1
(21)4453905/12
(22) 05.07.88
(46) 23.07.91. Бюл. №27
(72) Р.Г.Исмагилов, Г.Г.Блутштейн, Д.К.Курятников, Г.Ф.Зверев, В.Г.Талуев и
Ю.М. Подгорное
(53)677.315.3.002 (088.8) (56} Патент США
№ 4256427, кл. В 65 Н 29/26, 1981.
(54)АВТОМАТ ПРИЕМА И УКЛАДКИ ПРОВОДОВ
(57) Изобретение относится к средствам подготовки электрических проводов к монтажу и может быть использовано в приготовительных машинах. Целью изобретения является расширение технологических возможностей путем укладки проводов с учетом их длины. Характерной особенностью устройства является формирование пучков проводов двух типоразмеров при помощи захвата и упора с учетом информации, получаемой от датчика наличия провода и датчика снятия упругих колец, надеваемых на эти пучки. Захват и упор имеют приводы, а на приемном канале установлен эжектор. Зил.
| название | год | авторы | номер документа |
|---|---|---|---|
| Автомат подготовки проводов к монтажу | 1985 |
|
SU1394303A1 |
| Устройство для маркировки изделий | 1984 |
|
SU1348221A1 |
| Автомат для подготовки проводов к монтажу | 1984 |
|
SU1293779A1 |
| Устройство для укладки кольцевых изделий в тару | 1986 |
|
SU1406031A1 |
| Автоматическая линия для сборки роликов | 1974 |
|
SU676415A1 |
| Игральный автомат-аттракцион | 1988 |
|
SU1648517A1 |
| Автомат для контроля и сортировки деталей | 1986 |
|
SU1377160A1 |
| Устройство для определения положения заготовок на поде кольцевой нагревательной печи | 1986 |
|
SU1406189A1 |
| ЛИНИЯ ФОРМОВАНИЯ, СУШКИ И САДКИ КЕРАМИЧЕСКИХ ИЗДЕЛИЙ | 1993 |
|
RU2087309C1 |
| Устройство управления автоматом для укладки кирпича | 1990 |
|
SU1726265A1 |
Изобретение относится к средствам подготовки электрических проводов к монтажу и может быть использовано в приготовительных машинах. Целью изобретения является расширение технологических возможностей путем укладки проводов с учетом их длины. Характерной особенностью устройства является формирование пучков проводов двух типоразмеров при помощи захвата и упора с учетом информации, получаемой от датчика наличия провода и датчика снятия упругих колец, надеваемых на эти пучки. Захват и упор имеют приводы, а на приемном канале установлен эжектор. 3 ил.
Изобретение относится к средствам подготовки электрических проводов к монтажу и может быть использовано в приготовительных машинах.
Цель изобретения - расширение технологических возможностей путем укладки проводов с учетом их длины.
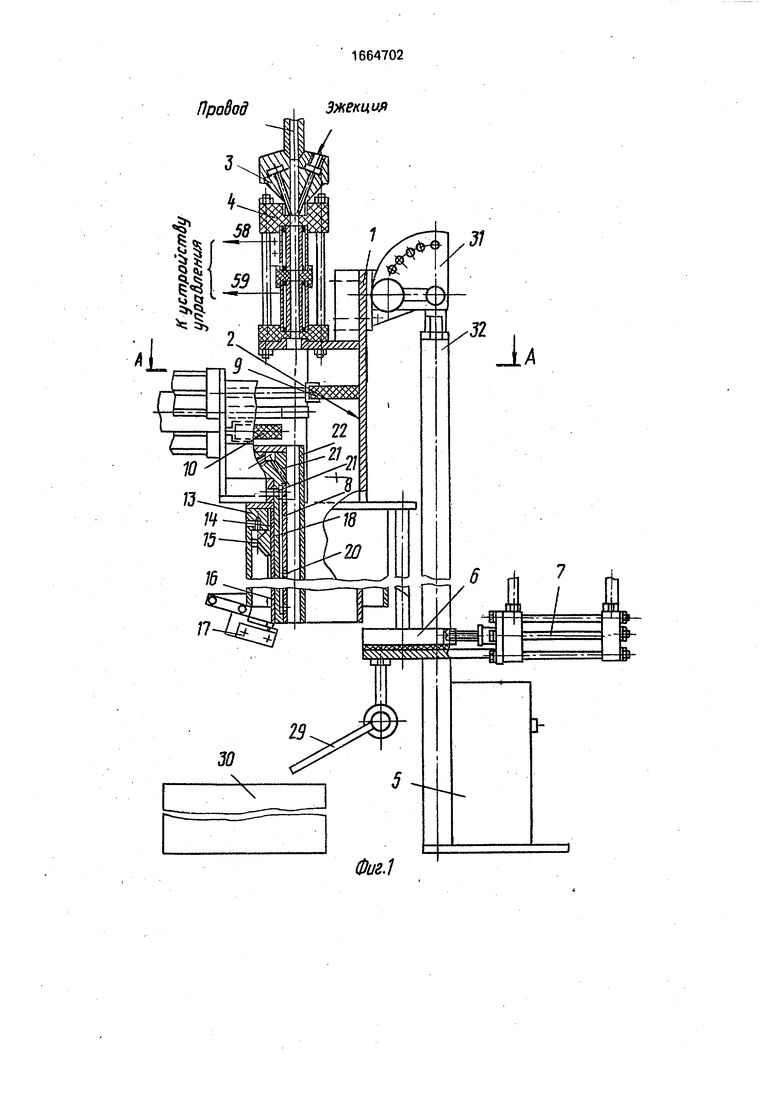
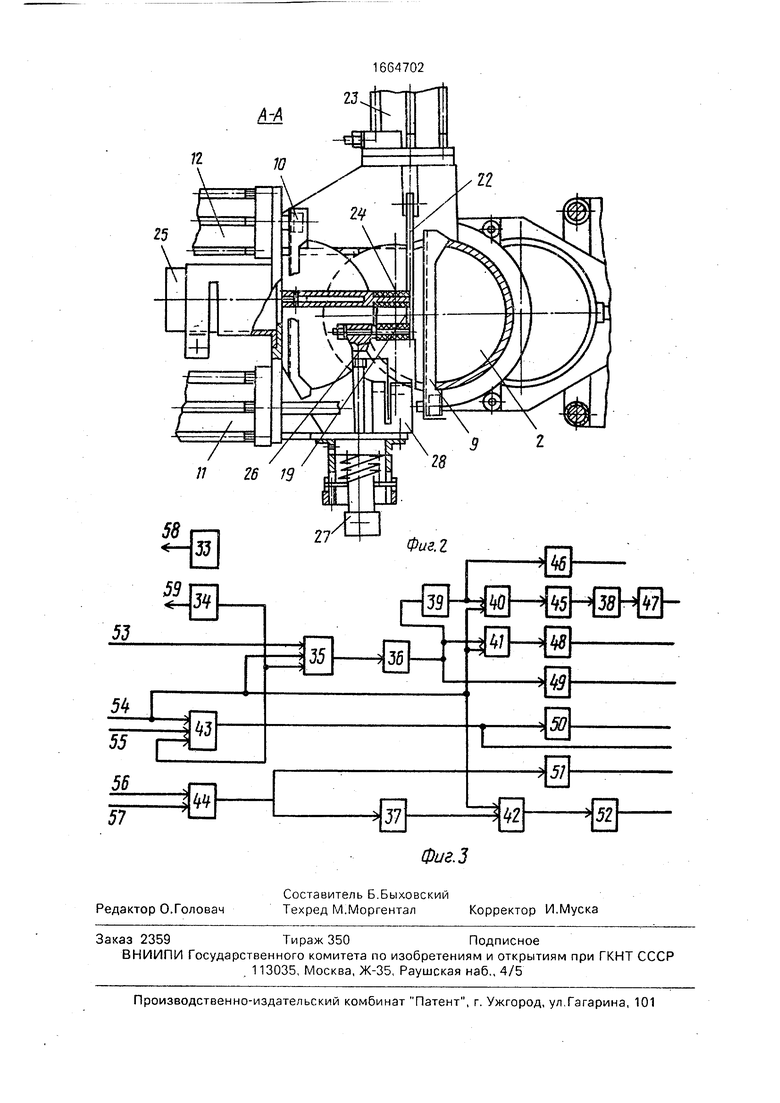
На фиг.1 представлен автомат приема и укладки проводов, общий вид; на фиг.2 - сечение А-А на фиг. 1; на фиг.З - структурная схема блока управления автоматом.
Автомат содержит раму 1, внутренняя поверхность которой служит приемником 2, на которой установлены эжектор 3, датчик 4 контроля наличие провода, подключенный к блоку 5 управления, механизм сбора коротких проводов в пучок, выполненный в виде упора 6 с приводом 7, установленного на выходе приемного канала 8 и механизма сбора длинных проводов в пучок, выполненный в виде верхнего 9 и нижнего 10 захватов с приводами 11 и 12 соответственно, установленными на входе приемного канала 8. механизм вязки пучков проводов, выполненный в виде цилиндра 13. с
расположенными внутри него воздуховодом 14 и поршнем 15, причем на цилиндр 13 надеты упругие кольца 16, а на выходе.его установлен датчик 17 контроля снятия упругих колец 16, механизм сброса провода, выполненный в виде коллектора 18 с установленными в нем приемным каналом 8 со сквозной щелью 19. По всей длине приемного канала 8 выполнены отверстия 20, соединенные с воздуховодом 21 коллектора 18, заслонку 22 с приводом-пневмоцилинд- ром 23 для перекрытия сквозной щели 19 по сигналу датчика 4 контроля наличия провода, ведущий ролик 24 с приводом-электродвигателем 25, ведомый ролик 26 с приводом-пневмоцилиндром 27, датчик 28 зажима провода (не показан) ведущим и ведомым роликами 24 и 26. отражатель 29, приемную тару 30, узел 31 поворота рамы 1, несущую стойку 32.
Блок 5 управления содержит генератор 33, формирователь 34, подключенный к обкладкам датчика 4 контроля наличия провода, коммутатор 35, одновибраторы 36-38, инвертор 39, схемы 40-43 совпадения, тригё
О О- VI О
ю
rep 44, схему 45 задержки и электропнев- моклапаны 46-52. По линии 53 поступает сигнал с датчика 28 зажима провода, по линии 54 - сигнал Длинные-короткие провода от автомата резки проводов (не показан). По линии 55 поступает сигнал Отрезка, а по линии 56 - Вязка от этого же автомата. По линии 57 поступает сигнал Окончание вязки с датчика 17 контроля снятия упругих колец 16, по линии 58 сигналы с генератора 33 на первую из обкладок датчика 4 контроля наличия провода. По линии 59 поступают сигналы с второй обкладки датчика 4 контроля наличия провода на формирователь 34,
Автомат работает в двух режимах Короткие провода и Длинные провода.
В режиме Короткие провода автомат работает следующим образом.
В исходном состоянии сигнал, поступающий по линии 54, блокирует изменение сигнала на выходе схем 40-43 совпадения, и коммутатор 35 пропускает сигнал с формирователя 34. С электропневмоклапана 46 подается воздух в эжектор 3, ведущий 24 и ведомый 26 ролики разведены, упор 6 выдвинут, на цилиндрический корпус 13 надеты упругие кольца 16.
Отрезок провода от автомата резки проводов засасывается эжектором 3, сжатым воздухом протаскивается через датчик 4 контроля наличия провода в приемный канал 8 и достигает упора 6. Сигнал, вырабатываемый датчиком 4 при прохождении провода, поступает на формирователь 34, с входа которого через коммутатор 35 поступает на одновибратор 36, затем с выхода последнего - на электропневмоклапан 49 и через инвертор 39 - на электропневмоклапан 46.
По переднему фронту импульса, поступающего с одновибратора 36, включается электропневмоклапан 49 и выключается электропневмоклапан 46. При включении электропневмоклапана 49 подается сжатый воздух в коллектор 18, открывается заслонка 22 и происходит выдув провода из приемного канала 8. При выключении электропневмоклапана 46 прекращается подача воздуха в эжектор 3. По окончании импульса, идущего с одновибратора 36, включается электропневмоклапан 46, а электропневмоклапан 49 выключается. Автомат возвращается в исходное состояние. Далее цикл повторяется до окончания изготовления партии коротких проводов. Затем по линии 56 поступает сигнал Вязка и происходит опрокидывание триггера 44. Сигнал с триггера 44 поступает на электропневмоклапан 51. Поршень 15 движется
вниз, и на партию коротких проводов надевается упругое кольцо 16, срабатывает датчик 17 контроля снятия упругих колец, и по линии 57 от датчика 17 поступает сигнал
Окончание вязки. Триггер 44 возвращается в исходное состояние, и движение поршня 15 прекращается. Затем сигнал с триггера 44 поступает на одновибратор 37 и далее через схему 42 совпадения - на элек0 тропневмоклапан 52, Упор 6 отходит, и связанный пучок коротких проводов, сориентированный отражателем 29, поступает в приемную тару 30.
Автомат в режиме Длинные провода
5 работает следующим образом.
В исходном состоянии упор 6 убран, ведущий 24 и ведомый 26 ролики разведены, нижний захват 10 отведен от приемника
2,а верхний захват 9 прижимает к приемни- 0 ку 2 ранее заготовленные провода. На цилиндрический корпус 13 надеты упругие кольца 16. Провод засасывается эжектором
3,по линии 55 поступает сигнал Отрезка, который сигнал проходит через схему 43
5 совпадения, включается элетропневмокла- пан 50, и ведущий 24 и ведомый 26 ролики сдвигаются. Включается электродвигатель 25, провод из датчика 4 контроля наличия провода вытягивается. С формирователя 34
0 сигнал поступает на схему 43 совпадения, которая выключает электродвигатель 25 и электропневмоклапан 50, ролики 24 и 26 раздвигаются. При этом срабатывает датчик 28, сигнал с которого по линии 53 поступает
5 через коммутатор 35 на одновибратор 36, далее сигнал поступает на инвертор 39, схему 41 совпадения и электропневмоклапан 49. Затем сигнал с инвертора 39 поступает на электропневмоклапан 46 и схему 40 сов0 падения. Сигнал со схемы 40 совпадения проходит через схему 45 задержки, одно- вибратор 38 и поступает на электропневмоклапан 47. Со схемы 41 совпадения сигнал поступает на электропнев.моклапан
5 48. По переднему фронту импульса, поступающего с одновибратора 36, включаются электропневмоклапаны 48 и 49 и выключается электропневмоклапан 46. При включении электропневмоклапана 49 в коллектор
0 18 подается сжатый воздух, заслонка 22 открывается и происходит выдув провода из- приемного канала 8. При включении электропневмоклапана 48 нижний захват 10 прижимает провод к ранее заготовленным
5 проводам. При выключении электропневмоклапана 46 прекращается подача воздуха в эжектор 3. Через время, определенное схемой 45 задержки, происходит запуск одновибратора 38, вследствие чего выключается электропневмоклапан 47, и. верхний
захват 9 отходит от пучка заготовленных проводов и из под провода, поступившего из приемного канала 8. Через время, определяемое длительностью импульса, поступающего с одновибратора 38, электропневмоклапан 47 закрывается и верхний захват 9 возвращается в исходное состояние, при этом провод, поступивший из приемного канала 8, прижимается верхним захватом к пучку заготовленных прово- дов. По окончании импульса, идущего с одновибратора 36, электропневмоклапан 48 выключается, нижний захват 10 отводится от пучка проводов и автомат возвращается в исходное состояние. По окончании изготовления пучка длинных проводов происходит вязка аналогично, как при изготовлении пучка коротких проводов. Формула изобретения Автомат приема и укладки проводов, со- держащий закрепленный на раме накопитель со средством для приема проводов и блок управления исполнительными механизмами, отличающийся тем, что, с целью расширения технологических воз- можностей путем укладки проводов с учетом их длины, он дополнительно имеет эжектор, установленный перед средством для приема проводов вдоль его оси и снаб- женный датчиком контроля наличия прово- да, механизм вязки проводов, механизм сбора коротких проводов, выполненный в
виде упора с приводом, размещенным под накопителем с возможностью перемещения в плоскости, перпендикулярной к нему, механизм сбора длинных проводов, выполнен- ный в виде установленных на входе средства для приема проводов подающих роликов с датчиком зажима провода и захватов с приводами, размещенных между эжектором, и средством для приема проводов, выполненным, хапример, в виде трубки с отверстиями, расположенными в ряд вдоль ее продольной оси и связанными через управляемый пневмоклапан с магистралью сжатого воздуха, а напротив отверстий в трубке выполнена сквозная щель, при этом накопитель выполнен в виде охватывающего трубку полого цилиндра и надетых на него упругих колец, а механизм вязки проводов снабжен датчиком контроля снятия упругих колец с накопителя и выполнен, например, в виде поршня с приводом с возможностью перемещения по наружной поверхности полого цилиндра вдоль его продольной оси, причем соответствующие входы блока управления связаны с выходами датчиков контроля наличия провода, зажима провода подающими роликами и снятия упругих колец с накопителя, а соответствующие выходы блока управления соединены с приводами упора, подающих роликов, захватов, пневмоклапана и поршня.
s
rчCO CD
№
п
25
58
Фие.1
W #)
