мй 3 и 4, приводные элементы 5 и 6 и цепь 7, связанную шарнирным штоком с подвеской 9, На торце линии расположены механизмы 10 загрузки-разгрузки. Каждая ванна I 2, 1I содержит секцию 12 сушки. Приводные элементы 5 связаны с кодовьм датчиком 3. При подаче .заготовки на механизм 10 по направляющим роликам в зону подвески 9 последняя, перемещаясь вдоль льпки, под воздействием пружины зажимает рычагами заготовку. После чего подвеска 9 с зажатыми заготовками дискретно перемещается, при этом датчик 13 обеспечивает точньй останов привода. Расстояние между подвесками 9 выбрано так, что на каждой позиции в ванне и секции 12 суткк
1
Изобретение относится к струйной химической и электролитической обработке плоских немагнитных деталей и может быть использовано для обработки печатных плат.
Целью изобретения является упрощение конструкции линии.
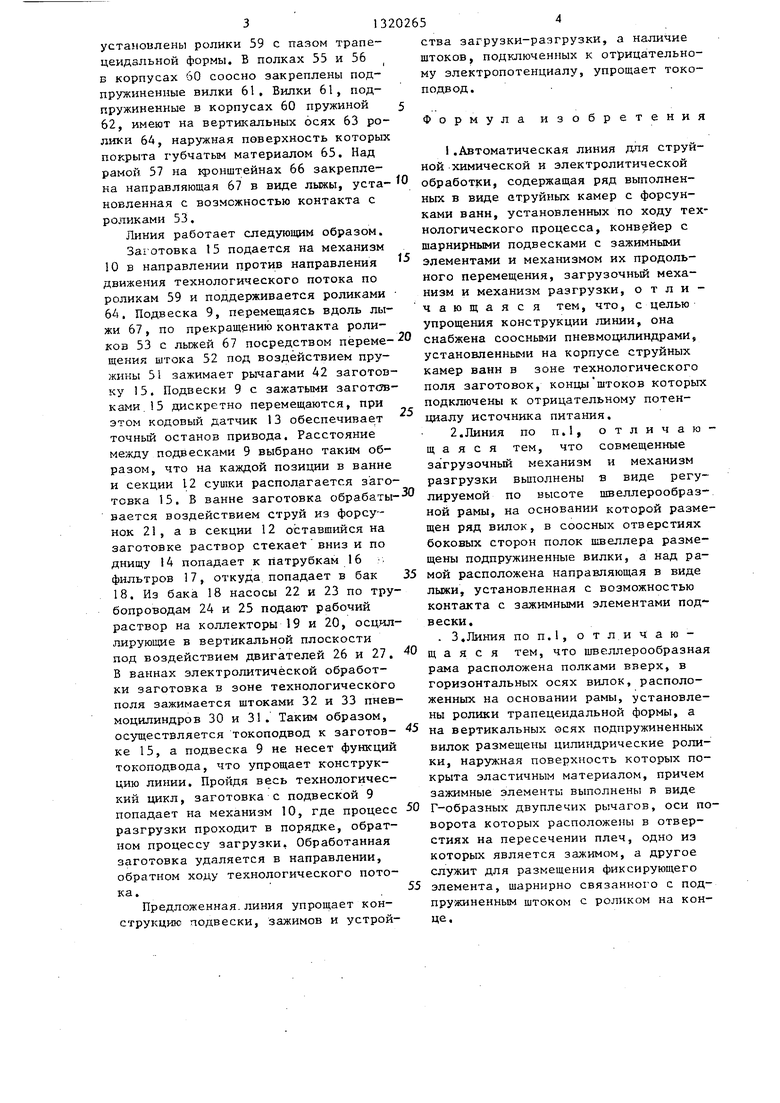
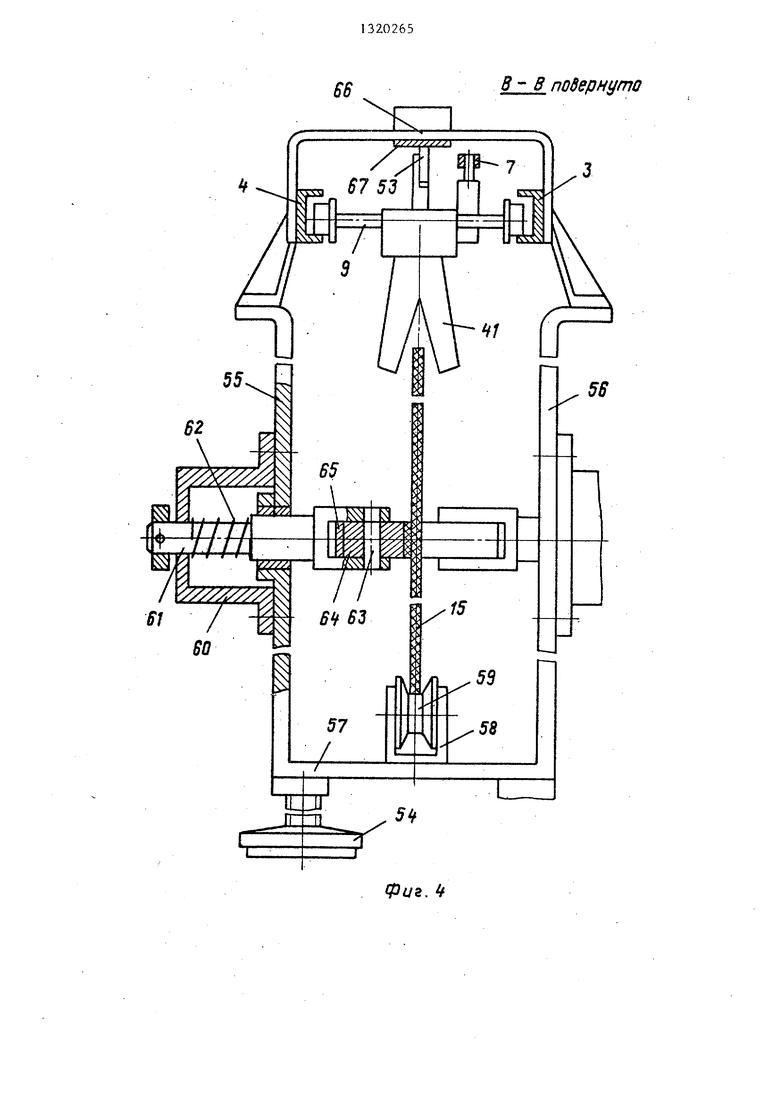
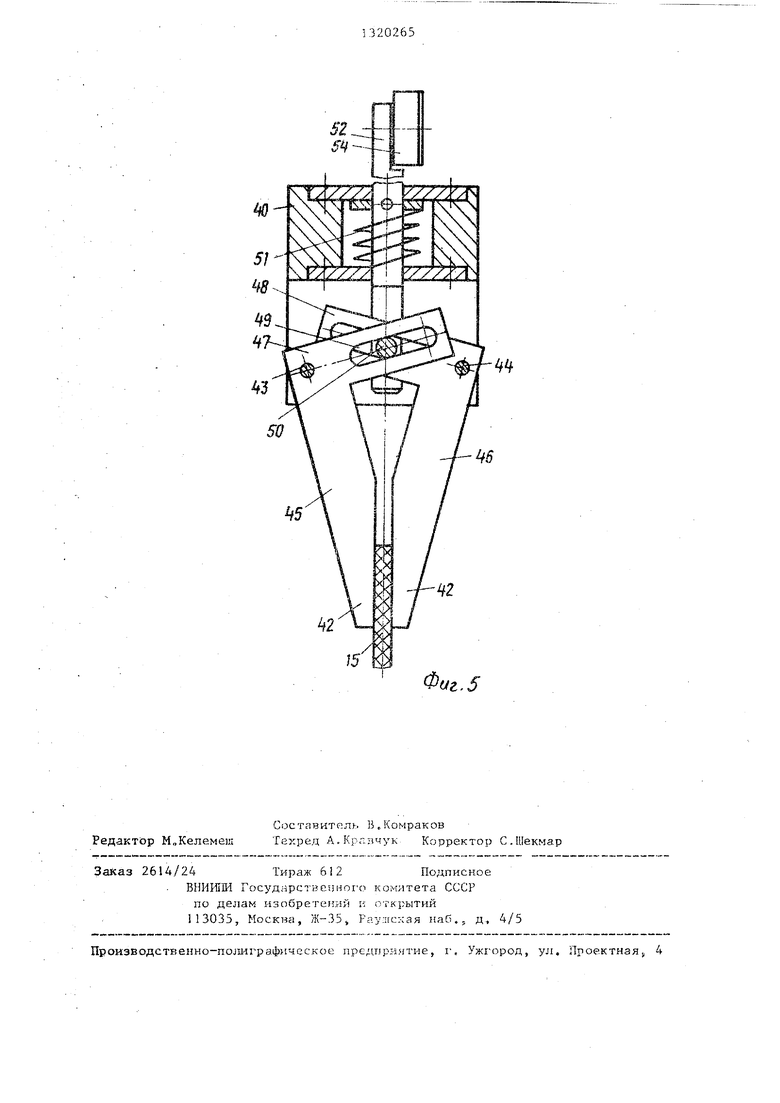
На фиг. изображена азп оматичес- кая линия .в плане; на фиг,2 - ванна с секцией сушки, продольное сечение, разрез А-А на фиг,1з на фиг.З - ванна со струйной камерой электролитической металлизации, попе.речное сечение, разрез Б-Б на фиг.1; па фиг,4 механизм загрузки-разгрузки, поперечное сечение, разрез В-В на фиг.1; на фиг.5 - зажим подвески, поперечное сечение,
Линия содержит ряд ванн 1 и 2, расположенных по ходу технологического процесса, конвейер из направляющих 3 и 4, приводных элементов 5 и 6 и цепи 7, связанной шарнирнь1М штоком 8 с подвеской- 9.
На торце линии расположены механизмы 10 загрузки-разгруз,ки. Каждая ванна: 1 , 2 и 11 содержит секцию 12 сушки. Приводные элементы 5 связаны с кодовым датчиком 13.
Наклонное днипде 14 секции 12 сушки заготовок 15 в нижней части и1У1е ет всасывающие патрубки 16 фильтров
располагается заготовка. Происходит струйная обработка форсункамиs В зан- нах электролитической обработки заготовка зажимается в зоне технологического поля штоками пневмоцилиндров, При этом токоподвод к заготовке осуществляется через штоки, вследствие чего подвеска не несет функции токо- подвода. Пройдя весь технологический цикл, заготовка с подвеской 9 попадает на механизм iO, где процесс разгрузки проходит Б порядке, обратном процессу загрузки. Данная линия упрощает конструкцию подвески, зажимов и устройства загрузки-разгрузки, а наличие штоков, подключенных к отрицательному злектропотеициалу, упрощает токоподвод, 2 з.п, ф-лы, 5 Hli.
17, связанных с баком 18. Струйная камера ванн содержит коллекторы 19 и 20 с форсунками 21. Бак 18 насосами 22 и 23, трубопроводаь-ш 24 и 25 свя- зан с коллекторами 19 и 20, Привод осцилляции коллекторов 19 и 20 осуществлен от электродвигателей 26 и 27. В стенках 28 и 29 ванн соосно закреплены пневмо1 линдры 30 и 31,
концы штоков 32 и 33 которых подключены к источнику питания. Направляющие 3 и 4 крепятся на кронштейнах 34 и 35 и имеют горизонтальные участки 36 низшего уровняJ участки 37
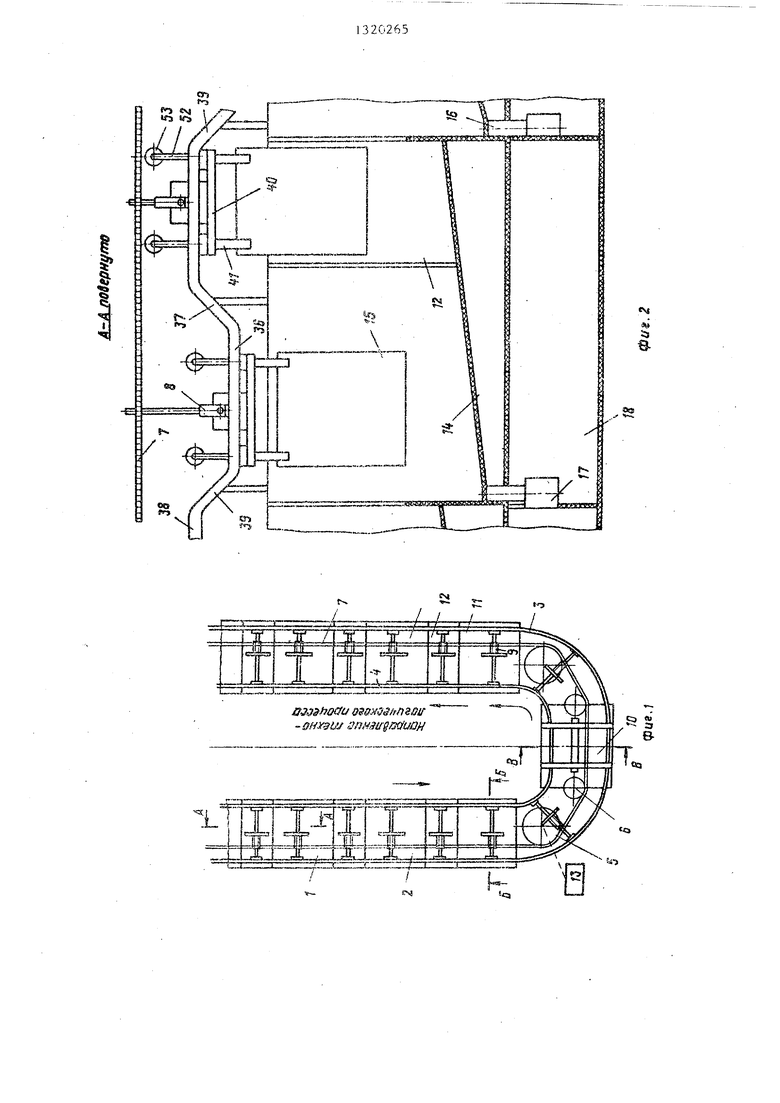
подъема, участки 38 верхнего уровня и участки 39 опускания. Подвески 9 выполнены каждая в виде балки 40, несущей ряд клещевых зажимных элементов 41, которые представляют собой Г-образные двуплечие рычаги 42, осью поворота которых являются отверстия 43 и 44 на пересечении плеч, из которых 45 и 46 являются заткимами, а 47 и 48 в пазу содержат фиксирую- дий элемент 50, шарпирно связанный с подпружиненным пружиной 51 штоком 52, несущим ролик 53. Механизмы 10 разгрузки-загрузки содержат регулируемую опорами 54J швеллерообразную полками 55 и 56 вверх раму 57.,Рама 57 на основании име€;т ряд вилок 58, в которых на горизонтальных осях
31320265
устаяовлены ролики 59 с пазом трапецеидальной формы. Б полках 35 и 56 Б корпусах 60 соосно закреплены подпружиненные вилки 61, Вилки 61, подпружиненные в корпусах 60 пружиной 62, имеют на вертикальных осях 63 ролики 6А, наружная поверхность которых покрыта губчатым материалом 65. Над рамой 57 на кронштейнах 66 закреплества загрузки-разгрузки, а наличие штоков, подключенных к от зицательно- му электропотенциалу, упрощает токо- подвод.
Формула изобретения
1.Автоматическая линия для струйной химической и электролитической
на направляющая 67 в виде лыжы, уста- 0 обработки, содержащая ряд выполненновленная с возможностью контакта с роликами 53.
Линия работает следующим образом.
Заготовка 15 подается на механизм 10 в направлении против направления движения технологического потока по роликам 59 и поддерживается роликами 6А. Подвеска 9, перемещаясь вдоль лыжи 67 , по прекращению контакта роли15
ных в виде струйных камер с форсунками ванн, установленных по ходу тех нологического процесса, конвейер с шарнирными подвесками с зажимными элементами и механизмом их продольного перемещения, загрузочнь й механизм и механизм разгрузки, отличающаяся тем, что, с целью упрощения конструкции линии, она
ков 53 с лыжей 67 посредством переме-20 снабжена соосными пневмоцилиндрами.
щения штока 52 под воздействием пружины 51 зажимает рьмагами 42 заготовку 5. Подвески 9 с зажатыми заготовками. 5 дискретно перемещаются, при этом кодовый датчик 13 обеспечивает точный останов привода. Расстояние между подвесками 9 выбрано таким образом, что на каждой позиции в ванне и секции 12 сушки располагается заго25
установленными на корпусе струйных камер ванн в зоне технологического поля заготовок, концы штоков которых подключены к отрицательному потенциалу источника питания.
2.Линия по П.1, отличающаяся тем, что совмещенные загрузочный механизм и механизм разгрузки выполнены в виде регутовка 15. В ванне заготовка обрабаты- лируемой по высоте швеллерообразвается воздействием струй из форсунок 21, а в секции 12 оставшийся на заготовке раствор стекает вниз и по днищу 14 попадает к патрубкам 16 фильтров 17, откуда попадает в бак 18, Из бака 18 насосы 22 и 23 по трубопроводам 24 и 25 подают рабочий раствор на коллекторы 19 и 20, осциллирующие в вертикальной плоскости под воздействием двигателей 26 и 27. В ваннах электролитической обработки заготовка в зоне технологического поля зажимается штоками 32 и 33 пнев моцилиндров 30 и 31. Таким образом, осуществляется токоподвод к заготовке 15, а подвеска 9 не несет функций токоподвода, что упрощает конструкцию линии. Пройдя весь технологический цикл, заготовка с подвеской 9 попадает на механизм 10, где процесс разгрузки проходит в порядке, обратном процессу загрузки. Обработанная заготовка удаляется в направлении, обратном ходу технологического потока.
Предложенная.линия упрощает конструкцию подвески, зажимов и устрой
ства загрузки-разгрузки, а наличие штоков, подключенных к от зицательно- му электропотенциалу, упрощает токо- подвод.
Формула изобретения
1.Автоматическая линия для струйной химической и электролитической
ных в виде струйных камер с форсунками ванн, установленных по ходу технологического процесса, конвейер с шарнирными подвесками с зажимными элементами и механизмом их продольного перемещения, загрузочнь й механизм и механизм разгрузки, отличающаяся тем, что, с целью упрощения конструкции линии, она
снабжена соосными пневмоцилиндрами.
установленными на корпусе струйных камер ванн в зоне технологического поля заготовок, концы штоков которых подключены к отрицательному потенциалу источника питания.
2.Линия по П.1, отличающаяся тем, что совмещенные загрузочный механизм и механизм разгрузки выполнены в виде регулируемой по высоте швеллерообраз
ной рамы, на основании которой размещен ряд вилок, в соосных отверстиях боковых сторон полок швеллера размещены подпружиненные вилки, а над ра- мой расположена направляющая в виде лыжи, установленная с возможностью контакта с зажимными элементами подвески.
. 3,Линия по П.1, отличающаяся тем, что швеллерообразная рама расположена полками вверх, в горизонтальных осях вилок, расположенных на основании рамы, установлены ролики трапецеидальной формы, а на вертикальных осях подпружиненных вилок размещены цилиндрические ролики, наружная поверхность которых покрыта эластичным материалом, причем зажимные элементы выполнены в виде Г-образных двуплечих рычагов, оси поворота которых расположены в отверстиях на пересечении плеч, одно из которых является зажимом, а другое служит для размещения фиксирующего элемента, шарнирно связанного с под
пружиненным штоком це.
с роликом на кон
| название | год | авторы | номер документа |
|---|---|---|---|
| Подвеска для обработки плоских изделий (варианты) | 2015 |
|
RU2636341C2 |
| Автоматическая линия для металлизации плоских деталей | 1987 |
|
SU1507883A1 |
| Кассета для гальванической обработки плоских изделий | 1979 |
|
SU740870A1 |
| Подвесной конвейер | 1979 |
|
SU772938A1 |
| Автоматическая линия для гальванической и химической обработки деталей | 1985 |
|
SU1300042A1 |
| Автоматическая линия для электрохимической обработки плоских изделий | 1987 |
|
SU1497295A1 |
| Установка для гальванической обработки деталей | 1981 |
|
SU996527A1 |
| Автооператорная линия для жидкостной обработки изделий | 1984 |
|
SU1184874A1 |
| Подвеска для обработки полых изделий | 1981 |
|
SU981460A1 |
| Самоходный многорядный картофелеуборочный комбайн | 1990 |
|
SU1811772A1 |
Изобретение относится к струйной химической и электрохимической обработке плоских немагнитных деталей, в частности печатных плат. Цель изобретения - упрощение конструкции линии. Линия содержит ряд ванн 1, 2, расположенных по ходу технологического процесса, конвейер с направляющиStf 30 35 шш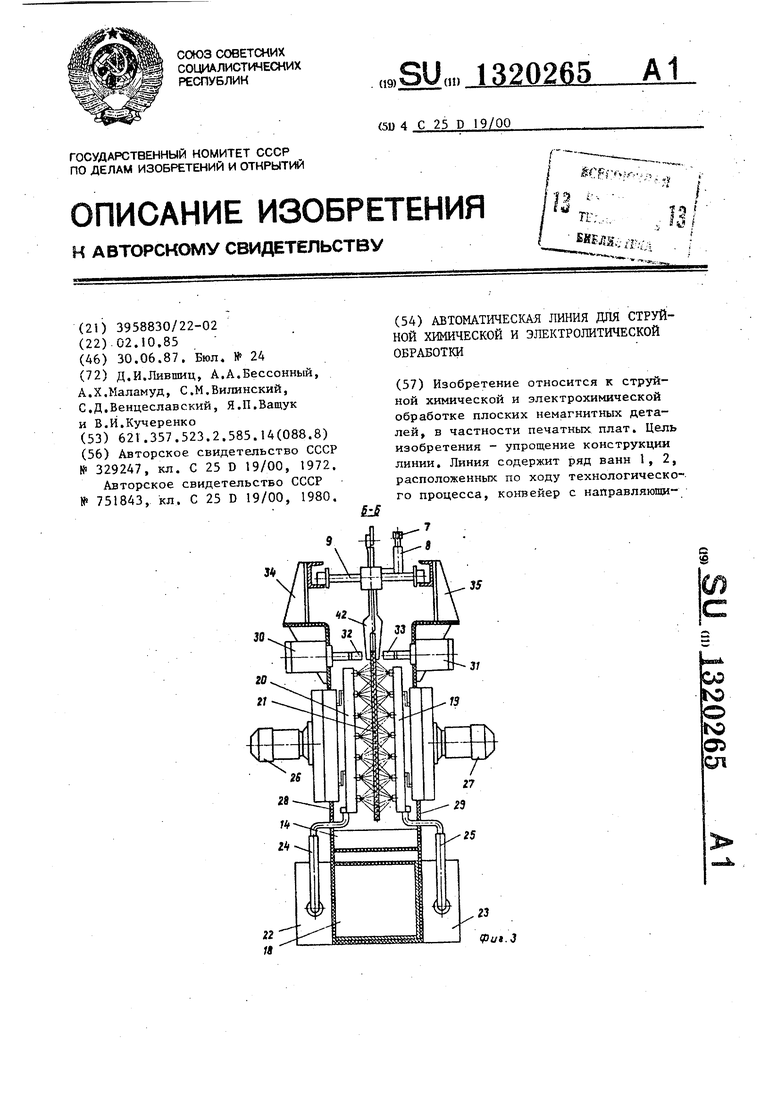
:,
:a :r:x::rrrr rrrrrc
ОЗЛ5)1О(и QS.SSMSSif
-oHif Lij зпиэи-доаиан
::гз:г::г::г.с::
r:r
I
В- в подернуто
Фи. t
52 -42
15
42
Фиг. 5
Редактор М„Келеме1л
Составитель В.Комраков
Техред А.Крп.;1чук Корректор С.Шекмар
Заказ 2614/24 Тираж 612 Подписное ВНИШШ Государственного комитета СССР по делам изобретений i-; открытий 13035, Москва, Ж-ЗЗ Раулгская наб,, д, 4/5
Производственно-по411-1Графнческое предприятие, г, Ужг ород, ул. Проектная, 4
| АВТОМАТ ДЛЯ НАНЕСЕНИЯ ГАЛЬВАНИЧЕСКИХНА ДЕТАЛИ | 0 |
|
SU329247A1 |
| Видоизменение пишущей машины для тюркско-арабского шрифта | 1923 |
|
SU25A1 |
| Автоматическая линия для нанесения гальванических покрытий на детали типа стержней | 1978 |
|
SU751843A1 |
| Видоизменение пишущей машины для тюркско-арабского шрифта | 1923 |
|
SU25A1 |
