Предлагаемый способ относится к области обработки резанием в машиностроении и может быть использован при изготовлении тонкостенных деталей типа «стакан» на токарных станках.
В настоящее время способы, аналогичные предлагаемому, известны. Один из них реализован путем использования «Устройства для токарной обработки торцовых нежестких поверхностей пустотелых деталей», защищенного Авторским свидетельством СССР №1710191. Указанный способ ориентирован на повышение точности обработки деталей с помощью регулирования жесткости обрабатываемой заготовки и не вполне пригоден для точного получения всех поверхностей деталей типа «стакан». Более совершенен другой аналог предлагаемого способа: «Способ обработки резанием тонкостенного элемента» по Патенту РФ №2468893. Основными его особенностями является то, что вначале обрабатывают начерно внутренние поверхности детали, затем наружную поверхность, а после этого наружную и внутреннюю поверхности детали обрабатывают начисто. Точность обработки зачастую получается приемлемой, но не всегда. Это обусловлено тем, что при обработке таким способом необходима неоднократная переустановка заготовки. Каждая переустановка влечет за собой погрешности изготовления детали. Точность последней получается более высокой, чем при использовании способа, реализованного с помощью устройства по Авторскому свидетельству №1710191, но все равно не всегда достаточной.
Тем не менее существует способ изготовления деталей типа «стакан» путем токарной обработки, обеспечивающий получение деталей с более высокой точностью. Это способ изготовления деталей типа «стакан», описанный в статье «Обработка заготовок деталей типа стаканов», опубликованной на сайте «pereosnastka.ru», и принятый нами за прототип.
Прототип представляет собой способ изготовления детали типа «стакан» из прутковой заготовки путем токарной обработки, включающий закрепление прутка в патроне станка и подрезку его торца, после чего в концевой части прутка вытачивают глухое осевое отверстие, по глубине и диаметру равное требуемым размерам полости стакана, далее обтачивают концевую часть прутка снаружи, создавая цилиндрическая поверхность, диаметр которой равен наружному диаметру стакана, затем концевую часть прутка, по длине равную высоте стакана с припуском под чистовую обработку его дна, отрезают. Далее из другой цилиндрической заготовки или (что, как правило, делают чаще) из оставшейся части прутка вытачивают цилиндрическую оправку с наружным диаметром, равным диаметру полости стакана, отрезанную концевую часть прутка по скользящей посадке надевают на оправку и упором, закрепленным в задней бабке станка, прижимают эту отрезанную часть к оправке. В ряде случаев пруток в патроне станка раскрепляют и переустанавливают - сдвигают в осевом направлении так, чтобы отрезанная часть прутка на оправке оказалась под зажимными элементами патрона станка, а затем этими элементами закрепляют вновь и отрезанную часть прутка, и (через нее) оправку. Затем подрезают дно стакана в размер с наружной стороны.
Способ-прототип по сравнению с аналогом по патенту РФ №2468893 позволяет повысить точность изготовления деталей типа «стакан», поскольку при его использовании требуется всего две переустановки - надевание отрезанной части прутка на оправку и сдвиг прутка с надетой на оправку отрезанной частью под зажимные элементы патрона. Но это в тех случаях, если не используется прижимной упор, закрепляемый в задней бабке станка. Если он используется, то точность обработки будет выше, поскольку на одну переустановку становится меньше. Но в этом случае исключается возможность подрезки в размер всего дна стакана снаружи, так как часть его поверхности, подлежащей обработке, оказывается занята упором. Стакан получается с дном, обработанным начисто (то есть с требуемой точностью) лишь частично.
Задачей предлагаемого способа является повышение точности изготовления детали типа «стакан», обработанной начисто полностью. Технически решение этой задачи обеспечивается за счет того, что способ изготовления детали типа «стакан» из прутковой заготовки путем токарной обработки, включающий закрепление прутка в патроне станка и подрезку его торца, после чего в концевой части прутка вытачивают глухое осевое отверстие, по глубине и диаметру равное требуемым размерам полости стакана, далее обтачивают концевую часть прутка снаружи, создавая цилиндрическую поверхность, диаметр которой равен наружному диаметру стакана, затем концевую часть прутка, по длине равную высоте стакана с припуском под чистовую обработку его дна, отрезают, из оставшейся части прутка вытачивают цилиндрическую оправку с наружным диаметром, равным диаметру полости стакана, отрезанную концевую часть прутка надевают на оправку без переустановки последней и далее подрезают дно стакана в размер с наружной стороны, отличается от прототипа тем, что перед подрезкой дна в размер край стакана, противоположный дну, и прилегающие к нему участки поверхности оправки и наружной поверхности стакана объединяют посредством эластичного хомута с натягом, при этом внутреннюю поверхность хомута предварительно покрывают неопреновым адгезивом.
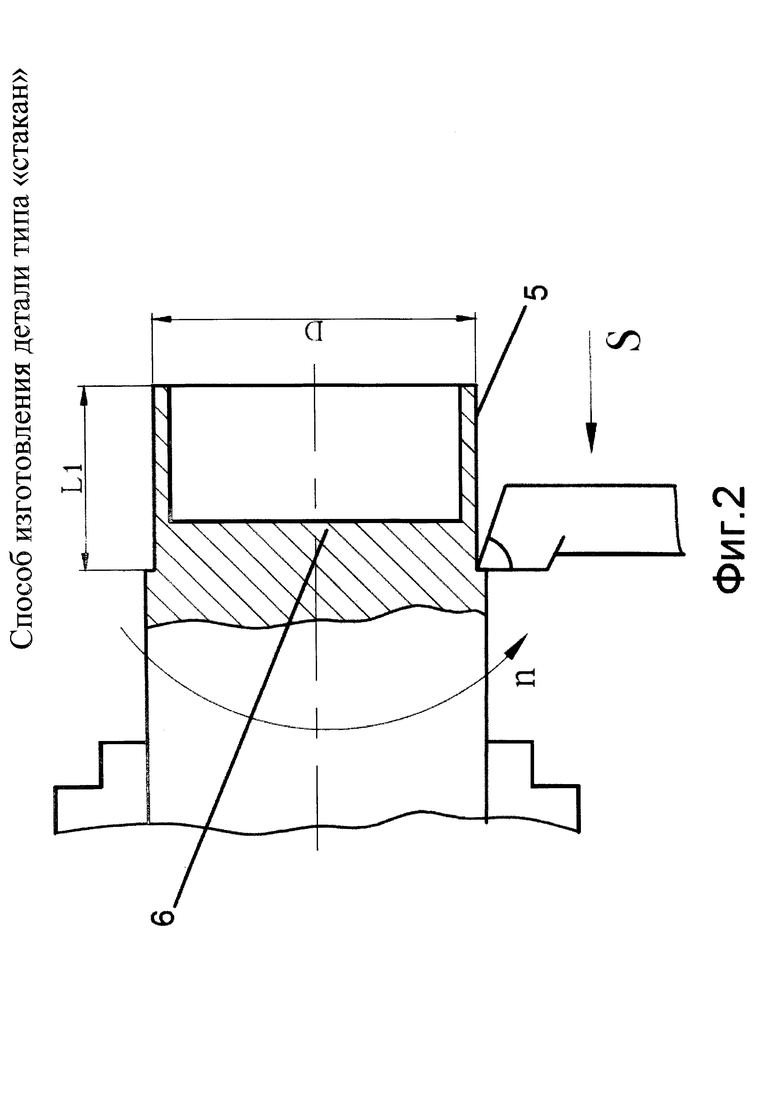
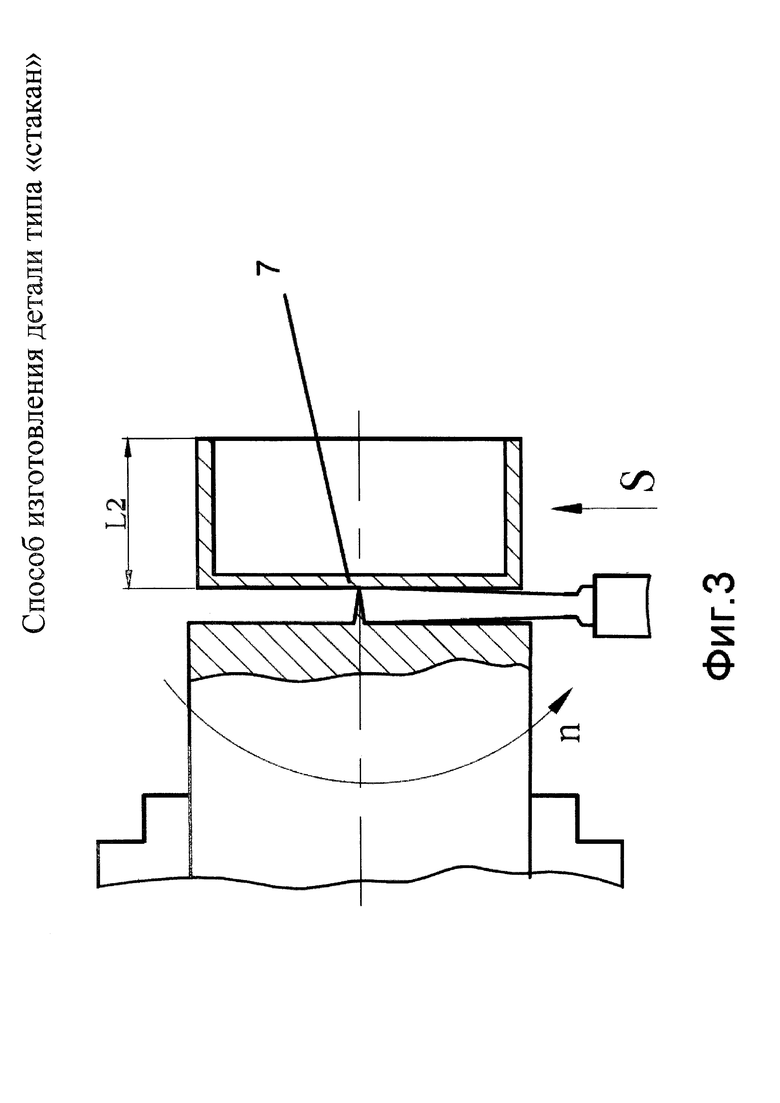
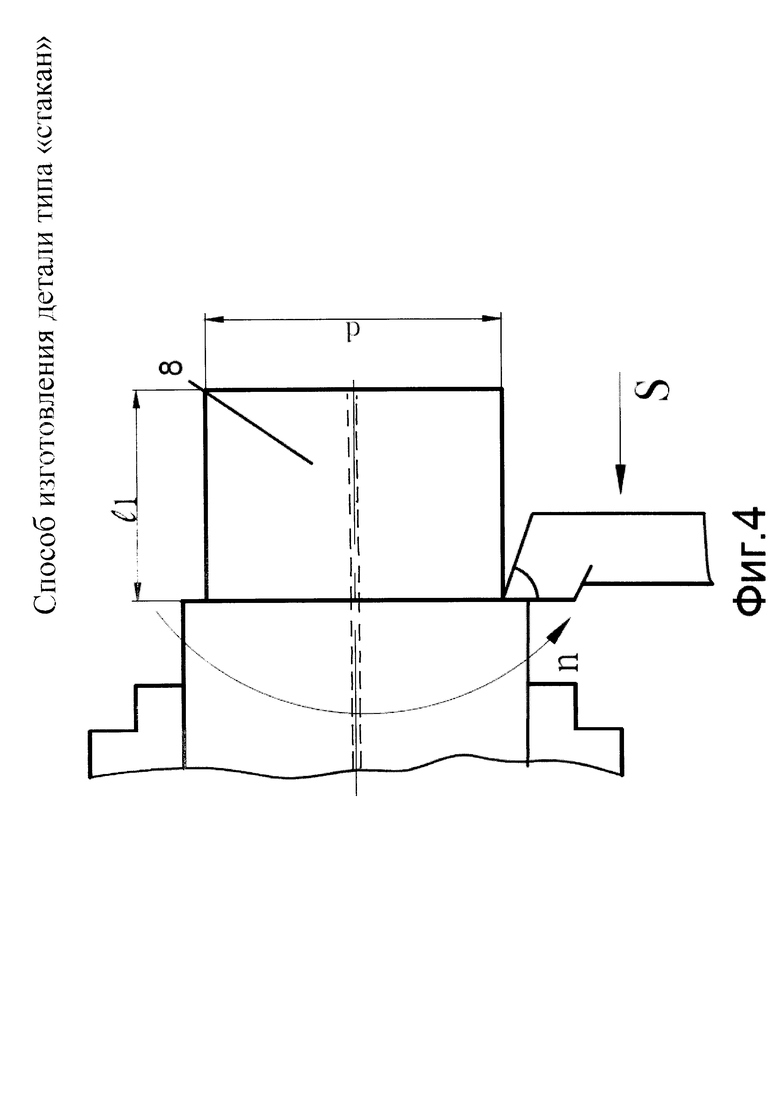
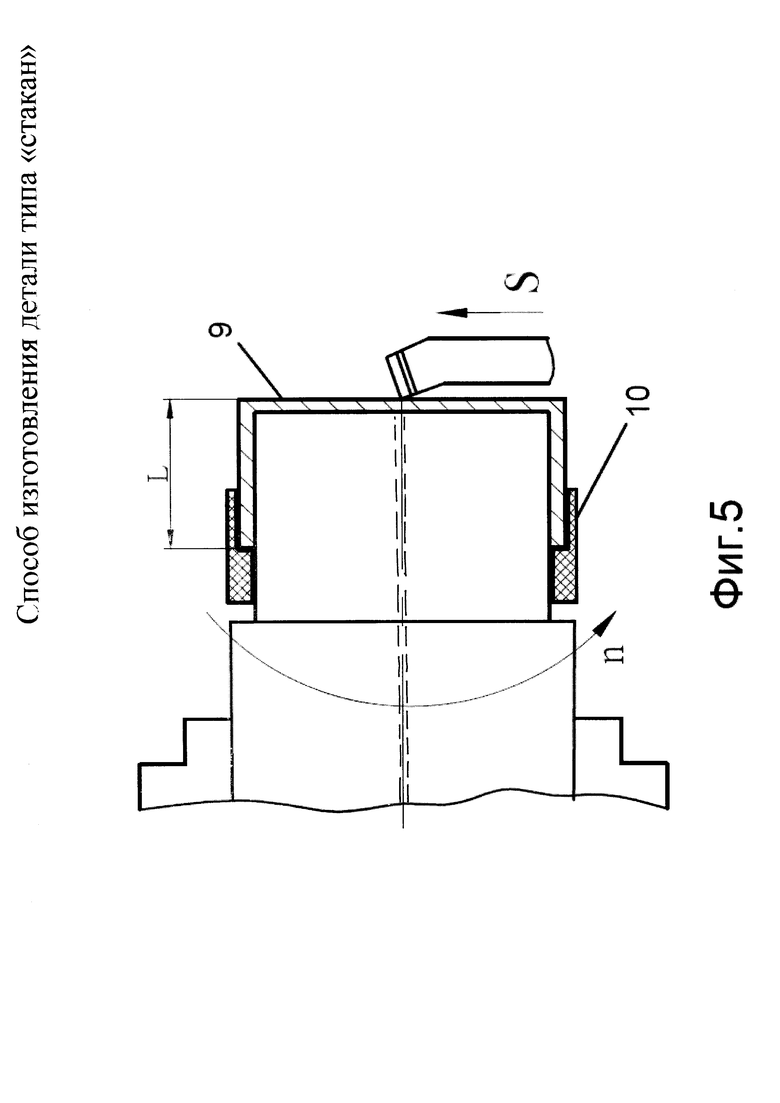
На фиг. 1-5 показаны иллюстрации предлагаемого способа: на фиг. 1 - вытачивание глухого отверстия в концевой части прутка; на фиг. 2 - обтачивание концевой части прутка снаружи; на фиг. 3 - отрезка концевой части прутка; на фиг. 4 - вытачивание оправки; на фиг. 5 - установка и закрепление стакана на оправке посредством хомута и подрезка дна стакана в размер.
Способ осуществляют следующим образом. Прутковую заготовку 1 зажимают в патроне станка 2 и вращают со скорость n об/мин. Затем подрезают торец заготовки 3. После этого в концевой части прутка 1 вытачивают глухое осевое отверстие 4, по глубине  и диаметру d равное требуемым размерам полости стакана. Выполняют это с помощью вращения заготовки и движения подачи S мм/об резца в направлении, показанном на фиг. 1. Далее обтачивают концевую часть прутка снаружи, создавая цилиндрическую поверхность 5, диаметр которой равен наружному диаметру D стакана, а длина равна L1>
и диаметру d равное требуемым размерам полости стакана. Выполняют это с помощью вращения заготовки и движения подачи S мм/об резца в направлении, показанном на фиг. 1. Далее обтачивают концевую часть прутка снаружи, создавая цилиндрическую поверхность 5, диаметр которой равен наружному диаметру D стакана, а длина равна L1>  , где
, где  - требуемая толщина дна стакана,
- требуемая толщина дна стакана,  - припуск под чистовую обработку дна 6. Это выполняют с помощью вращения заготовки со скоростью n и движения подачи резца S вдоль оси прутка. Затем отрезают концевую часть заготовки-прутка, получая стакан с дном 7, толщина которого равна
- припуск под чистовую обработку дна 6. Это выполняют с помощью вращения заготовки со скоростью n и движения подачи резца S вдоль оси прутка. Затем отрезают концевую часть заготовки-прутка, получая стакан с дном 7, толщина которого равна  . Производят это путем вращения заготовки со скоростью n и движения подачи резца S в направлении, перпендикулярном оси заготовки. Далее оставшуюся часть 8 заготовки-прутка обтачивают под диаметр а на длине
. Производят это путем вращения заготовки со скоростью n и движения подачи резца S в направлении, перпендикулярном оси заготовки. Далее оставшуюся часть 8 заготовки-прутка обтачивают под диаметр а на длине  , где
, где  - длина участка заготовки под объединяющий хомут. Для этого продолжают вращение заготовки со скоростью n и совершают резцом движение осевой подачи S, как на фиг. 4. После этого отрезанный стакан надевают на обточенный конец 8 прутка и подрезают его дно 9 в размер. Для этого край стакана и прилегающий к нему участок поверхности оправки, полученный путем обточки конца прутка, сначала объединяют (охватывают) эластичным хомутом 10 с натягом. Хомут изготавливают из упругой пластиковой ленты и охватывают объединяемые им поверхности путем обматывания. Предварительно внутреннюю поверхность хомута покрывают неопреновым адгезивом, обеспечивающим достаточно высокую прочность соединения хомута с охватываемыми поверхностями (внутренняя поверхность хомута 10 на фиг. 5 выделена темным оттенком). При подрезке дна в размер необходимо соблюдение условия: наибольшая сила резания Pz не должна превышать предельно допустимую силу сдвига Рс хомута относительно объединяемых поверхностей. Это условие при изготовлении стальных стаканов и применении адгезива, обеспечивающего предел прочности на сдвиг - 30МПа, выполняется, если, например, при n≈600об/мин и S≈0,15 мм/об глубину резания t при подрезке торца стакана принять равной 0,1-0,2 мм.
- длина участка заготовки под объединяющий хомут. Для этого продолжают вращение заготовки со скоростью n и совершают резцом движение осевой подачи S, как на фиг. 4. После этого отрезанный стакан надевают на обточенный конец 8 прутка и подрезают его дно 9 в размер. Для этого край стакана и прилегающий к нему участок поверхности оправки, полученный путем обточки конца прутка, сначала объединяют (охватывают) эластичным хомутом 10 с натягом. Хомут изготавливают из упругой пластиковой ленты и охватывают объединяемые им поверхности путем обматывания. Предварительно внутреннюю поверхность хомута покрывают неопреновым адгезивом, обеспечивающим достаточно высокую прочность соединения хомута с охватываемыми поверхностями (внутренняя поверхность хомута 10 на фиг. 5 выделена темным оттенком). При подрезке дна в размер необходимо соблюдение условия: наибольшая сила резания Pz не должна превышать предельно допустимую силу сдвига Рс хомута относительно объединяемых поверхностей. Это условие при изготовлении стальных стаканов и применении адгезива, обеспечивающего предел прочности на сдвиг - 30МПа, выполняется, если, например, при n≈600об/мин и S≈0,15 мм/об глубину резания t при подрезке торца стакана принять равной 0,1-0,2 мм.
Следует отметить, что при необходимости для более плотного прилегания внутренней поверхности дна стакана к торцу оправки при изготовлении последней в ней может быть выполнено тонкое осевое отверстие, показанное на фиг. 4 и 5 штриховыми линиями. Такое отверстие облегчит выход воздуха при установке стакана на оправку из полости, образованной внутренними поверхностями стакана и торцом прутка-оправки. Вместе с тем указанное отверстие делать совсем не обязательно. Оно может потребоваться лишь в особых случаях.
Как видно из приведенного описания способа, при изготовлении стакана требуется только одна его переустановка. Наружная поверхность дна стакана может быть обработана полностью без применения прижимного упора. Это создает технический результат, выражающийся в повышении точности изготовления детали типа «стакан» и им подобных.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ДЕТАЛЕЙ ТИПА ПОЛЫХ ЦИЛИНДРОВ, УСТРОЙСТВО ДЛЯ ИХ КРЕПЛЕНИЯ В ОБРАБАТЫВАЮЩЕМ СТАНКЕ И ЛИНИЯ ДЛЯ ОСУЩЕСТВЛЕНИЯ СПОСОБА. | 1993 |
|
RU2049648C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОБОЛОЧКИ ДЛЯ КОЛЬЦЕВЫХ ДЕТАЛЕЙ ИЗ ПЛАСТМАСС | 1984 |
|
SU1280819A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ РЕЗЬБОВОЙ ВТУЛКИ | 2005 |
|
RU2311570C2 |
| СПОСОБ ПОЛУЧЕНИЯ ГИЛЬЗ ПАТРОНОВ СТРЕЛКОВОГО ОРУЖИЯ | 1996 |
|
RU2113309C1 |
| ТОКАРНЫЙ СТАНОК И СПОСОБ ТОЧЕНИЯ ЗАГОТОВОК | 2017 |
|
RU2751951C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МУФТ | 2001 |
|
RU2217251C2 |
| Способ обтачивания наружной поверхности прецизионной длинномерной трубы | 2019 |
|
RU2722940C1 |
| ВСЕСОЮЗНАЯ | 1973 |
|
SU365195A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ШТЫРЕВОГО ИЗОЛЯТОРА | 1998 |
|
RU2133669C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛЫХ СТУПЕНЧАТЫХ ДЕТАЛЕЙ | 2007 |
|
RU2344016C2 |
Способ включает закрепление прутка в патроне станка и подрезку его торца, после чего в концевой части прутка вытачивают глухое осевое отверстие, по глубине и диаметру равное требуемым размерам полости стакана, далее обтачивают концевую часть прутка снаружи, создавая цилиндрическую поверхность, диаметр которой равен наружному диаметру стакана, затем концевую часть прутка, по длине равную высоте стакана с припуском под чистовую обработку его дна, отрезают. Из оставшейся части прутка вытачивают цилиндрическую оправку с наружным диаметром, равным диаметру полости стакана, отрезанную концевую часть прутка надевают на оправку без переустановки последней и далее подрезают дно стакана в размер с наружной стороны. Перед подрезкой дна в размер край стакана, противоположный дну, и прилегающие к нему участки поверхности оправки и наружной поверхности стакана соединяют посредством эластичного хомута с натягом. При этом внутреннюю поверхность хомута предварительно покрывают неопреновым адгезивом. Достигается повышение точности изготовления стакана. 5 ил.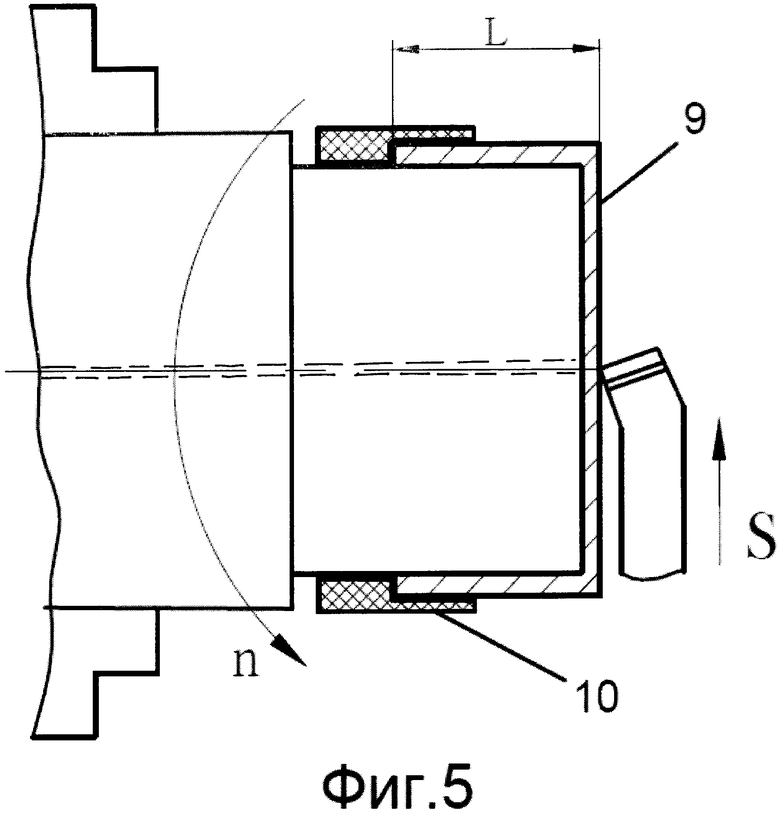
Способ изготовления детали типа «стакан» из прутковой заготовки путем токарной обработки, включающий закрепление прутка в патроне станка и подрезку его торца, вытачивание в концевой части прутка глухого осевого отверстия, по глубине и диаметру равного требуемым размерам полости стакана, обтачивание концевой части прутка снаружи для создания цилиндрической поверхности, диаметр которой равен наружному диаметру стакана, отрезание концевой части прутка, по длине равной высоте стакана с припуском под чистовую обработку его дна, вытачивание из оставшейся части прутка цилиндрической оправки с наружным диаметром, равным диаметру полости стакана, надевание отрезанной концевой части прутка на оправку без переустановки последней и далее подрезание дна стакана в размер с наружной стороны, отличающийся тем, что перед подрезанием дна в размер край стакана, противоположный дну, и прилегающие к нему участки поверхности оправки и наружной поверхности стакана соединяют посредством эластичного хомута с натягом, при этом внутреннюю поверхность хомута предварительно покрывают неопреновым адгезивом.
| Обшадко В.И | |||
| "Технология токарной обработки", М., Профтехиздат, 1961, с | |||
| АППАРАТ ДЛЯ ОБОГАЩЕНИЯ РУД ПО МЕТОДУ ВСПЛЫВАНИЯ | 1915 |
|
SU279A1 |
| рис | |||
| Ротационный фильтр-пресс для отжатия торфяной массы, подвергшейся коагулированию, и т.п. работ | 1924 |
|
SU204A1 |
| Устройство для закрепления деталей | 1980 |
|
SU1014671A1 |
| Оправка | 1991 |
|
SU1779477A1 |
| СПОСОБ ОБРАБОТКИ РЕЗАНИЕМ ТОНКОСТЕННОГО ЭЛЕМЕНТА | 2009 |
|
RU2468893C2 |
| RU 2003133737 A, 10.01.2005. | |||

