Фиг.
СО СО СП
4;
САР 4;
I
Изобретение относится к машиностроению, в частности к отделке торцовых кромок зубьев деталей типа зубчатых колес, и может быть использовано для образования фасок по торцовому контуру зуба зубчатых колес в автомобилестроении, сельскохозяйственном машиностроении, станкостроении и других отраслях промьшшенности.
Цель изобретения - повышение производительности за счет повьш1ения режимов резания и использования стандартного инструмента.
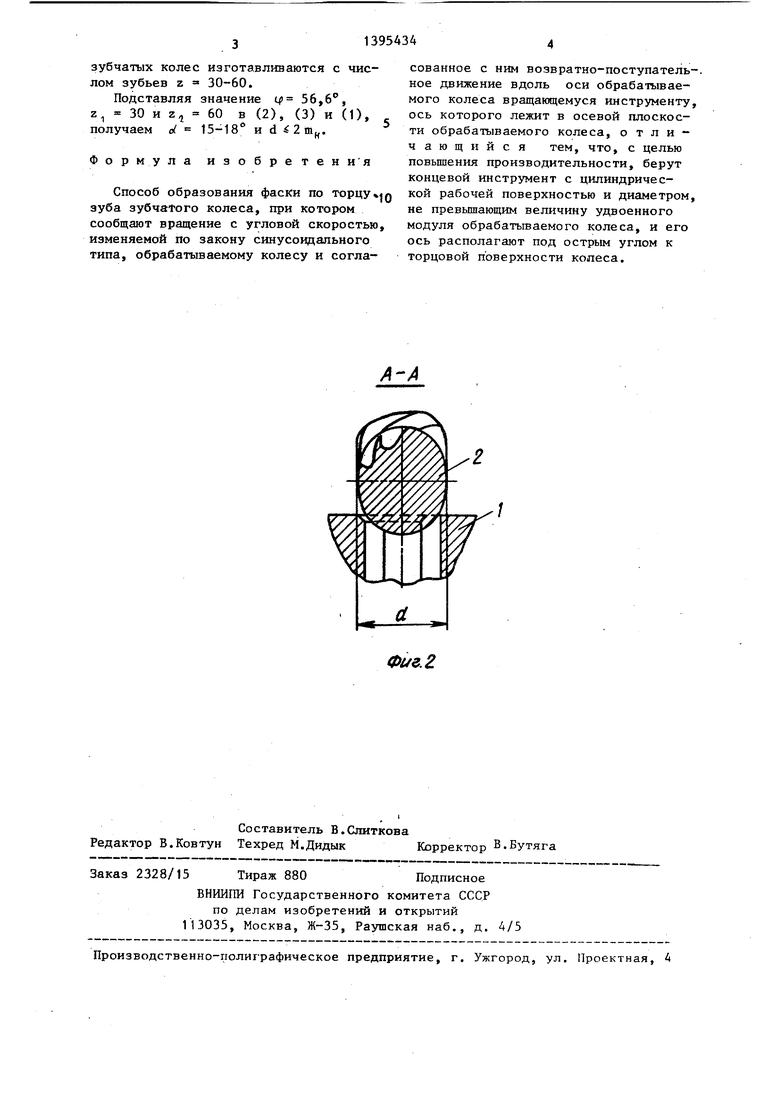
На фиг, 1 представлена схема образования, фаски на фиг.2 - разрез Д-А на фиг,1.
I Фаску по торцовому контуру зуба обрабатываемого колеса 1 образуют инструментом 2 цилиндрической (Ьормы ти па концевых фрез или сверл, Б процессе обработки цилиндрическая часть ин струмента 2 взаимодействует с торцо- рым контуром зуба обрабатываемого ко bieca 1, Для обеспечения в процессе обработки взаимодействия цилиндрической части инструмента 2 с торцовым контуром зуба обрабатываемого колеса :1 ци.пиндрическую часть инструмента 2 устанавливают так, чтобы ось ее ле- жала в осевой плоскости обрабатываемого колеса 1 и была наклонена под острым углом о( 15-18 к торцовой поверхности зуба обрабатываемого колеса 1, при этом диаметр d цилиндрической части инструмента 2 принимают не более величины удвоенного нормального модуля m зуба обрабатываемого колеса 1, т.е. d - 2 m. Затем сообщаю инструменту 2 вращение вокруг оси ег цилиндрической части и поступательно вводят цилиндрическую часть инстру мента 2 во впадину зуба обрабатываемого колеса 1 до касания цилиндрической частью инструмента 2 торцового контура зуба,
После установки инструмента 2 со™ обрабатываемому колесу 1 непрерывное вращение с угловой скоростью, изменяемой по закону синусоидального типа, и согласованное с ним возвратно-поступательное движение вдоль оси обрабатываемого колеса 1 вращзиощемуся инструменту 2, ось которого лежит в осевой плоскости обрабатываемого колеса 1,
Величина диаметра цилиндрической части инструмента, которая взаимодействует с торцовым контуром зуба
5
обрабатываемого колеса, связана с размерами впадины зуба и углом наклона оси вращения инстр умента, совпадающей с осью цилиндрической части инструмента и лежащей в осевой плоскости обрабатываемого колеса, к торцу зуба обрабатываемого колеса. Увеличение диаметра ограничено возможностью получения фаски в области ножки зуба, т,а, в окрестности основной окружности. Это объясняется тем, что размер впадины на дуге основной окружности наименьший и определяет мак- симальньш диаметр цилиндрической части инструмента,
d 4m,(t-2,5tgp)
.
2-sin 2arctg()
)
m. ( де d - диаметр цилиндрической части инструмента;
нормальный модуль зуба обрабатываемого колеса} угол наклона оси вращения инструмента, совпадающей с осью цилиндрической части инструмента и лежащей в осевой плоскости обрабатьтаемого колеса, к торцу зуба обра
коле са,
Jf
батываемого .3,14
/1 - УГОЛ;, составляемый радиусом- вектороМу лежащим в радиальной плоскости заротовки, и касательной к торцовому контуру зуба в окрестности основной окружности.
f.««g)Jl-inv20«T 2.2°;, ,(2)
где Z - число зубьев обрабатываемого
колесао
Угол el также связан с углом наклона получаемой фаски следующей зависимостью:
о( arctgCtg tf tg/5)
(3)
0
где tf- угол наклона получаемой фаски
Численное значение угла t/можно принять как среднее значение между максимально допускаемым углом наклона фаски 68 и общепринятым углом
наклона фаски 45
if:
Число зубьев 30 и Z /t 60,
56,5
т.е о
о
Z принимается z так как большинство
зубчатых колес изготавливаются с числом зубьев Z 30-60.
Подставляя значение if 56,6, z 30 и z 60 в (2), (3) и (1), получаем ai 15-18 и d 2 m.
Фор м у ла изобретен и я
Способ образования фаски по торцу |л зуба зубчатого колеса, при котором сообщают вращение с угловой скоростью, изменяемой по закону синусоидального типа, обрабатываемому колесу и согласованное с ним возвратно-поступатель-. ное движение вдоль оси обрабатываемого колеса вращающемуся инструменту, ось которого лежит в осевой плоскости обрабатываемого колеса, отличающийся тем, что, с целью повьшения производительности, берут концевой инструмент с цилиндрической рабочей поверхностью и диаметром, не превышающим величину удвоенного модуля обрабатьгоаемого колеса, и его ось располагают под острым углом к торцовой поверхности колеса.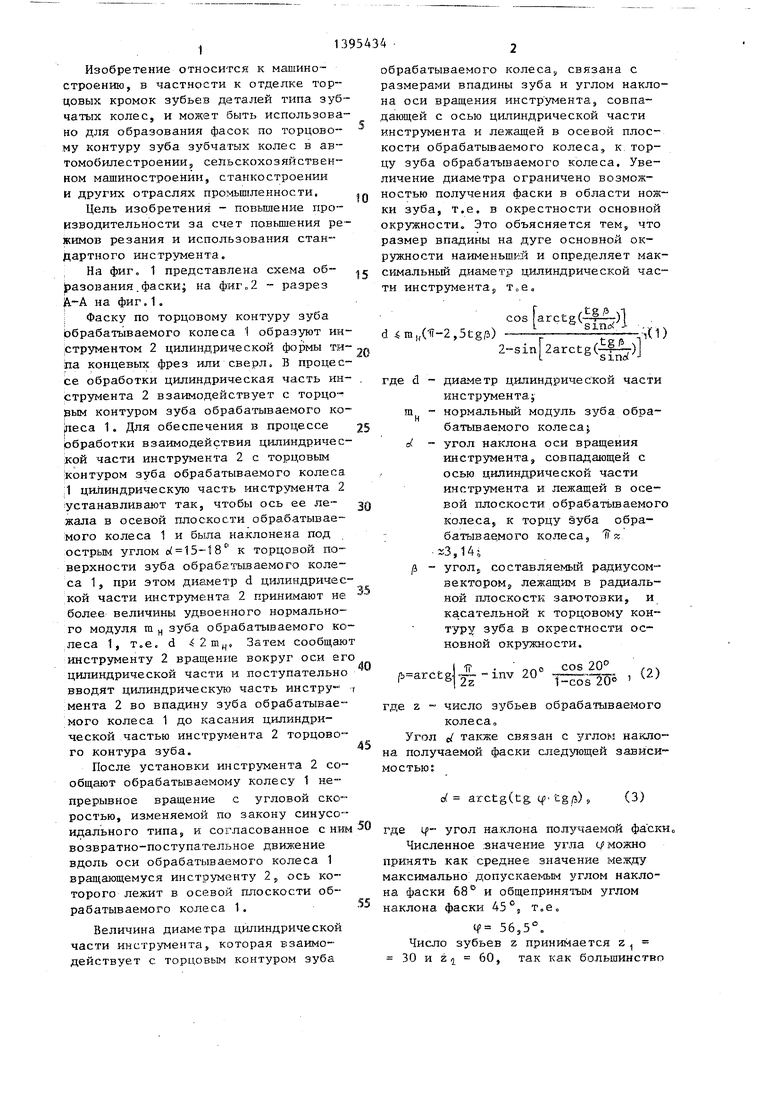
| название | год | авторы | номер документа |
|---|---|---|---|
| ИНСТРУМЕНТ ДЛЯ ЧИСТОВОЙ ОБРАБОТКИ ЦИЛИНДРИЧЕСКИХ ЗУБЧАТЫХ КОЛЕС | 2011 |
|
RU2446923C1 |
| Способ обработки зубьев зубчатых колес со снятием фасок на их торцах | 2022 |
|
RU2785351C1 |
| СПОСОБ ОБРАБОТКИ ЗУБЬЕВ ЗУБЧАТЫХ КОЛЕС ДИСКОВЫМ ЛЕЗВИЙНЫМ ИНСТРУМЕНТОМ | 2018 |
|
RU2677553C1 |
| СПОСОБ ОБРАБОТКИ ЗУБЬЕВ КОНИЧЕСКИХ КОЛЕС НА СТАНКЕ ДЛЯ ОБРАБОТКИ ЦИЛИНДРИЧЕСКИХ КОЛЕС МЕТОДОМ ОБКАТКИ | 1993 |
|
RU2088386C1 |
| СПОСОБ СНЯТИЯ ЗАУСЕНЦЕВ И ФАСОК НА ТОРЦАХ ЗУБЬЕВ ЦИЛИНДРИЧЕСКИХ ЗУБЧАТЫХ КОЛЕС БОЛЬШИХ ТИПОРАЗМЕРОВ НА УНИВЕРСАЛЬНЫХ ТОКАРНО-КАРУСЕЛЬНЫХ СТАНКАХ | 2009 |
|
RU2410209C1 |
| Способ обработки зубьев зубчатых колес дисковым лезвийным инструментом | 2021 |
|
RU2763831C1 |
| СПОСОБ ЧИСТОВОЙ ОБРАБОТКИ ЦИЛИНДРИЧЕСКИХ ЗУБЧАТЫХ КОЛЕС | 1989 |
|
RU2029663C1 |
| УПРУГИЙ ИНСТРУМЕНТ ДЛЯ ЗУБОХОНИНГОВАНИЯ | 2004 |
|
RU2265502C1 |
| СПОСОБ ОБРАБОТКИ ЦИЛИНДРИЧЕСКИХ ЗУБЧАТЫХ КОЛЕС ШЕВИНГОВАНИЕМ-ПРИКАТЫВАНИЕМ | 2011 |
|
RU2479389C1 |
| Приспособление к зубофрезерному станку для снятия заусенцев с зубьев цилиндрических зубчатых колес | 1991 |
|
SU1816575A1 |
Изобретение относится к области машиностроения, в частности к отделке торцовых кромок зубьев деталей типа зубчатых колес, и может быть использовано для образования фасок по . торцовому контуру зуба зубчатых колес в автомобилестроении и других отраслях промышленности. Цель изобретения- повышение производительности за счет повышения режимов резания и использования стандартного инструмента. Обрабатываемому зубчатому колесу 1 сообщают вращение с угловой скоростью, изменяемой по закону синусоидального типа. Вращающийся инструмент 2 циг- линдрической формы устанавливают под острым углом к торцу зуба заготовки 1 так, чтобы его ось вращения лежала в осевой плоскости заготовки. Диаметр цилиндрической части инструмента 2 при этом принимают не более величины удвоенного нормального модуля зуба обрабатываемого колеса. Фаску получают при взаимодействии с заготовкой цилиндрической части инструмента, совершающего возвратно-поступательное движение вДоль оси заготовки, согласованное с ее вращением. 2 ил. (Л
Фие.2
| Способ зубозакругления и станокдля ЕгО ОСущЕСТВлЕНия | 1979 |
|
SU831441A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
