Изобретение относится к обработке металлов давлением и может быть использовано в листопрокатном производстве, в частности на широкополосных станах горячей прокатки при под- готовке и профилировании рабочих валков, например клетей чистовой группы стана.
Цель изобретения - повышение ка- чества проката за счет увеличения точности согласования поверхностей рабочих и опорных валков.
Сущность предлагаемого способа заключается в том, что профилирова- ние рабочего валка при каждой очередной переточке (выполнение шлифо- вочноА выпуклости-вогнутости) учитывает текущую величину износа опорного валка. При этом начальная шли- фовочная вогнутость на рабочем валке, определяемая сроком завалка опорного валка, в конце кампании опорного валка превращается в шлифовочную выпуклость. То ecTJ происходит непре рывное изменение шлифовочной профилировки рабочего валка знакоперемен- но, изменяясь от переточки к переточке в соответствии с шфажением
t- j-CQ/Qj -a).
где S текущая величина профилируемой выпуклостн-вогнутости рабочего валка;
максимальная величина изменения рабочего валка за одну кампаишо опорного валка; Q - текущая величина объема проката, характеризующего кампанию опорного валка; а - коэффициент, характеризующий типоразмер стана и сортамен прокатываемых полос, ,2-0,8; Qy- суммарная величина объема
проката, определяющего кампанию опорного валка. Текущая величина шлифовочной выпуклости-вогнутости может изменяться по абсолютной величине в пределах О - . Например, в начальный период завалки опорных валков вогнутость составляет величину в пределах 0,10 0,80 мм соответственно от последней клети чистовой группы до первой, а в конце завалки опорных валков шлифо- вочная выпуклость на рабочих валках составляет 0,20-0,60 мм соответственно от последней к первой клети
чистовой группы стана. Следовательно, величина максимального изменения шлифовочного профиля рабочего валка составит 0,3-1,4 мм на диаметр его от последней к первой клети соответственно. Суммарньй объем проката, определяющий кампанию опорного валка, Qg 150-250 тыс. т. Большая величина характерна при прокатке на стане предпочтительно толстых полос, а меньшая величина - при прокатке относительно тонких полос. Коэффициент а 0,2-0,8 и показьшает какова доля вогнутого типа шлифовочного профиля и выпуклого рабочего валка используется за одну кампанию опорного валка Данньй коэффициент зависит от типоразмера стана и Сортамента прокатываемых полос и месторасположения клети в группе стана. Например, для станов с длиной бочки 2000-2500 мм и для первых клетей более целесообразен а 0,8 и дальнейшее увеличение, т.е. ,8 способно увеличить рассогласованность профилей рабочего и опорного валка даже на больших типоразмерах станов и в первых клетях. Значения коэффициента а 0,2 приемлемы для станов с малой длиной бочки, например 1000-1450 мм и для последних клетей группы стана. Значения а 0,2 даже на этих станах, где износ меньше, чем на станах больших типоразмеров, и в последних клетях чистовой Группы способны привести к рассогласованности профилей рабочего и опорного валков, к искажению межвалкового зазора и ухудшению качества прокатываемых полос, например уменьшению требуемой выпуклости на полосе.
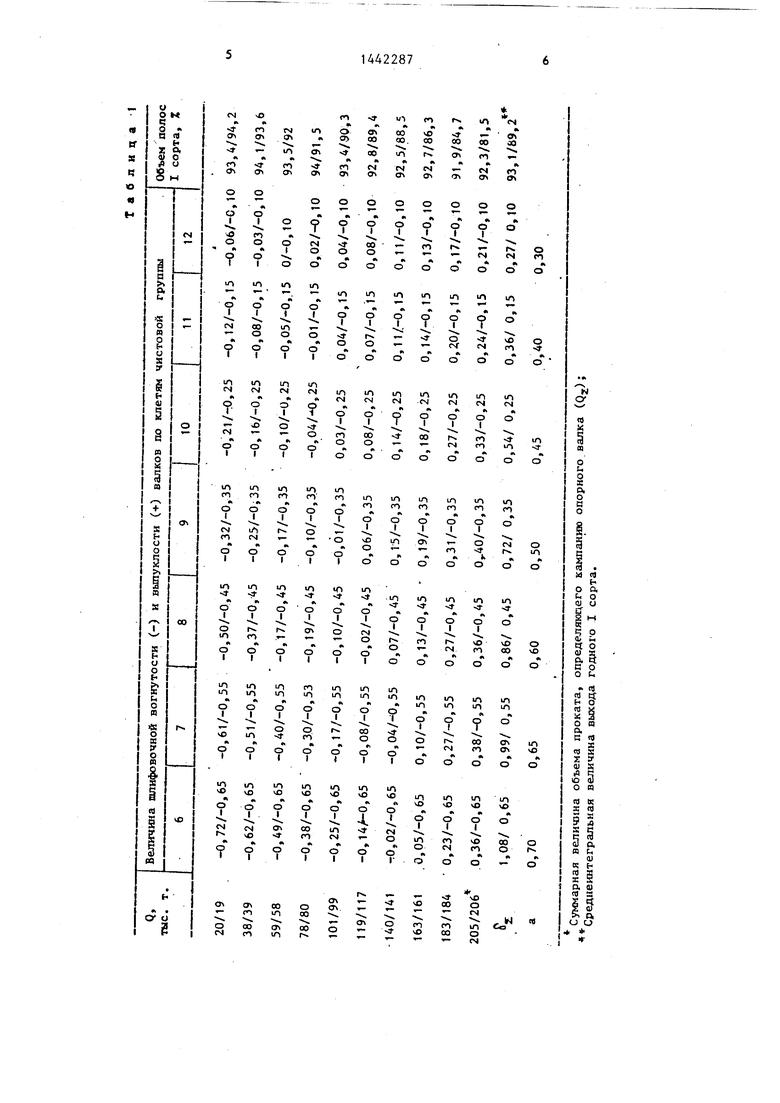
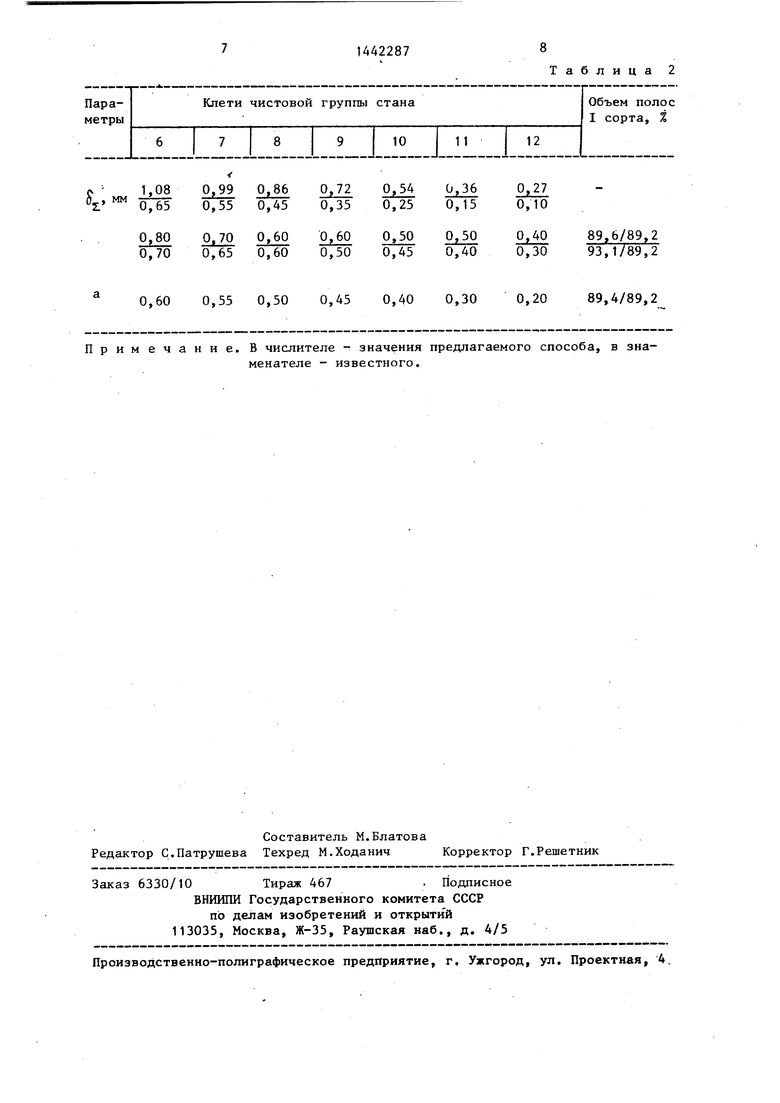
Предлагаемый способ опробован на стане 2000 горячей прокатки (г/п) В табл. 1 приведены результаты сопоставительных прокаток по предлагае- моьгу; (числитель) и известному (знаменатель) способам. При этом коэффициент а 0,3-0,7, S - 0,27- 1,08 мм, а текущее значение шлифовочной выпуклости рабочего валка изменялось в пределах - 0, 6 0,40 мм. Максимальное значение выпуклости рабочего валка пришлось на среднюю клеть (№ 9) чистовой группы стана, где износ опорного валка максимален. Из анализа результатов сопоставительных прокаток следует, что предлагаемый способ по сравнению с известив (.в соответствии с которым шлифовочные выпуклости рабочих валков оставались неизменными протяжении всей кампании опорных валков за одну кампанию эксплуатации опорных валков обеспечил увеличение выхода годного полос с высшей категорией (I сорта) путем повышения точности прокатьшаемости полос на 3,9%. Из анализа примера с граничными значениями способа (табл.2) в условиях того же стана, следует, что степень согласованности образующих рабочих и опорных валков снижается при гра- ничных значениях коэффициента а и это снижает эффект качества до уровня известного способа, хотя и не- сколько выше, чем по известному способу.
Типь используемых при этом про- филировок образующих известны, например, параболическими.
Основные технико-экономические показатели предлагаемого способа сводятся к повышению выхода годного полос с вышей категорией качества.
Формула изобретения
Способ профилирования прокатных валков преимущественно четьфехвалко- вых клетей чистовой группы прокатного стана, включающий придание поверхностям опорных валков исходной выпуклости, рабочих - исходной вогнутости и дальнейшие периодические переточки поверхностей рабочих валков в течение кампании эксплуатации опорных валков, отличающийс я
тем, что, с целью повышения
качества проката за счет увеличения точности согласования поверхностей рабочих и опорных валков, в процессе переточек рабочих валков величину прогиба образующих их поверхностей последовательно изменяют на противоположную по знаку в соответствии с выражением
5 5 (),
где
z0 - текущая величина прогиба образующей рабочего валка; максимальная величина изменения прогиба образующей рабочего валка в течение кампании эксплуатации опорного валка;
текущая величина объема про-
величина объема проката, определяющая кампанию эксплуатации опорного валка, а 0,2-0,8 - коэффициент, характеризующий типоразмер стана и сортамент проката, при этом исходная величина вогнутости образующих поверхностей рабочих валков в 1,5-2,0 раза больше, чем ко- ечная величина их выпуклости -для валков первых двух клетей чистовой группы и в 2,0-3,5 раза меньше для валков последних двух клетей, последовательно изменяясь в промежутке между ними.
Таблица 2
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ЭКСПЛУАТАЦИИ РАБОЧЕГО ВАЛКА СТАНА ХОЛОДНОЙ ПРОКАТКИ | 2005 |
|
RU2312721C2 |
| СПОСОБ УНИВЕРСАЛЬНОЙ ПРОФИЛИРОВКИ ВАЛКОВ ЛИСТОВЫХ СТАНОВ | 2006 |
|
RU2302306C1 |
| Способ профилирования рабочих валков клетей чистовой группы широкополосного стана | 1988 |
|
SU1653878A1 |
| Способ подготовки и эксплуатации рабочих валков клети кварто | 1991 |
|
SU1780891A1 |
| Способ профилирования рабочих валков чистовой группы клетей широкополосного стана | 1988 |
|
SU1537339A1 |
| СПОСОБ ПРОФИЛИРОВАНИЯ РАБОЧИХ ВАЛКОВ КЛЕТИ КВАРТО СТАНА ГОРЯЧЕЙ ПРОКАТКИ | 1992 |
|
RU2043796C1 |
| СПОСОБ ПРОФИЛИРОВАНИЯ ОПОРНЫХ ВАЛКОВ СИСТЕМЫ КВАРТО | 2002 |
|
RU2222393C1 |
| Способ профилирования валков прокатного стана | 1979 |
|
SU863029A1 |
| Способ профилирования валков прокатного стана | 1978 |
|
SU910244A1 |
| Способ профилирования рабочих валков листопрокатной клети | 1985 |
|
SU1268225A1 |
Изобретение относится к обра-г ботке металлов давлением и может быть использовано в листопрокатном производстве, в частности на широкополосных станах горячей прокатки при подготовке и профилировании рабочих валков, например клетей чистовой группы .стана. Цель изобретения - повышение ;качества проката за счет увеличения точности согласования поверхностей рабочих и опорных валков. Способ профилирования рабочих валков заключается в том, что в процессе одной компании эксплуатации опорного валка величину прогиба образующей поверхности бочки рабочего валка знакопеременно изменяют от переточки к переточке в соответствии с выражением 5 -а), где S - текущая величина профилируемой выпуклости-вогнутости рабочего валка, Oj- - максимальная величина изменения рабочего валка за одну кампанию опорного валка, Q - текущая величина объема проката, характеризующего к 1мпанию опорного валка/ суммарная величина объема проката, определяющего кампанию опорного валка, а - коэффициент, характеризующий типоразмер стана и сортамент прокатываемых полос (а С - - 0,8), Способ позволяет повысить выход годного. 2 табл. (Л
Примечание. В числителе - значения предлагаемого способа, в знаменателе - известного.
| Авторское свидетельство СССР № 11741П, кл | |||
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
