00
со
СП
С
Сдд
Изобретение относится к контрольно-измерительной технике и предназначено для контроля диаметров пазов с цилиндрической поверхностью.
Целью изобретения является повышение точности контроля и расширение номенклатуры контролируемых изделий.
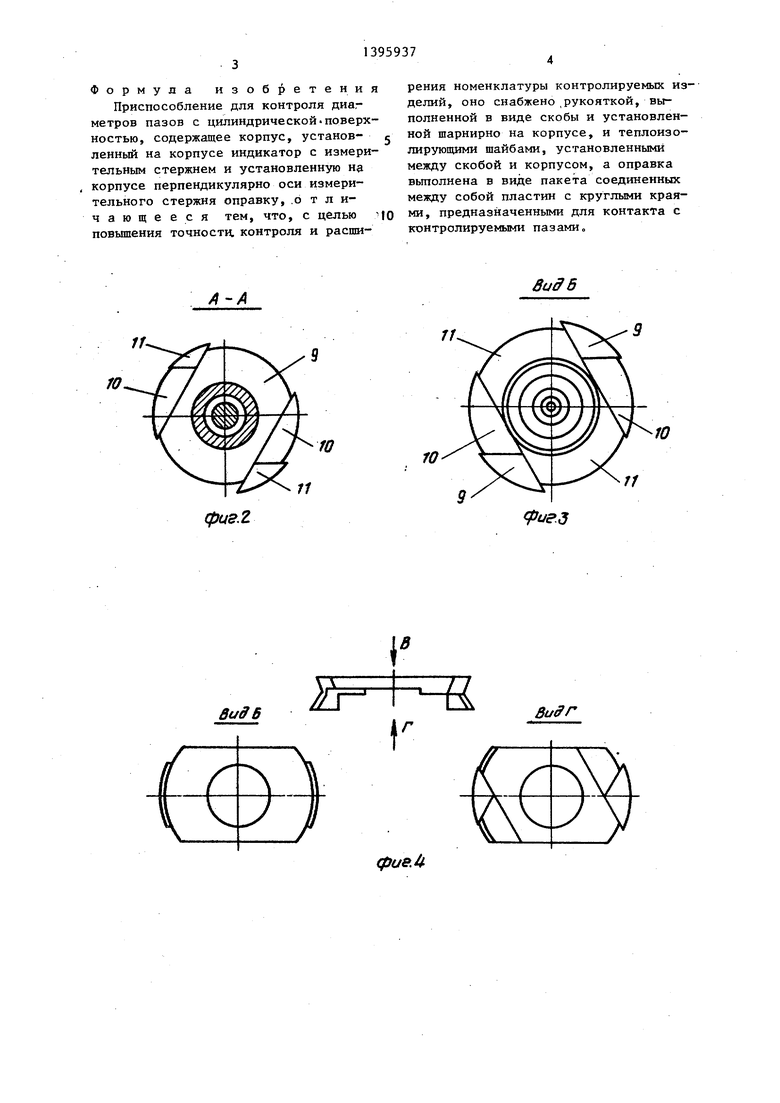
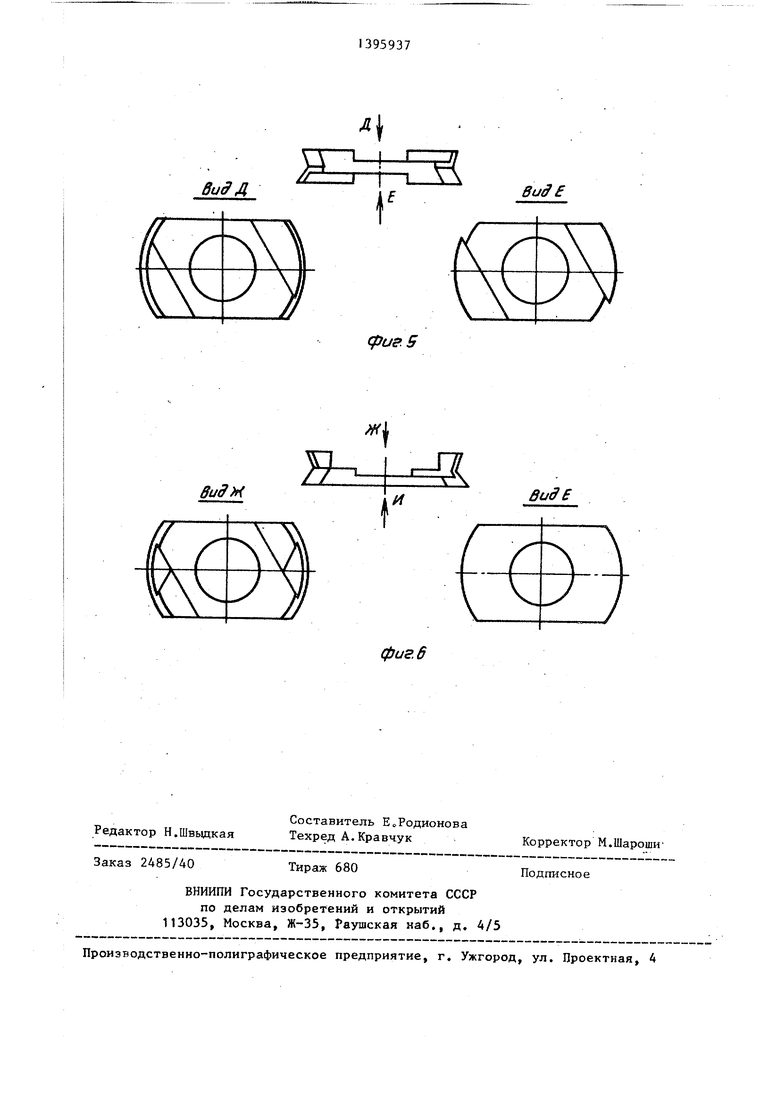
На фиг,1 представлено приспособление, общий ВИД} на фиг„2 - разрез А-А на фигИ; на фиг„3 - вид Б на фиГо1; на фиг.4,5 и 6 - верхняя, средняя.и нижняя пластины в трех проекциях .
Приспособление содержит индикатор 1 часового типа, закрепленный в корпусе 2, скобу 3, шарнирно установленную на осях 4 с теплоизолирующими шайбами 5,6,7, винт 8, фиксируйщий ркрбу в рабочем положении, верхнюю , среднкйо 10 и нижнюю 11 пластины, собранные в пакет и прикрепленные к корпусу 2 гайкой 12, и контролируемую деталь (калибр) 13.
Приспособление работает следующим образом.
Если известен номер ремонтного размера диаметра паза с цилиндрической поверхностью контролируемой детали 13, то приспособление-вначале устанавливают перпендикулярно оси отверстия калибра (контрольного элемента) так, чтобы пластина.-соответствующая этому ремонтному раз- ,меру, своими круглыми краями каса лась поверхности паза. Нулевая отметка шкалы индикатора 1 совмещается со стрелкой Затем приспособление таким же образом устанавливают на цилиндрическую поверхность паза контролируемой детали 13 и по отклонению стрелки от нулевой отметки наблюдают фактическое отклонение диаметра паза контролируемой детали 13 от номинального значения известного ремонтного размера.
Если неизвестен номер ремонтнсзго размера диаметра паза контролируемой детали 13, то сначала нулевую отметку шкалы индикатора 1 совмещают со стрелкой, используя калибр, соответствующий 2-му ремонтному размеру, и при этом цилиндрической поверхности отверстия калибра должна касаться своими круглыми краями пластина, соответствующая 2-му ремонтному размеру. Затем приспособление таким же образом уста. навливают на цилиндрическую по- Ъерхность паза контролируемой детали 13 и по отклонению стрелки от нулевой отметки наблюдают фактическое отклонение диаметра паза контролируемой детали 13 от номинального значения 2-го ремонтного размера. Если при этом наблюда емое отклонение значитально превышает поле допуска 2-го ремонтного размера в сторону уменьшения или увеличения, то делают вьшод о принадлежности контролируемой детали к 1-му или 3-му ремонтным разме5 рам.
После того, как определен номер ремонтного размера контролируемой детали 13, ее контроль производится в указанной последовательности для слу
0 чая, когда номер ремонтного размера известен заранее.
Для удобства пользования приспособлением оно снабжено скобой 3, шар5 нирно установленной на осях 4 с теплоизолирующими шайбами 5,6,7, которые исключают передачу тепла от скобы 3, которую держит в руке контролер в процессе работы. Скоба 3 имеет воз0 можнасть поворачиваться вокруг оси 4. Для этого необходимо ослабить винт 8.
Конструкщ1я пластин, приведенная на фиг.4,5,6, позволяет дополнительно
с контролировать еще три ремонтных размера, т.е. еще три паза с цилин- дрической- поверхностью. Чтобы переналадить приспособление для контроля другой группы деталей с пазами с ци0 линдрической поверхностью, необходи .МО отвернуть гайку 127 снять пакет пластин, повернуть его другой стороной и снова закрепить гайкой 12 к корпусу 2.
5
Приспособление позволяет контролировать несколько ремонтных размеров пазов с цилиндрической поверхностью одним приспособлением (без
g переналадки) с высокой точностью в отличие от известных, где можно проконтролировать только один ремонтный размер, и может найти применение в ремонтном производстве, например,
5 для контроля диаметра полуотверстий подшипниковой и поджимной обойм гид-: ронасосов типа НШ, используемых в гидросистемах тракторов и других машин.
Формула изобретения
Приспособление для контроля диа,- метров пазов с цилиндрической-поверхностью, содержащее корпус, установленный на корпусе индикатор с измерительным стержнем и установленную на корпусе перпендикулярно оси измерительного стержня оправку, .о т л и- чающееся тем, что, с целью : повышения точности, контроля и расши
рения номенклатуры контролируемых изделий, оно снабжено .рукояткой, выполненной в виде скобы и установленной шарнирно на корпусе, и теплоизолирующими шайбами, установленными между скобой и корпусом, а оправка вьтолнена в виде пакета соединенных между собой пластин с круглыми краями, предназначенными для контакта с контролируемыми пазами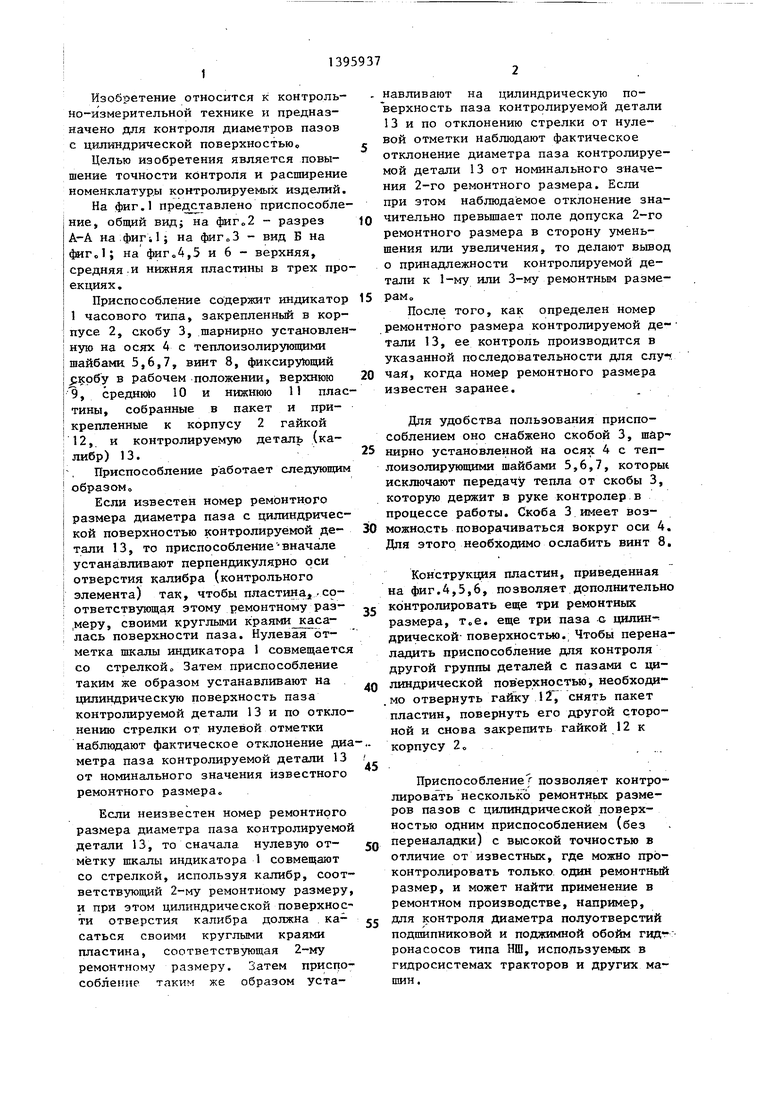
Изобретение относится, к контрольно-измерительной технике и предназначено для контроля диаметров пазов с цилиндрической поверхность. Целью изобретения является повышение точности измерения и расширение номенклатуры контролируемых изделий за счет снабжения приспособления, содержащего корпус 2, индикатор 1 с измерительным стержнем поправку, скобой 3 с теплой3олируннцими пайба- ми 5,6,7 и выполнения оправки сборной из пакета соединенных между собой пластин 9,10,11 с пазами и круглыми краями, предназначенными для взаимодействия с контролируемыми пазами, 6 ил.
А-А
11
фиг.2
Buff в
й
BuffB
7Г
11
ffJue.3
Г
Buffr
фиеЛ
BuffA
П I Гп
/у I I
Редактор Н.Швьщкая
Составитель E Родионова Техред А.Кравчук
Заказ 2Д85/40
Тираж 680
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
A
вид
(flue. 5
Виде
фи5.6
Корректор М.Шароши
Подписное
| Патент США № 3848339, кл | |||
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
