/ Z5212ff 12
(/
С
Фиг.
Изобретение относится к обработке металлов давлением и может быть использовано в машиностроении для резки движущейся проволоки на мерные заготовки.
Цель изобретения - повышение качества резки путем снижения изгибающих нагрузок на проволоку.
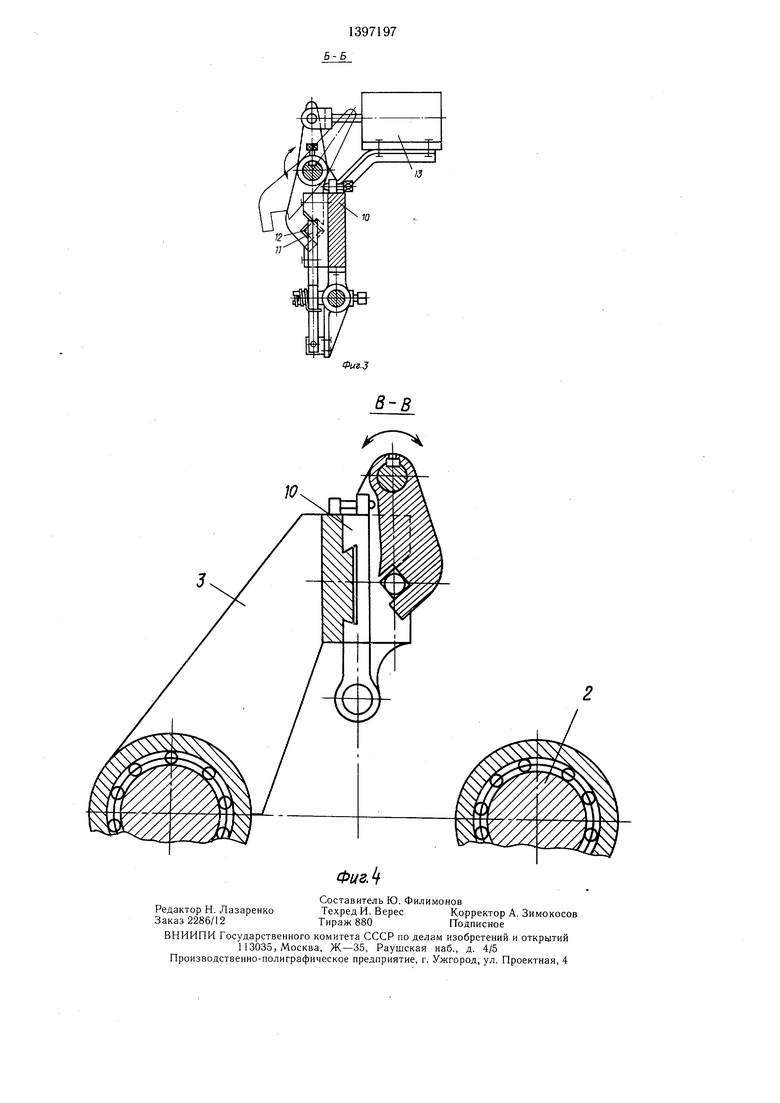
На фиг. 1 изображено устройство для резки проволоки, общий вид; на фиг. 2 - разрез А-А на фиг. 1; на фиг. 3 - разрез Б-Б на фиг. 1; на фиг. 4 - разрез В-В на фиг. 1.
Устройство для мерной резки движущейся проволоки содержит основание 1 с направляющими 2, на которых с возвратно- поступательным перемещением на щарико- вых сепараторах (не указаны) установлена каретка 3. На каретке смонтированы две полуцилиндрические обоймы 4 механизма
5резки, состоящего из неподвижного ножа
6с выходным отверстием и приводного ножа 7, связанного через рычаг 8 с пневмо- цилиндром 9, и средство 10 для отмеривания с датчиком 11 длины проволоки, направляющим каналом 12 и пневмоцилинд- ром 13 раскрытия канала. В обоймах 4 установлена с возможностью перемещения в горизонтальной плоскости пара самоцентрирующихся прижимов 14, выполненных в виде призм, с подпружиненными толкателями 15, связанными через рычаги 16 с пневмоцилиндром 17 зажима. Каретка 3 через уложенные на блоках 18 гибкие связи 19 и 20 соединена с двух сторон со щтока- ми 21 соответствующих пневмоподъемни- ков 22 и 23, последовательно работающих, вертикально установленных в основании 1, на поршнях 24 которых уложен набор грузовых щайб 25.
Автоматическая работа устройства обеспечивается, кроме датчика II длины проволоки, датчиками 26 и 27, взаимодействующими с рычагом 8. На основании 1 установлен также корпус подающего механизма 28 с горизонтально установленными приводными роликом 29 и прижимным роликом 30, сцепление которых с проволокой без проскальзывания под действием массы грузовых шайб 25 обеспечено натяжным винтом 31. Торцы прижимов 14 и обойм 4 выполнены профильными (криволинейными) со стороны ролико.в и частично облегают радиальные поверхности последних в начальный период работы устройства для сближения входного отверстия прижимов и вертикальной оси роликов.
Скорость подъема поршней 24 подъемников 22 и 23 для нормальной работы устройства больще скорости подачи проволоки. Устройство работает следующим образом.
После включения подачи проволоки при отключенном датчике 11 длины прово0
5
0
5
0
5
0
5
0
5
локи, направляющий канал 12 средства 10 для отмеривания закрывается с сечением, необходимым для прохода проволоки, приводной нож 7 поднимается в верхнее, положение, включается датчик 26 рычагом 8, пневмоцилиндр 17 откдючается, подпружиненные толкатели 15 разводят прижимы 14, каретка 3 смещается в крайнее левое положение после включения пневмоподъемника
23и отключения пневмоподъемника 22 при помощи грузовых шайб 25 и гибкой связи 19, при этом профильные (криволинейные) торцы полуцилиндрических обойм 4 и прижимов 14 частично облегают радиальные поверхности роликов 29 и 30 подающего механизма 28.
Проволока подается роликами 29 и 30 через выходное отверстие неподвижного ножа 6 в направляющий канал 12 и взаимодействует с датч иком 11 длины проволоки, который включает на рабочий ход пневмоцилиндр 9 механизма 5 резки. Рычаг 8 во время поворота отключает- датчик 26, который в свою очередь включает пневмоцилиндр 17, зажимая проволоку прижимами 14 через рычаги 16 и толкатели 15, включает пневмоподъемник 22 и отключает пнев- моподъемник 23, который, опуская поршень
24со штоком 21 грузовыми шайбами 25, натягивает через блок 18 гибкую связь 20 при отпущенной гибкой связи 19. Зажим проволоки осуществляется быстрее пневмоцилиндром 17, чем переключение пневм о подъемников 22 и 23 за счет различных объемов полостей, поэтому проволока первоначально толкает каретку 3 по направляющим 2 основания 1, а при дальнейшем процессе резки сдерживает движение каретки, осуществляемое грузовыми шайбами 25 анев- моподъемника 23. При проскальзывании проволоки в роликах 29 и 30, что приводит к увеличению рабочего хода каретки, во время рабочего хода каретки 3 регулируют сцепление проволоки с роликами нажимным винтом 31, а напряжение проволоки между роликами и сжатыми призмами - изменением количества грузовых щайб. Приводной нож, опускаясь, производит резку проволоки, рычаг 8 взаи.модействует в конце хода ножа с датчиком 27, который включает пневмоцилиндр 13 на раскрытие направляющего канала 12, выбрасывая мерный отрезок проволоки из средства 10 для отмеривания и освобождая датчик 11.
Далее процесс повторяется.
Формула изобретения
1. Устройство для мерной резки движущейся проволоки, содержащее основание, в направляющих которого установлена с возможностью возвратно-поступательного перемещения каретка со смонтированными
на ней двумя полуцилиндрическими обоймами с прижимами, связанными через толкатели с приводом их перемещения, механизм резки, включающий подвижный и неподвижный ножи, средство для отмеривания с датчиком длины отрезаемой проволоки и подающие ролики, отличающееся тем, что, с целью повышения качества резки, оно снабжено двумя вертикальными силовыми цилиндрами одностороннего действия, при этом порщень каждого из них связан гибкой связью с кареткой и снабжен сменными грузовыми шайбами.
2. Устройство по п. 1, отличающееся тем, что оно снабжено двумя двуплечими рычагами, шарнирно закрепленными на каретке с возможностью взаимодействия одними
плечами с толкателями, при этом привод перемещения толкателей выполнен в виде пневмоцилиндра, корпус и шток которого связаны со свободными плечами двуплечих рычагов, прижимы выполнены в виде самоцентрирующихся призм, а торцы прижимов и полуцилиндрических обойм со стороны подающих роликов выполнены криволинейными.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для мерной резки проволоки | 1985 |
|
SU1294438A1 |
| Устройство для мерной резки упругого пруткового материала | 1987 |
|
SU1447499A2 |
| Устройство для мерной резки упругого пруткового материала | 1985 |
|
SU1240494A1 |
| Устройство для мерной резки проволоки или стержней | 1991 |
|
SU1807911A3 |
| УСТРОЙСТВО ДЛЯ РЕЗКИ ДВИЖУЩЕГОСЯ ПРОКАТА | 1999 |
|
RU2166413C2 |
| УСТРОЙСТВО ДЛЯ РЕЗКИ НЕПРЕРЫВНО ДВИЖУЩЕГОСЯ ПРОКАТА | 1995 |
|
RU2090317C1 |
| УСТРОЙСТВО ДЛЯ НАВИВКИ ПРУЖИН с ДВУМЯ ВЕТВЯМИ ПРОТИВОПОЛОЖНОГО НАПРАВЛЕНИЯ | 1971 |
|
SU424644A1 |
| Стол с выдвижными полками для промазки заготовок | 1988 |
|
SU1636068A1 |
| Донносшивной станок | 1989 |
|
SU1765001A1 |
| Автомат для изготовления деталей из ленточного материала | 1988 |
|
SU1634352A1 |

Изобретение относится к обработке металлов давлением и может быть использовано в машиностроении для резки движущейся проволоки. Цель изобретения - по- вь шение качества резки. Проволока подается роликами 29, 30 через отверстия неподвижного ножа 6 и взаимодействует с датчиком 11, который приводит в движение механизм резки. Включается пневмоподъем- ник 22, и отключается пневмоподъемник 23, который, опуская поршень 24 с грузовыми шайбами, натягивает гибкую связь 20. За счет различных объемов полостей пневмо- цилиндра 17 и пневмоподъемников 22 и 23 зажим проволоки осуш,ествляется быстрее, чем переключение пневмоподъемников 22 и 23. Поэтому проволока сначала толкает каретку 3, а затем сдерживает ее движение, осуш,ествляемое грузовыми шайбами 25. 1 з.п. ф-лы, 4 ил. Q S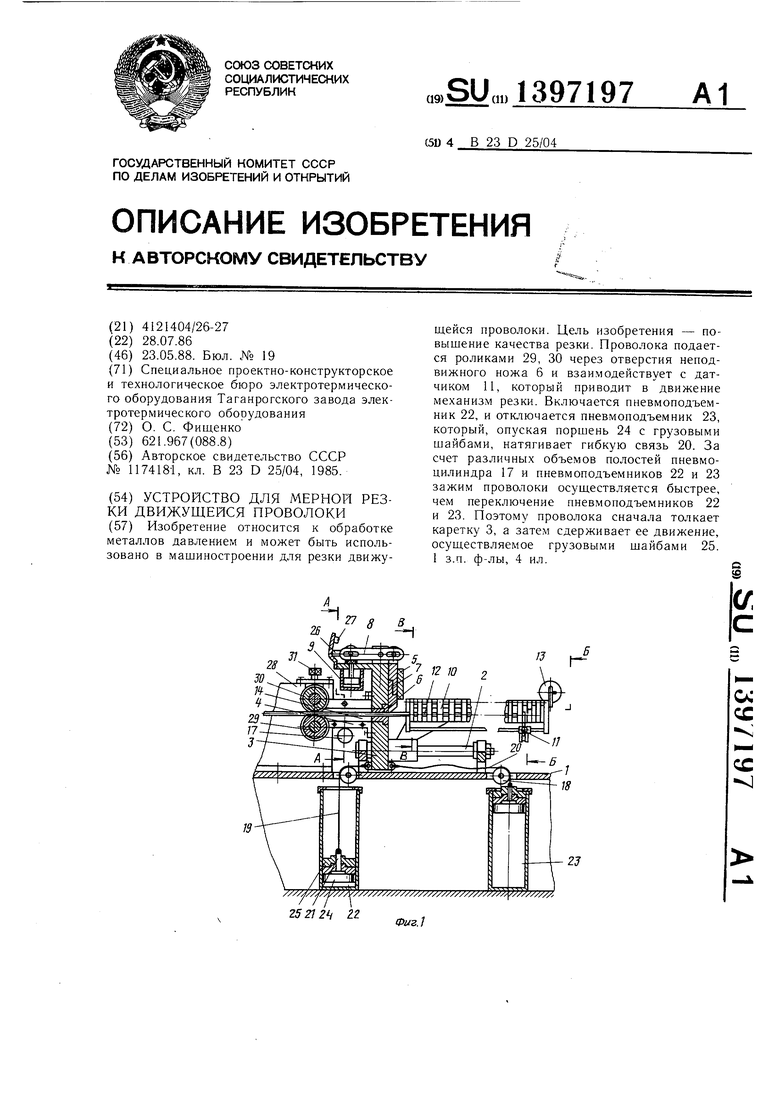
Фиг. 2
Редактор Н.Лазаренко Заказ 2286/12
Составитель Ю. Филимонов
Техред И. ВересКорректор А. Зимокосов
Тираж 880Подписное
ВНИИПИ Государственного комитета СССР по делам изобретений и открытий
113035, Москва, , Раушская наб., д. 4/5 Производственно-полиграфическое предприятие, г. Ужгород, ул. Проектная, 4
Фиг.
| Авторское свидетельство СССР № 1174181, кл | |||
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
