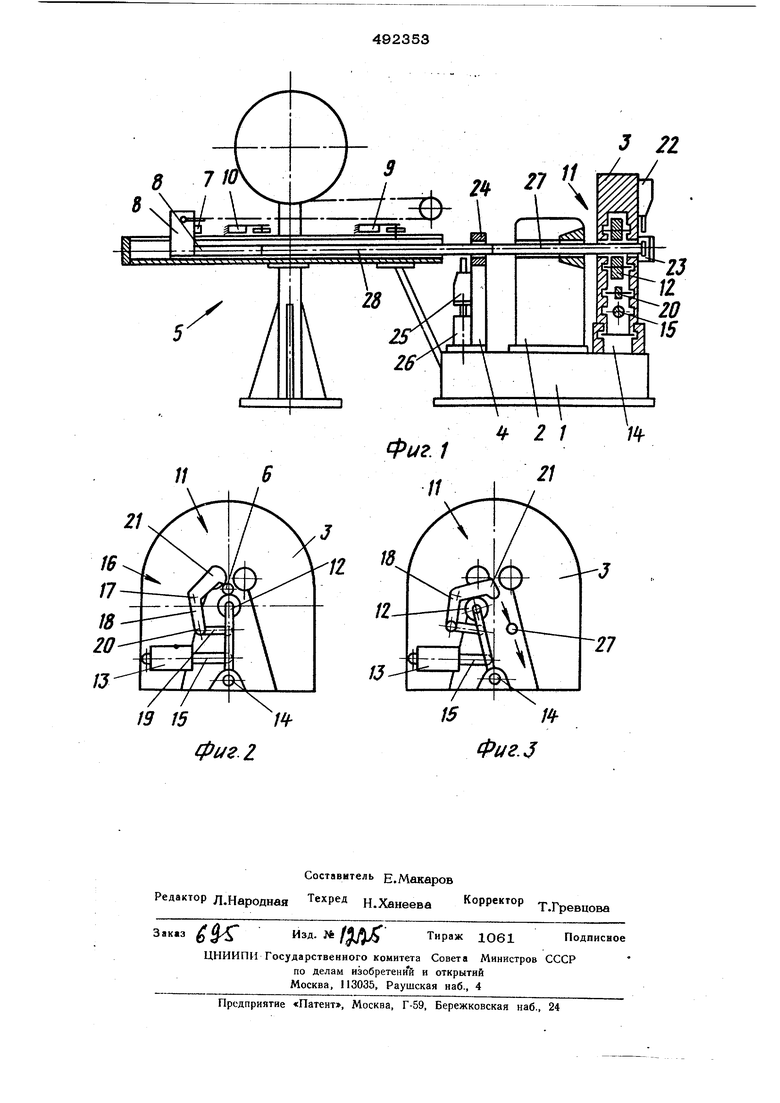
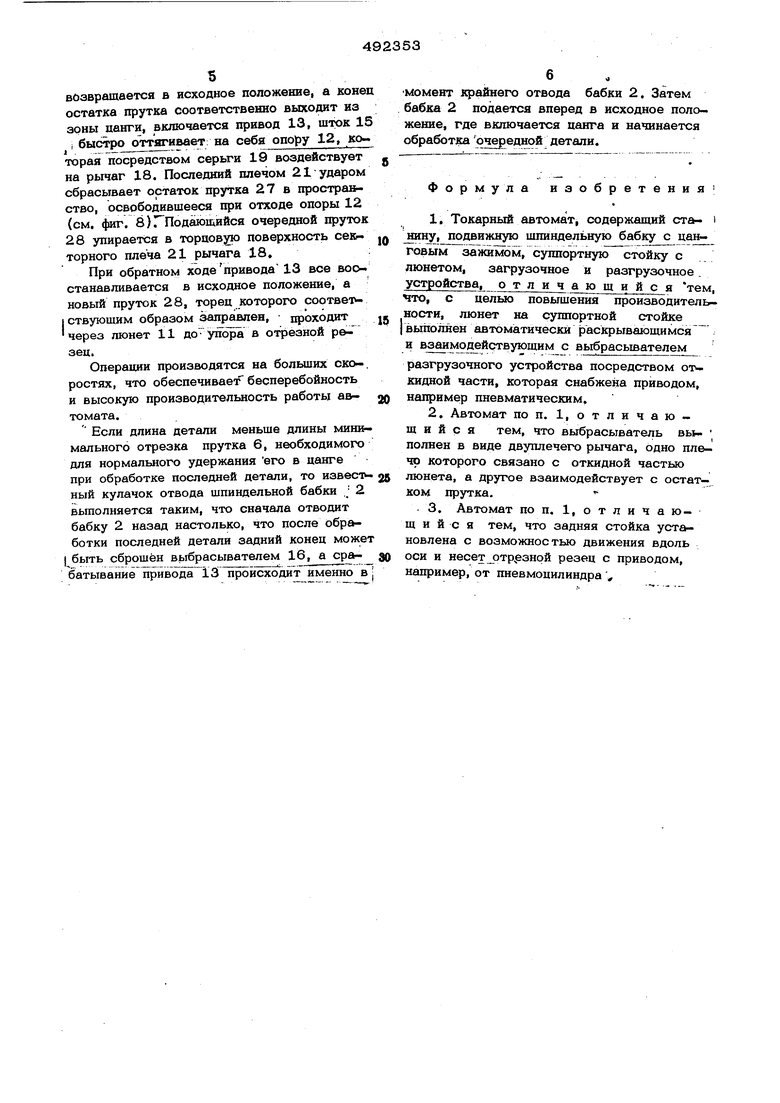
Суппортная стойка 3 имеет размыкаю шийся люнет 11, нижняя опора 12 котор го под действием привода 13 возвратног движения, например пневмошшйндра, вььполнена качающейся на шарнире 14 отно сительно горизонтальной оси, расположе ной под опорой 12. Одно из крайних положений опоры 12 (см. фиг. 2) является рабочим положением, при котором люнет осуществляет свою -функцию центрирования прутка при обработке. При втянутом штоке 15 пневмоцилин; ра природа 13 опора 12 люнета (см, фиг. .3) оказывается отвернутой влево и пространство для вьшадания вниз оста-р ка прутка 6 освобождается. Для принудительного выброса , остатка прутка на суппортной стойке г 3 уста новлен выбрасыватель 16, представляющий собой двуплечий / -образный рычаг качающийся на щарнире 17, расположенном слева от линии осей люнета 11 и щарнира 14. Нижнее плечо 17 рычага 18 соединено посредством серьги 19 и щар- ниров 20 с опорой 12, которая служит приводом для выбрасьшателя 16. Плечо 21 рычага выполнено в форме секто ра, который передней кромкой при быстром повороте воздействует на остаток прут ка 6, сталкивая его в освободившеесяпространство, после чего торец секторног плеча 21 удерживает подаваемый пруток 6 до возвращения опоры 12 и рычага 18 в .исходное положение. Суппортная стойка 3 имеет резцовые супйо1 ты1 22 для продольного точения или отрезки и балансирные суппорты 23. Отрезные резцы могут быть установлены на любом из суппортов, однако для удобства изложения принимается, что .отрезной резец установлен на балансире. Задняя стойка 4 снабжена регулиру- емым лонетом 24, суппортом 25 с отрезным резцом и отдельным приводом i 26 возвратного движения суппорта 25, например от пневмоцилиндра с регулируемым гидроуравнителем движения. 9 фиксирует положение, когда подаваемый, пруток выработан до такой степени, что при обработке;. последней детали задний конец его пройдет зону действия отрезного резца суппорта 25. Схема управления автомата настроена так, что по сигналу датчика 9 осуществляет включение привода 26 для подрезки в требуемый размер заднего конца прутк 6 параллельно отрезке очередной готовой I детали, после чего отключает автомат. Датчик Ю фиксирует положение, когда 1 подаваемый остаток прутка выходит на обработку последней детали, для этого заправляемые прутки должны иметь одинаковую длину. Схема управления автомата настроена так, что по сигналу датчика 10 осущест&ляет включение и быстрое срабатывание привода 13 после отрезки последней дет&- . ли в момент возврата шпиндельной бабки 2 , в исходное положение. Автомат работает следующим образом. При необходимости обработки деталей из прутка 6 определенного диаметра наладчик .настраивает люнеты 11 и 24 на этот ди- аметр, перемещают суппортную стойку 3 на ближайшее допустимое расстояние к шпиндельной бабке 2, находящейся в положении окончания обработки данной , а заднюю стойку устанавливают в положение, когда расстояние между отрезными резцами суппорта 23 vi 2.5 целому числу данных деталей, включая размер на их отрезку, плюс минимальная длина прутка 6, необходимая для нормального удержания его в цанге при обработ ке последней детали. После этого устанавливают Конечные выключатели . Q и 1О или элемент 7 в соответствующее положение. После заправки первого прутка 27 обычным способом автомат включается, в рабо- ту. Бабка 2 перемещается : вперед, cyitпорты 22 вводят в работу соответствующие резцы, деталь обрабатывается по программе набора кулачков, известным обра- , зом,. После отрезки первой детали циклы повторяются до тех пор, пока датчик 9 не зафиксирует момент подхода конца прутка 27к задней стойке 4. В очередной период отрезки детали выключается одновременно привод 26 и суппорт 25 отрезным резцом осуществляет подрезку заднего торца остатка прутка 27 в размер, соответствующий установке стоек 3 и 4, которую произвел наладчик. После отрезки Детали, и подрезки заднего конца прутка автомат останавливает ся. Наладчик заправляет очередной пруток 28известным образом до упора и конец i остатка прутка 27, возвращая толкательфлажок 8 с элементом 7 загрузочного уст ройства 5 в исходное положение. Автомат вновь включается в работу. После обработки нескольких,деталей наступает момент, когда датчик 1О фиксирует обработку последней детали из остатка прудка 6. Схема управления подготавливает срабатывание привода 13 н когда бабка 2 возврашается в исходное положение, а конеп остатка прутка соответственно выходит из зоны панги, включается привод 13, шток 15 i быстро оттягивает: на себя опору 12, которая посредством серьги 19 воздействует на рычаг 18. Последний плечом 21 ударом сбрасывает остаток прутка 27 в простра стао, освободившееся при отходе опоры 12 (см. фиг. 8) Г Подающийся очередной пруток 28 упирается в торцового поверхность се&. торного плеча 21 рычага 18, При обратном ходепривода 13 все воо станавливается в исходное положение, а новый прутчзк 28, торец которого соотверI ствующим образом заправлен, проходит через люнет 11 до упора в отрезной реОперации производятся на больших ско, ростях, что обеспечивает бесперебойность и высокую производительность работы а& томата. Если длина детали меньше длины минимального отрезка прутка 6, необходимого для нормального удержания его в цанге при обработке последней детали, то извести ный кулачок отвода шпиндельной бабки ; 2 выполняется таким, что сначала отводит бабку 2 назад настолько, что после обработки последней детали задний конец может | бь1ть сброшен выбрасывателем 16, а ерабатывание привода 13 происходит именно в Момент 1файнего отвода бабки 2. Затем бабка 2 подается вперед в исходное положение, где включается цанга и начинается обработка очередной детали. Формула изобретения 1.Токарный автомат, содержащий ст&- i нину, подвижную шпиндельную бабку с цанговым зажикюм, суппортную стойку с люнетом, загрузочное и разгрузочное. устройства, о т л и ч а ю щ и и с я тем, что, с целью повышения производительности, люнет на суппортной стойке выполнен автоматически {эаскрывающимся и взаимодействующим с выбрасьшателем разгрузочного устройства посредством откидной части, которая снабжена приводом, например пневматическим. 2.Автомат по п. 1, отличающийся тем, что выбрасыватель вьь. полнен в виде двуплечего рычага, одно плечо которого связано с откидной частью люнета, а другое взаимодействует с остатком прутка. 3.Автомат по п. 1, о т л и ч а ющ и и с я тем, что задняя стойка установлена с возможностью движения вдоль оси и несет отррзнрй резец с приводом, например, от пневмоцилиндра
фиг. J
Фиг. 21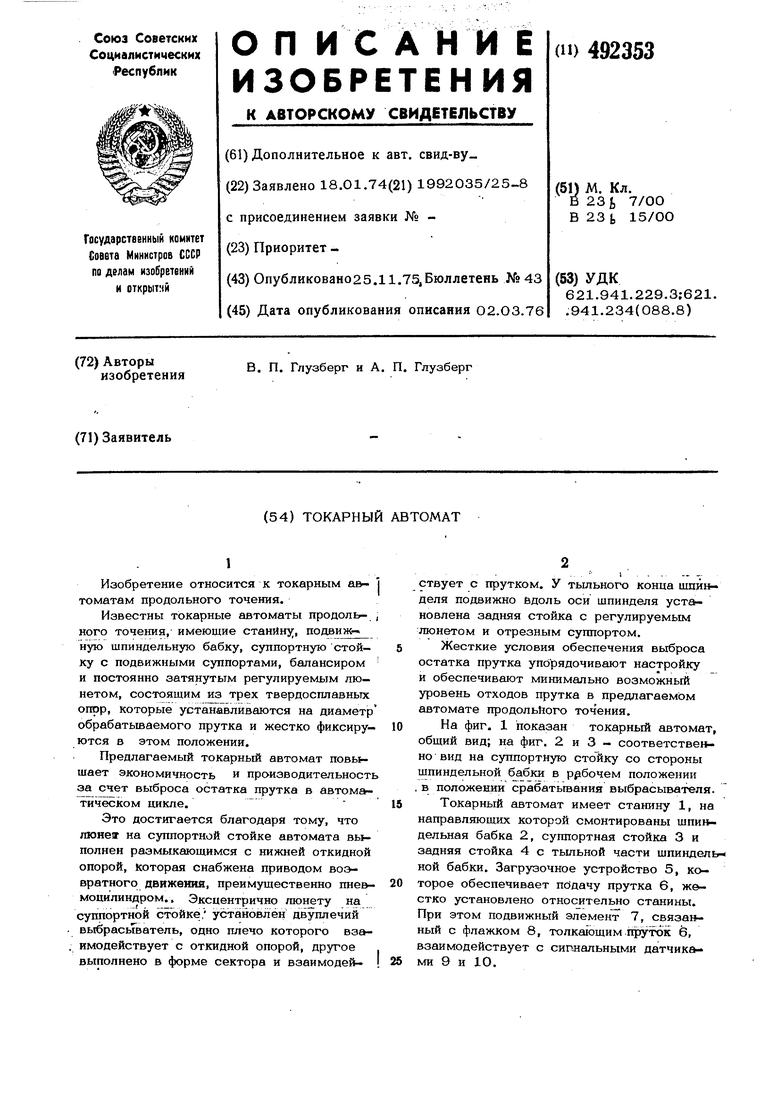

| название | год | авторы | номер документа |
|---|---|---|---|
| Токарный автомат | 1986 |
|
SU1393529A1 |
| ТОКАРНЫЙ АВТОМАТ ПРОДОЛЬНОГО ТОЧЕНИЯ | 1999 |
|
RU2167032C2 |
| ТОКАРНЫЙ СТАНОК С ПРОТИВОШПИНДЕЛЕМ | 1996 |
|
RU2113319C1 |
| Токарный автомат продольного точения | 1978 |
|
SU728291A1 |
| УСТРОЙСТВО для ПОДАЧИ ПРУТКОВ в ТОКАРНЫЙ АВТОМАТ | 1970 |
|
SU284572A1 |
| Устройство останова прутка при загрузке токарного автомата | 1985 |
|
SU1316750A1 |
| Устройство для автоматической подачи прутков | 1988 |
|
SU1717288A1 |
| ТОКАРНЫЙ СТАНОК ДЛЯ ОБРАБОТКИ ТРУБ И СПОСОБ ОБРАБОТКИ ТРУБ НА ТОКАРНОМ СТАНКЕ | 2012 |
|
RU2524024C2 |
| Токарно-револьверный автомат | 1979 |
|
SU882703A1 |
| Многошпиндельный токарный автомат | 1974 |
|
SU567554A1 |