Изобретение относится к переработке термопластов литьем под давлением на литьевых машинах и наиболее полно может быть использовано в горячеканальных литьевых формах, с использованием которых можно резко поднять производительность изготовления различных изделий из термопластов по практически безотходной схеме.
Известна шестигнездная горячеканальная форма для литья колпачков, в которой имеется обогреваемая камера, расположенная между неподвижной плитой формы и плитой полуматриц, сопла обогреваемой камеры охвачены литниковыми втулками гнезд с зазором, в котором расположен теплоизолирующий слой из подаваемого в гнездо формы материала (см. Манихин Ю.П. Многогнездные автоматизированные литьевые формы для изделий из термопластов, Л. ЛДНТП, 1970 г. с. 21, р.14).
Основным недостатком подобных конструкций является наличие тесной взаимосвязи между температурой обогреваемой камеры и плитой полуматриц, определяемой конструкцией формы. Там, где пластмасса выходит из сопла и поступает через отверстие литника в полость гнезда формы, находится критическое место всей системы, так как с одной стороны температуры сопла должна быть такой высокой, чтобы масса оставалась текучей, а с другой стороны полость гнезда формы, соприкасающаяся с будущей отливкой, должна быть достаточно холодной, чтобы впрыскиваемая в полость масса могла охладиться. Таким образом, с одной стороны ставится под сомнение возможность впрыска, вследствие переохлаждения сопла, а с другой стороны возможен перегрев полости гнезда формы, т.е. снижается эффективность изготовления изделий за счет удлинения стадии охлаждения изделия.
Ближайшим по технической сущности к предложенному решению является горячеканальный блок многогнездной литьевой формы для термопластов, содержащий размещенный между плитой полуматриц и неподвижной плитой литьевой формы корпус с системой обогреваемых каналов и с соплами, смонтированными с возможностью взаимодействия с литниковыми углублениями плиты полуматриц, направляющие возвратно-поступательного перемещения корпуса и пружины для отжима корпуса от плиты полуматриц (см. Иванов В.К. Конструирование автоматических литьевых форм для деталей из термопластов, Л. ЛДНТП, 1970, с. 10, р. 4).
В указанном блоке корпус установлен на направляющих, закрепленных в плите полуматриц, сопла выполнены с наружной кольцевой проточкой, при этом тарельчатые пружины, расположенные между корпусом блока и плитой полуматриц, отжимают блок во время стадии охлаждения изделия и перепрессовки от плиты полуматриц. В этой конструкции температуры полостей гнезд и сопел значительно меньше зависят друг от друга, так как во время охлаждения изделия плита полуматриц и сопла блока разделены прослойкой воздуха, имеющего низкую теплопроводность.
Слабым местом в этой конструкции является необходимость тщательной пригонки сопел в конических гнездах впрыска, что становится затруднительным при увеличении количества гнезд более двух-трех. В противном случае в зазор между соплом и коническим углублением под сопло в гнезде затекает расплав, который отжимает блок от гнезд, нарушая тем самым герметичность полости формы. Величина отжимного усилия рассчитывается по известной зависимости. Например, расчет для 10-гнездной литьевой формы показывает, что в этом случае отжимное усилие составит 30 т, а усилие прижатия сопла инжекционного цилиндра у литьевой машины в основном не более 8 т. Таким образом недостаточное усилие прижима сопла не дает возможность увеличить гнездность формы свыше двух и использовать весь возможный объем впрыска, а это резко снижает производительность литья.
Кроме того, в известной 2-гнездной литьевой форме направляющие, по которым корпус совершает возвратно-поступательные движения, закреплены в плите полуматриц, с которой контактируют также и пружины, отжимающие блок. В многогнездной форме это приводит к перегреву отдельных гнезд и снижению производительности за счет удлинения времени охлаждения.
Целью изобретения является повышение производительности литьевой формы за счет увеличения ее гнездности.
Цель изобретения состоит также в обеспечении надежного прижатия сопел к литниковым углублениям плиты полуматриц.
Указанная задача решается благодаря тому, что горячеканальный блок многогнездной литьевой формы для термопластов, содержащий размещенный между плитой полуматрицы и неподвижной плитой литьевой формы корпус с системой обогреваемых каналов и с соплами, смонтированными с возможностью взаимодействия с литниковыми углублениями плиты полуматриц, направляющие возвратно-поступательного перемещения корпуса и пружины для отжима корпуса от плиты полуматриц, согласно изобретению снабжен поршнями, каждый из которых смонтирован с возможностью контактирования одним торцом с неподвижной плитой, а другим торцом размещен в отверстии корпуса, сообщенном с обогреваемыми каналами, причем направляющие и пружины корпуса установлены со стороны неподвижной плиты литьевой формы.
Кроме того, суммарная площадь поперечного сечения поршней по меньшей мере равна суммарной площади литниковых углублений.
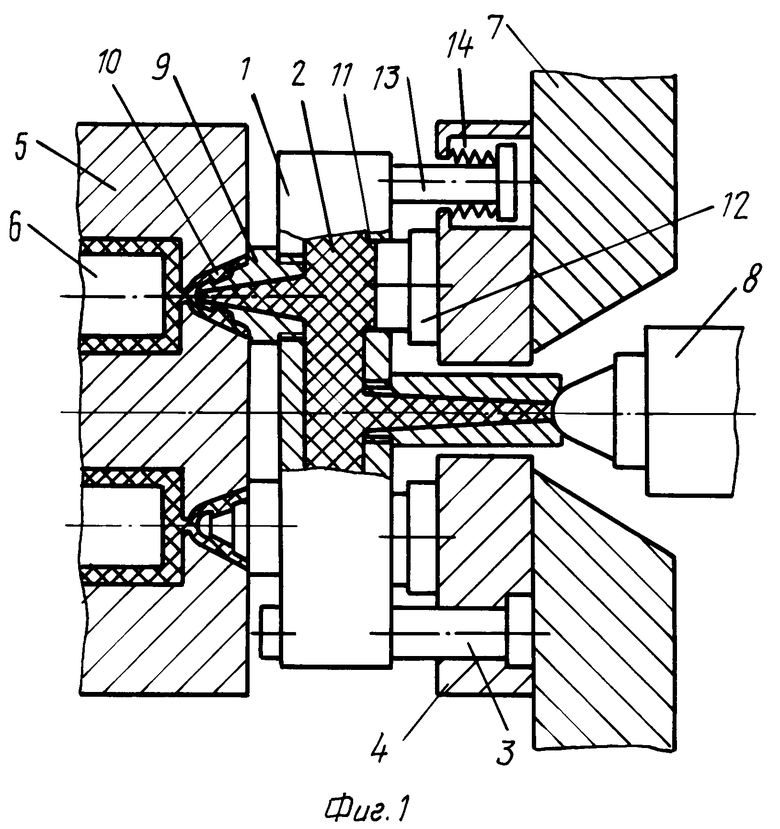
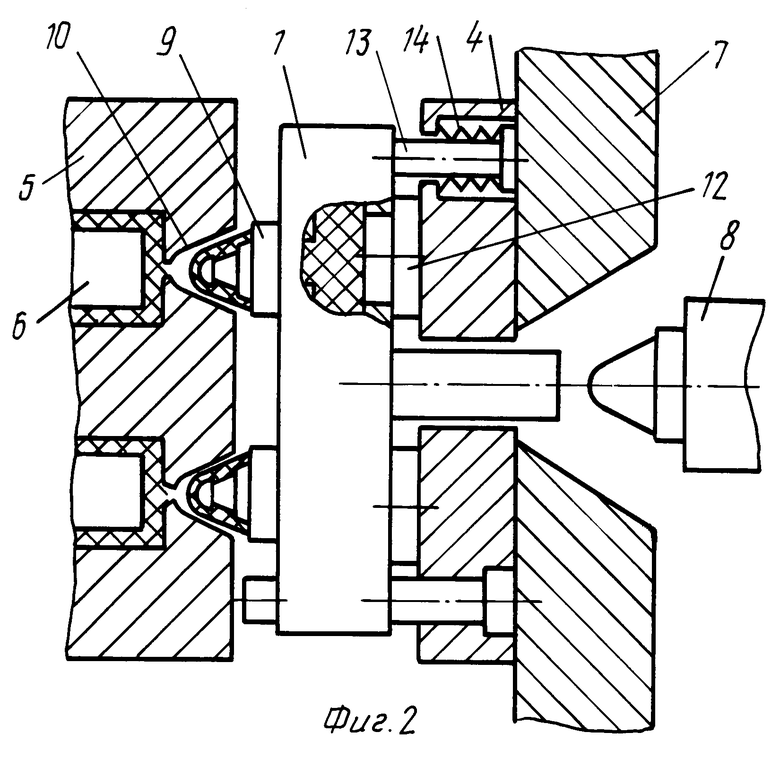
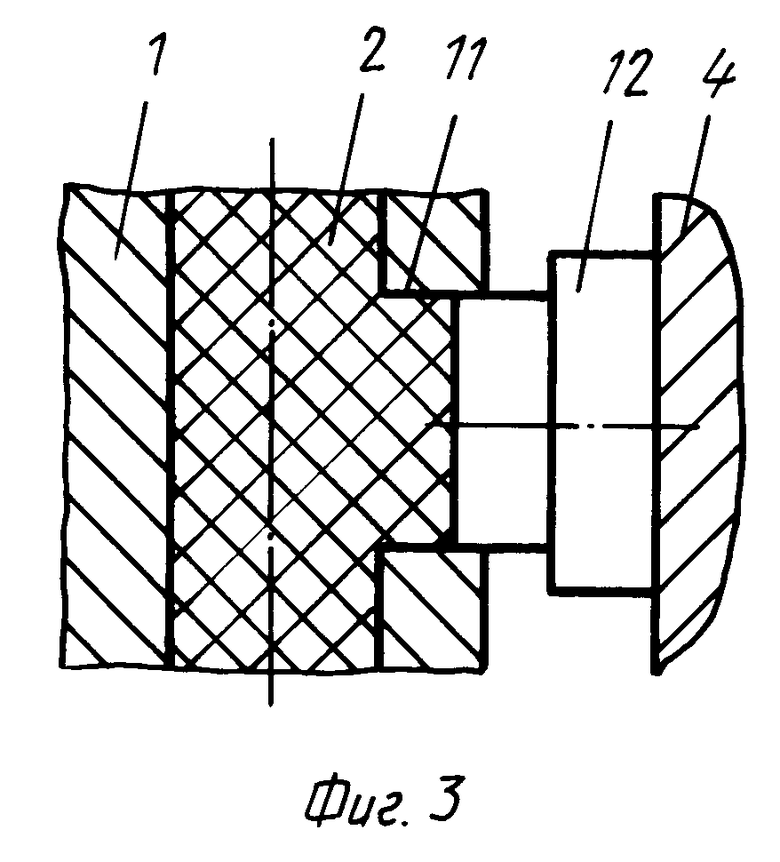
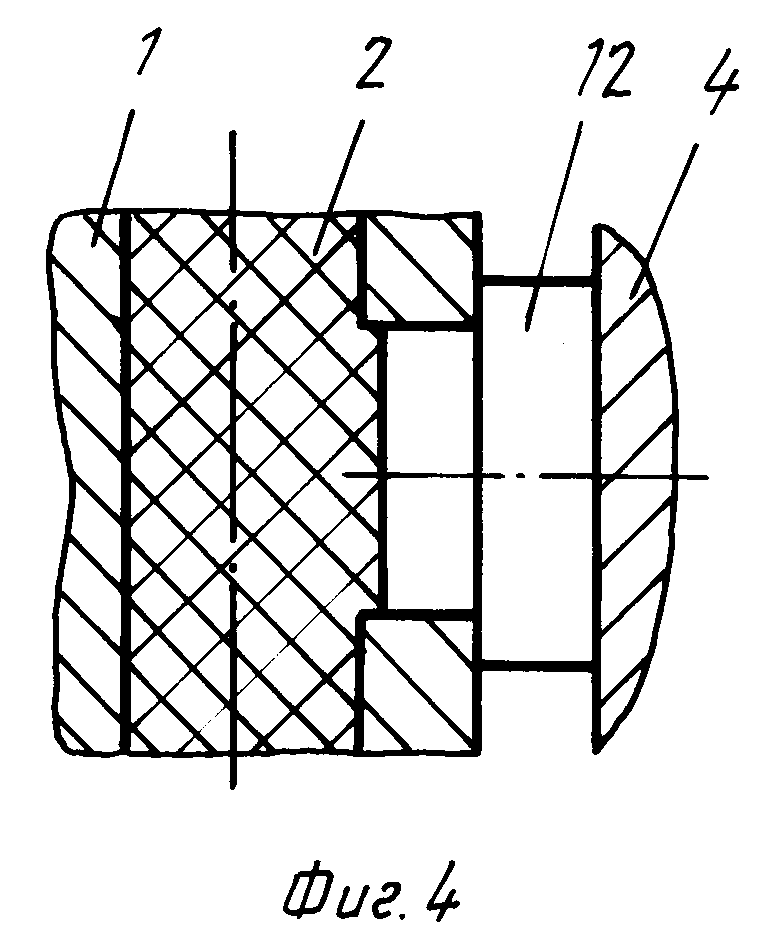
На фиг. 1 изображены горячеканальный блок многогнездной литьевой формы, ее неподвижная плита и плита полуматриц, неподвижная плита литьевой машины и передняя часть ее инжекционного узла (горячеканальный блок показан в момент впрыска); на фиг.2 то же во время охлаждения изделия; на фиг.3 положение поршня горячеканального блока в момент впрыска; на фиг.4 то же, во время охлаждения изделия.
Горячеканальный блок многогнездной литьевой формы для изготовления изделий из пластмасс состоит из корпуса 1 с системой обогреваемых каналов 2, установленный с возможностью возвратно-поступательного перемещения на направляющих 3, закрепленных в неподвижной плите 4 литьевой формы, имеющей плиту 5 полуматриц. Плита 5 полуматриц и знаки 6 образуют гнезда формы. Неподвижная плита 4 закреплена на неподвижной плите 7 литьевой машины, имеющей инжекционный узел 8. На корпусе 1 закреплены сопла 9, которые входят в литниковые углубления 10. В корпусе 1 имеются отверстия 11, соединяющиеся с обогреваемыми каналами 2, расположенные вблизи сопел 9. В отверстиях 11 помещены поршни 12. Отверстия 11 и поршни 12 наиболее просто изготовить и тщательно притереть, если они цилиндрической формы. Каждый из поршней 12 смонтирован с возможностью контактирования одним торцом с неподвижной плитой 4, а другим торцом размещен в отверстии 11 корпуса 1.
Суммарная площадь поперечного сечения поршней 12 больше или равна суммарной площади поперечного сечения литниковых углублений 10. Корпус 1 связан с неподвижной плитой 4 через возвратные штыри 13 и пружины 14 для отжима корпуса 1 от плиты 5 полуматриц.
Горячеканальный блок работает следующим образом. Литьевую форму смыкают, подводят инжекционный узел 8. При этом корпус 1 перемещается по направляющим 3 в направлении гнезд литьевой формы, сжимая через возвратные штыри 13 пружины 14. В конце хода торцы сопел 9 прижимаются к плите 5. Затем производят впрыск. Во время впрыска расплав входит в гнезда и зазоры между соплами 9 и углублениями 10 и создает усилие, отжимающее блок в обратном направлении. Это усилие компенсируется усилием, создаваемым поршневой парой "поршни-обогреваемые каналы", чем обеспечивается разгрузка узла литьевой машины, перемещающего инжекционный цилиндр, так как площади поперечного сечения поршней 12 равны или больше площади поперечного сечения литниковых углублений 10, а давление расплава, действующее на эти элементы одно и то же. По окончании впрыска (заливки) инжекционный узел (цилиндр) 8 отводят. При этом пружины 14 разжимаются и отводят горячеканальный блок от гнезд. Затем после охлаждения изделия и удаления его из формы, цикл повторяется.
Использование поршневой пары "поршни-обогреваемые каналы" позволяет увеличить число гнезд в литьевой форме сверх того количества, которое лимитировано усилием прижатия сопла инжекционного цилиндра литьевой машины. Кроме того, тепло с корпуса 1 блока переходит на неподвижную плиту через направляющие 3 и систему возвратных пружин 14, а не на плиту 5 полуматриц, что предотвращает возможность местных перегревов отдельных гнезд. Это приводит также к увеличению производительности, которая лимитируется в этом случае фактической температурой формующей поверхности какого-либо гнезда.
Предлагаемое решение позволяет увеличить производительность в 5 раз при использовании 10-гнездной литьевой формы, которая позволяет использовать весь объем впрыска.
| название | год | авторы | номер документа |
|---|---|---|---|
| Литьевая форма | 1976 |
|
SU604703A1 |
| ЛИТЬЕВАЯ ФОРМА ДЛЯ ИЗГОТОВЛЕНИЯ ПОЛИМЕРНЫХ ИЗДЕЛИЙ | 1990 |
|
RU2007296C1 |
| Литьевая многогнездная форма для изготовления пластмассовых изделий | 1980 |
|
SU921867A1 |
| Горячеканальная литьевая форма | 1977 |
|
SU640848A1 |
| ГОРЯЧЕКАНАЛЬНАЯ ФОРМА ДЛЯ ИНЖЕКЦИОННОГО ПРЕССОВАНИЯ КРУПНОГАБАРИТНЫХ ЦИЛИНДРИЧЕСКИХ ИЗДЕЛИЙ | 2014 |
|
RU2596748C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ ИЗ ТЕРМОПЛАСТОВ И ЛИТЬЕВАЯ ФОРМА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1997 |
|
RU2107621C1 |
| Узел впрыска литьевой машины для термопластов | 1973 |
|
SU489651A1 |
| ФОРМА ДЛЯ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ ИЗ ТЕРМОПЛАСТОВ | 1973 |
|
SU405729A1 |
| Литьевая форма для изготовления полимерных изделий | 1989 |
|
SU1694408A1 |
| Литьевая форма для изготовления полимерных изделий | 1980 |
|
SU952627A1 |
Использование: переработка термопластов литьем под давлением в многогнездной литьевой форме. Сущность изобретения: горячеканальный блок литьевой формы содержит корпус с соплами, входящими в литниковые углубления плиты полуматриц. В корпусе выполнены обогреваемые каналы и отверстия. В отверстиях размещены поршни. Одним торцом каждый поршень контактирует с неподвижной плитой, а другой расположен в обогреваемом канале корпуса. Пружины для отжима корпуса от плиты полуматриц установлены со стороны неподвижной плиты. Использование пары поршни-обогреваемые каналы обеспечивает разгрузку узла перемещения инжекционного цилиндра и позволяет увеличить число гнезд в форме. 1 з.п.ф-лы, 4 ил.
| Иванов В.К., Конструирование автоматических литьевых форм для деталей из термопластов, Л.: ЛДНТП, 1970.с.10, р.4. |
