RU2524024C2 |
| СПОСОБ МЕХАНИЧЕСКОЙ ОБРАБОТКИ АСИММЕТРИЧНОЙ ЗАГОТОВКИ С ОДНОЙ УСТАНОВКИ, СТАНОК И УСТРОЙСТВО ДЛЯ ЗАКРЕПЛЕНИЯ ЗАГОТОВКИ | 2013 |
|
RU2600685C1 |
| Токарный автомат | 1974 |
|
SU492353A1 |
| Способ изготовления изделий, преимущественно ступенчатых валов, и станок для его осуществления | 1990 |
|
SU1794567A1 |
| УСТРОЙСТВО для ПОДАЧИ ПРУТКОВ в ТОКАРНЫЙ АВТОМАТ | 1970 |
|
SU284572A1 |
| Способ изготовления детали типа "стакан" | 2017 |
|
RU2650023C1 |
Изобретение относится к области станкостроения, а именно к токарным давильным автоматам, вьтолняющим комбинированную обработку прутковых заготовок давлением и резанием, и может быть использовано для получения деталей из прутковых заготовок. Целью изобретения является повышение производительности автомата путем совмещения обработки резанием и давлением на одном станке. Пруток 1А вводится в зону давильных роликов 17 и зажимается зажимными элементами 10, 11 бабки 1. Ролики 17 осуществляют обработку поверхности заготовки с заданным припуском под обработку резцами 22. Затем захватом 24 пруток перемещается на длину одной детали при раскрытых зажимных элементах и зажимается зажимными элементами бабки 2, после чего осуществляется обработка прутка резцами 22, снимающими припуск обработки давлением. Далее к правой части прутка подводится отрезное устройство 7 и от прутка отрезается обработанная деталь. 1 з.п. ф-лы, 3 ил. Ф (Л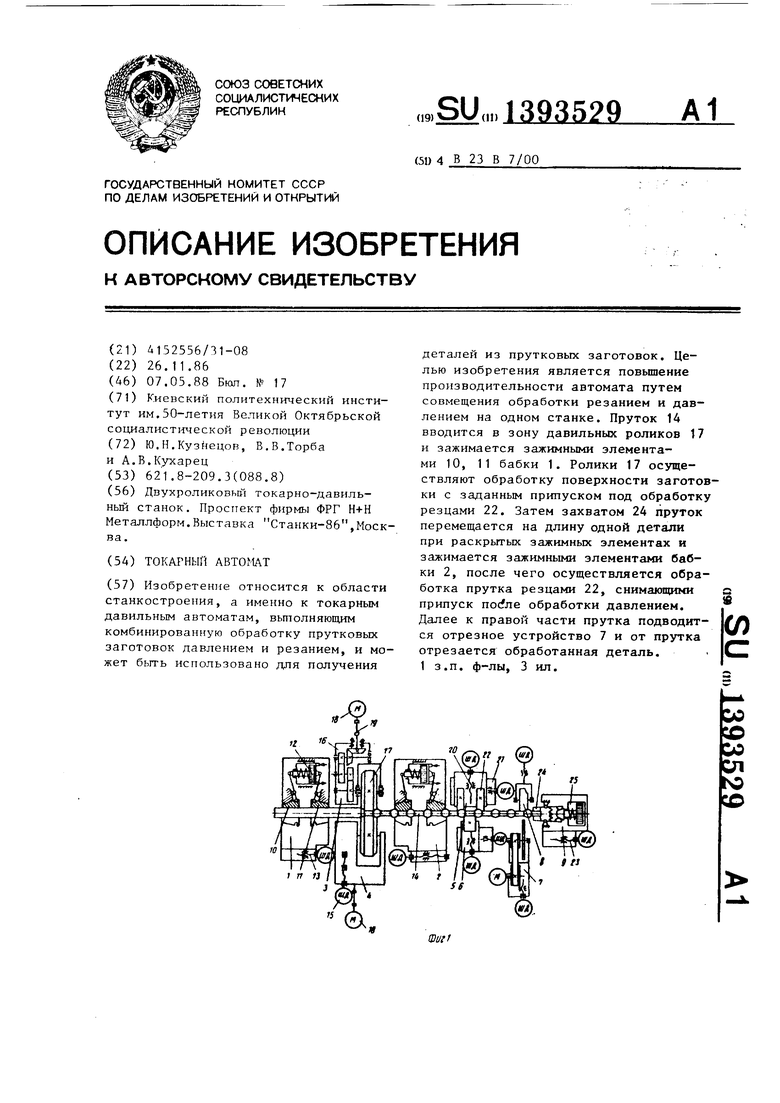
Редактор Н.Гунько
Составитель А.Корнилов Техред М.ДИДЫККорректор А.Ворович
Заказ 1912/11
Тираж 880
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
Фиг. г
Фиг.
Подписное
| Двухроликовый токарно-давильный станок | |||
| Пюпитр для работы на пишущих машинах | 1922 |
|
SU86A1 |
