Изобретение относится к нанесению гальванических покрытий и может быть использовано в технологических ком плексах изготовления плат тонкоште-
ночных микросборок в условиях МНОГО
номенклатурного производства или в составе гибких производственных систем для изготовления сверхвысокочас Тотных гибридных интегральных схем.
Цель изобретения - повышение ка- ifiecTBa покрытий,
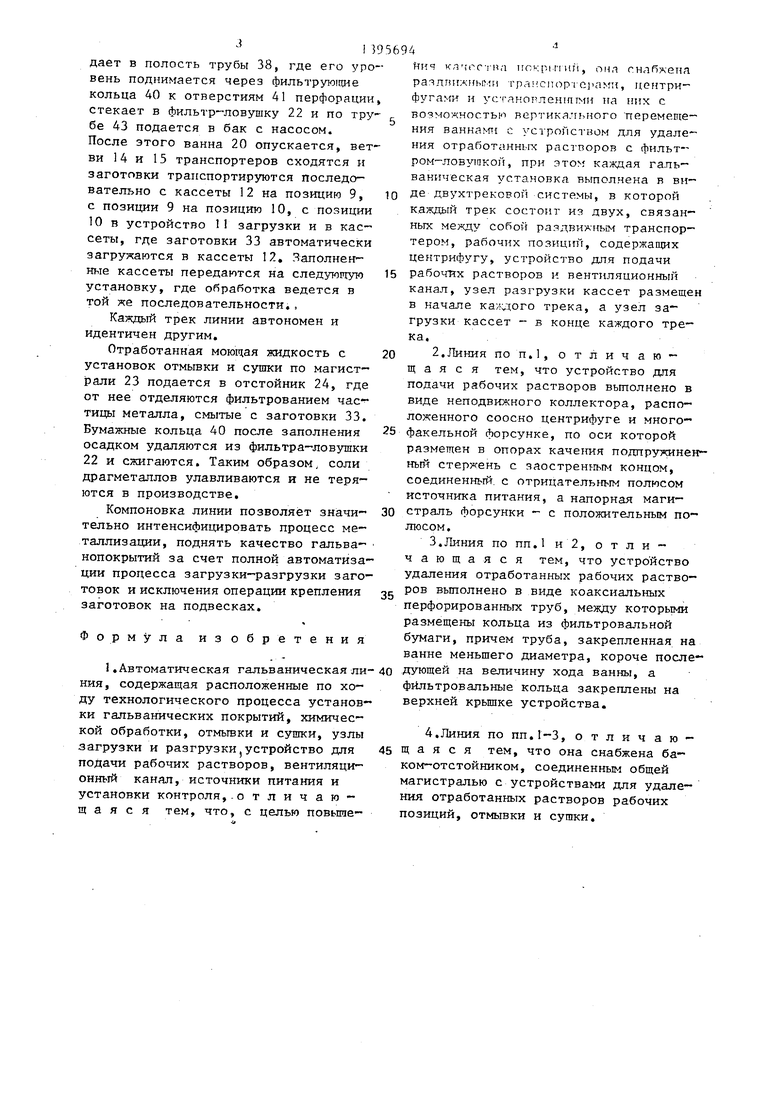
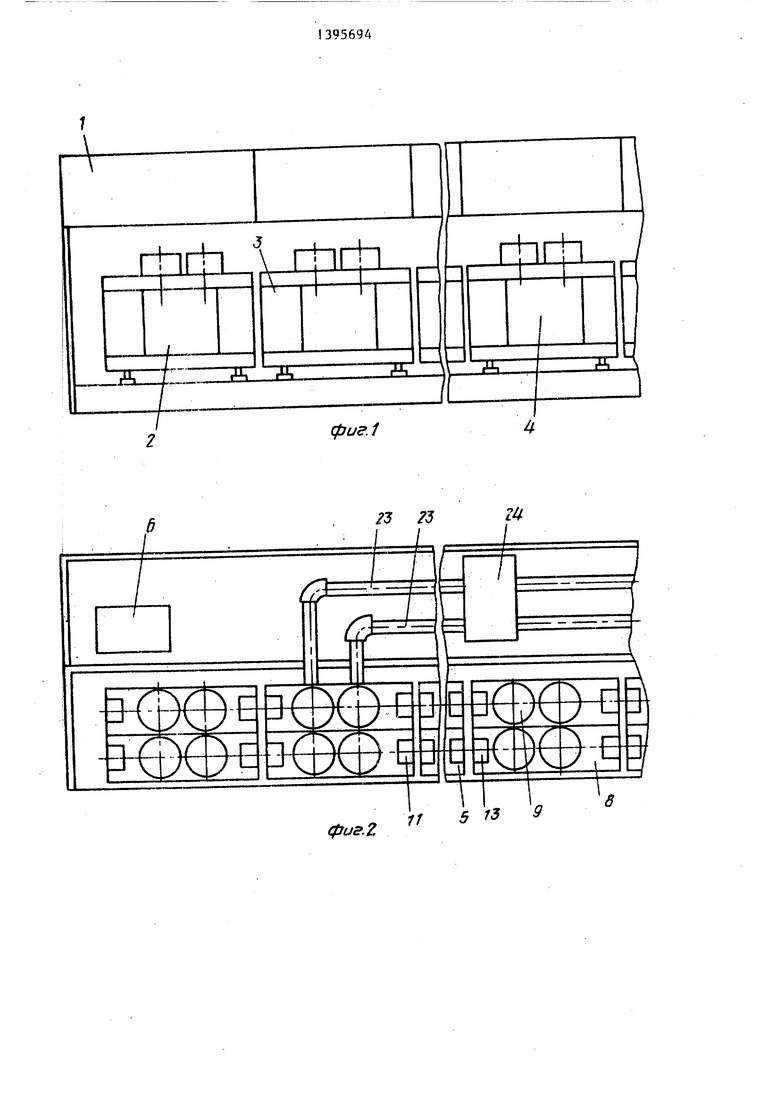
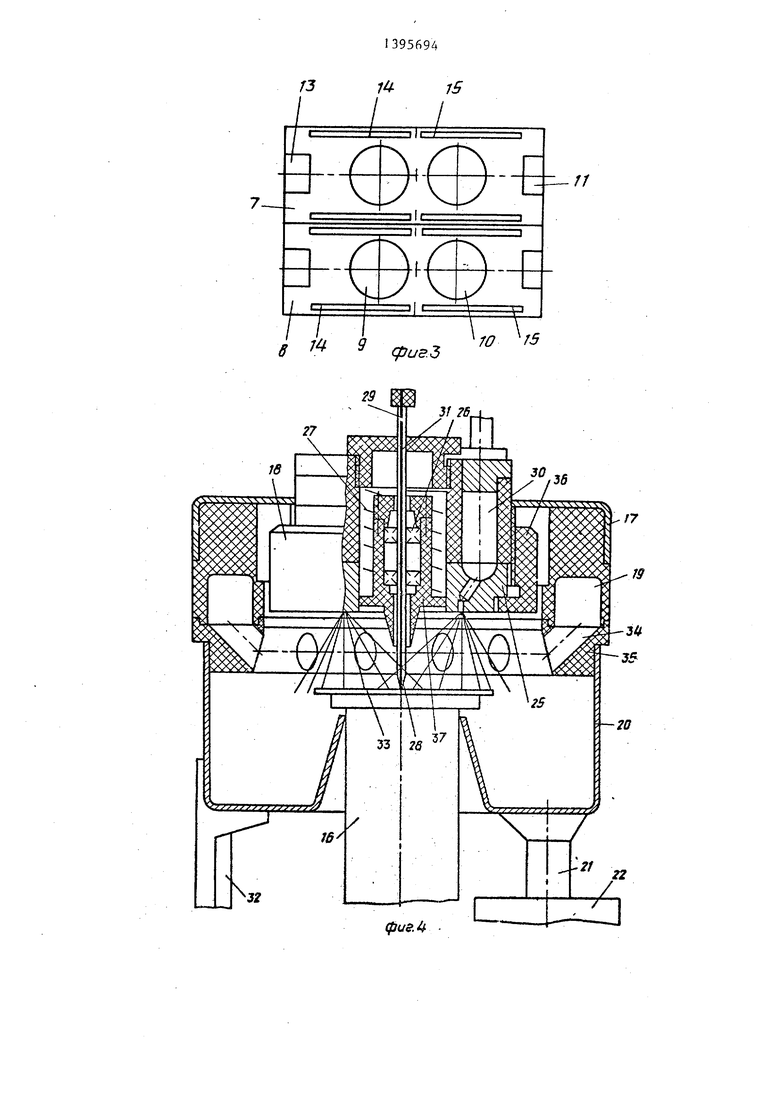
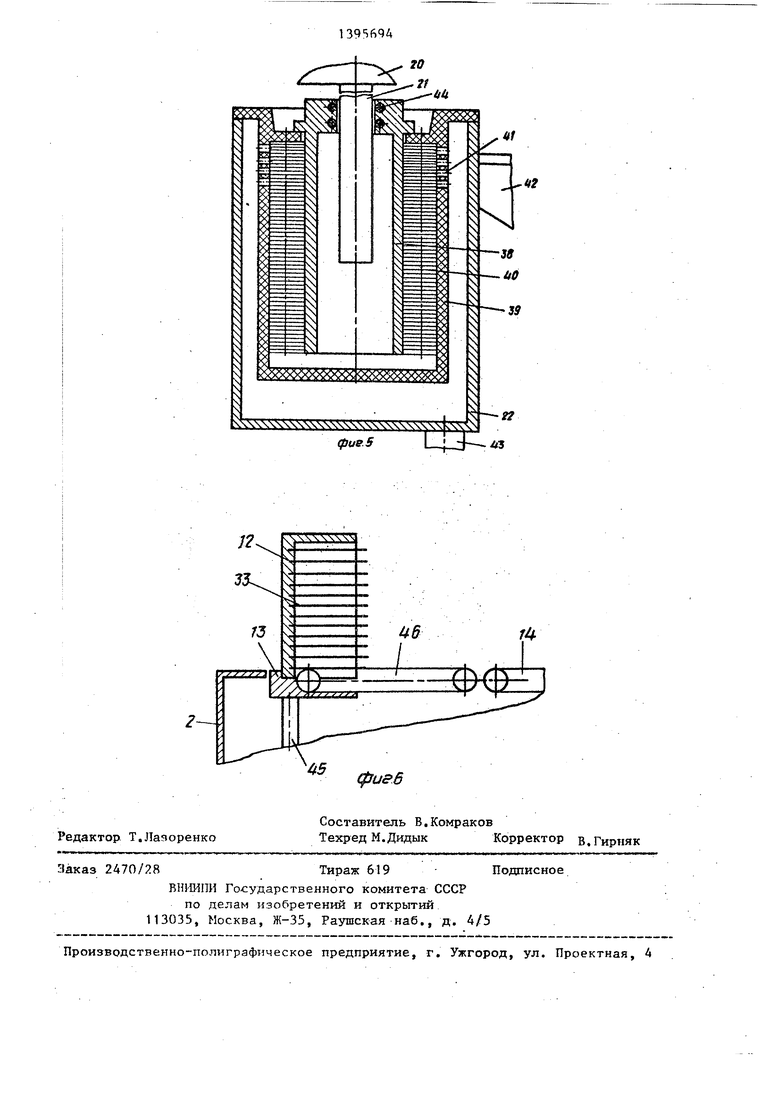
: На фиг.1 изображена гальваничес- |сая линия, фронтальная проекция; на Лиг.2 - то же, вид в плане; на фиг.Зустановка гальванических покрытий, зид в плане; на фиг.4 - рабочая по- Iиция установки гальванических покры Iий, осевое сечение; на фиг.5 - устройство удаления отработанных рабо- |1их растворов; на фиг.6 - схема уст- jpOHCTB загрузки разгрузки кассет. , Автоматическая гальваническая ли- Кия содержит расположенные по ходу ;гехнологического процесса в блоках 1 (пылезащиты установки 2 гальванических (покрытий, отмывки и сушки 3, химоб- работки 4, контроля 5, источники 6 пи )гания. Установки 2-4 состоят к аждая Из двух треков 7 и 8, а каждый из греков содержит две рабочих позиции и 10, связанные между собой устрой твами 11 загрузки кассет 12 и устройствами 13 разгрузки кассет, раздвижным транспортером, состоящим из |цвух ветвей 14 и 15. Рабочие позиции ;9 и 10 содержат каждая центрифугу 16 и расположенные соосно ей неподвижный коллектор 17 с устройствами 8 подачи рабочих растворов и вентиляционным каналом 19, а также подвижную в верт.- тикальной плоскости ванну 20 с устройством 21 удаления рабочих раство ров, содержащим фильтр-ловущку 22. Устройство 21 удаления отработанных рабочих растворов и фильтр-ловушка 22 рабочих позиций отмывки и сушки установки 3 соединены общей магистралью 23 с баком-отстойником 24. Рабочая позиция установок 2 гальвани- ческих покрытий включает многофакельную форсунку 25, по оси которой в опорах 26 качения расположен подпружиненный пружиной 27 стержень 28, соединенный щеткой 29 с источником отрицательного электрического потенциала, а напорная магистраль 23 соединена с источником положительного электрического потенциала. Стержень
28 вьшолнен с заостренным концом и покрыт химстойким диэлектриком 31. Ванна 20 установлена на кронштейне 32. Заготовка 33 металлизируемой стороной обращена к каналам 34, соединенным с вентиляционным каналом 19. Каналы 34 вьтолнены в коллекторе 35. Гайка 36 фиксирует форсунку 25 на корпусе с магистралью 30. Опоры 26 со стержнем 28 помещены в корпус 37. Устройства 21 удаления обработанных рабочих растворов представляют собой каждое коаксиальные перфорированные трубы 38 и 39, между которыми помещены кольца 40 из фильтровальной бумаги Устройство 21, закрепленное на ванне 20, имеет минимальный диаметр по сравнению с трубами 38 и 39, и короче трубы 38 на величину хода ванны 20. Отверстия 41 перфорации расположены в верхней части трубы 38, фланец которой является крьппкой фильтра-ловушки 22. Фильтр-ловушка 22 установлен на кронштейне 42 и трубой 43 связан со сливом. Внутренняя полость трубы 38 герметизирована уплотнениями 44. Устройство 13 разгрузки кассет 12 включает винт 45 и транспортер 46.
Автоматическая линия работает еле дующим образом.
Заготовки 33 вкладьшаются в кассету 12, после чего кассета устанавливается на устройство 13 разгрузки кассет. Заготовки 33 транспортером 46 по одной выводятся из кассеты и ветвью 14 транспортера переносятся к центрифуге 16 рабочей позиции 9. При этом ванна 20 находится в нижнем положении. После установки заготовки 33 на стол цептрифуги 16 ванна 20 поднимается, а ветви 14 транспортера раздвигаются в стороны от рабочей позиции.
Работа транспортеров 14 и 15 синхронна. Стержень 2Я под действием пружины 27 прокальшает слой фоторезиста на, заготовке 33 и подает на нее отрицательный потенциал. Центрифуга 16 начинает вращаться, а стержень 28 вращается в опорах. Одновременно электролит подается по магистрали 30 в многофакельную форсунку 25, подключенную к источнику положительного потенциала. Электролит с большой скоростью перемещается по поверхности заготовки 33 и сбрасывается с нее центрифугированием. Отработанный электролит через устройство 21 попадает в полость трубы 38, где его уро вень поднимается через фильтруюгцие кольца 40 к отверстиям 41 перфорации стекает в фильтр-ловушку 22 и по тру бе 43 подается в бак с насосом. После этого ванна 20 опускается, вет ви 14 и 15 транспортеров сходятся и заготовки транспортируются последовательно с кассеты 12 на позицию 9, с позиции 9 на позицию 10, с позиции 10 в устройство 11 загрузки и в кассеты, где заготовки 33 автоматически загружаются в кассеты 12, Заполненные кассеты передаются на следующую установку, где обработка ведется в той же последовательности,.
Каждый трек линии автономен и идентичен другим.
Отработанная моющая жидкость с установок отмывки и сушки по магист рали 23 подается в отстойник 24, где от нее отделяются фильтрованием час- тицы металла, смытые с заготовки 33. Бумажные кольца 40 после заполнения осадком удаляются из фильтра-ловушки 22 и сжигаются. Таким образом; соли драгметаллов улавливаются и не теряются в производстве.
Компоновка линии позволяет значительно интенсифицировать процесс металлизации, поднять качество гальванопокрытий за счет полной автоматизации процесса загрузки-разгрузки заготовок и исключения операции крепления заготовок на подвесках.
Формула изобретения
i.Автоматическая гальваническая ли ния, содержащая расположенные по ходу технологического процесса установки гальванических покрытий, химической обработки, отмывки и сушки, узлы загрузки и разгрузки,устройство для подачи рабочих растворов, вентиляционный канал, источники питания и установки контроля,-О т л и ч а ю - щ а я с я тем, что, с целью повыгае5694
ннч к,т;пгтна iiOKfiiп iti t, онл снлбжепя рагчдпи;-кны -п| гранспор-i cjiaMU, цонтри- фугами и устлнорленшлми на них с . возможностью вертикал ного перемещения BaHHaNfTi с устройством для удаления отработанных расгпоров с фильтром-ловуюкои, при этом каждая гальваническая установка выполнена в ви-
10 Д6 двухтрековой системы, в которой каждый трек состоит из двух, связанных между собой раздви -нь м транспортером, рабочих позиций, содержащих центрифугу, устройство для подачи
15 рабочпх растворов и вентиляционный канал, узел разгрузки кассет размещен в начале ка;здого трека, а узел загрузки кассет - в конце каждого трека,
20 2,Линия ПОП.1, отличающаяся тем, что устройство для подачи рабочих растворов вьшолнено в виде неподвижного коллектора, расположенного соосно центрифуге и много25 факельной форсунке, по оси которой
размещен в опорах качения подпруганен- ньпЧ стержень с заостреньгьпч концом, соединенный, с отрицательным полюсом источника питания, а напорная маги-
30 страль форсунки - с положительным по люсом,
3,Линия ПОПП.1 и2, отличающаяся тем, что устройство удаления отработанных рабочих раство35
ров вьтолнено в виде коаксиальных
перфорированных труб, которыми размещены кольца из фильтровальной бумаги, причем труба, закрепленная на ванне меньшего диаметра, короче после- 40 дующей на величину хода ванны, а
фильтровальные кольца закреплены на верхней устройства.
4,Линия по пп.Г-3, отличаю- 45 Щ а я с я тем, что она снабжена баком-отстойником, соединенным общей магистралью с устройствами для удаления отработанных растворов рабочих позиций, отмывки и сушки.
I
| название | год | авторы | номер документа |
|---|---|---|---|
| Автоматическая линия для металлизации плоских деталей | 1987 |
|
SU1507883A1 |
| Способ электролитической очистки изделий | 1988 |
|
SU1563789A1 |
| Производственный модуль для нанесения гальванопокрыытий | 1987 |
|
SU1451186A1 |
| Устройство для проведения химико-гальванических процессов | 1981 |
|
SU1097719A1 |
| СПОСОБ ХИМИЧЕСКОЙ ОБРАБОТКИ И ГАЛЬВАНИЧЕСКОГО НАНЕСЕНИЯ ПОКРЫТИЯ НА ДЕТАЛИ И АВТОМАТИЧЕСКАЯ КАМЕРА ОСУЩЕСТВЛЕНИЯ ЭТОГО СПОСОБА | 2021 |
|
RU2771126C1 |
| Ячейка металлизации | 1988 |
|
SU1523599A1 |
| УСТАНОВКА ДЛЯ ДВУХСТОРОННЕЙ ВЕРТИКАЛЬНОЙ ОЧИСТКИ ПОВЕРХНОСТИ КРУГЛЫХ ПЛАСТИН ПОЛУПРОВОДНИКОВЫХ И ОПТИЧЕСКИХ МАТЕРИАЛОВ | 2006 |
|
RU2327247C1 |
| Автоматическая линия для струйной химической и электролитической обработки | 1985 |
|
SU1320265A1 |
| Установка для химической обработки изделий | 1983 |
|
SU1122761A1 |
| УСТРОЙСТВО ДЛЯ ОТМЫВКИ И СУШКИ ПЛАСТИН | 2011 |
|
RU2460593C1 |
Изобретение относится к области нанесения гальванических покрытий для изготовления плат тонкопленочных микрбсборок. Цель изобретения - повышение качества покрытий. После за кладки заготовок в кассету она устанавливается на устройство разгрузки. Затем заготовки по одной выводятся из кассеты и транспортером переносят- :ся к центрифуге рабочей позиции. При этом ванна находится в нижнем положении. После установки заготовки на стол центрифуги ванна поднимается, а ветви транспортера раздвигаются в стороны от рабочей позиции. Стержень, находящийся в многоЛакельной форсунке, под действием пружины прокальша- ет слой Аоторезиста на заготовке и подает на нее отрицательньт потенциал. Центрифуга начинает вращаться,одновременно по каналу подается электролит в многофакельную форсунку. Электро. лит, с большой скоростью перемещается по поверхности заготовки и сбра- сьгоается с ней центробежными силами. Отработанный электролит через фильтрующее устройство поступает в бак. После определенного времени обработки ванна опускается, ветви транспортеров сходятся и заготовки последо- вйтельно транспортируются в устройство загрузки в кассеты. Компоновка данной линии позволяет значительно интенсифицировать процесс металлизации, повысить качество гальванопо крытий за счет полной автоматизации процесса. 3 з.п. ф-лы, 6 ил. с: (f, С СП 05 СО jik
im rnrn
Ж
.ДГ
фие,1
фиг.г
li±L
.Й.
jiiL
1T 5 /3 9
6
гз
П 9
(pus3
W V5
/7
фи$Л
fO
ttl
Xi3
фигб
