Изобретение относится к деревообрабатывающей промышленности, в частности к оборудованию для изготовления доньев бочек, и может быть использовано на предприятиях по производству бондарной тары.
Цель изобретения - упрощение конструкции.
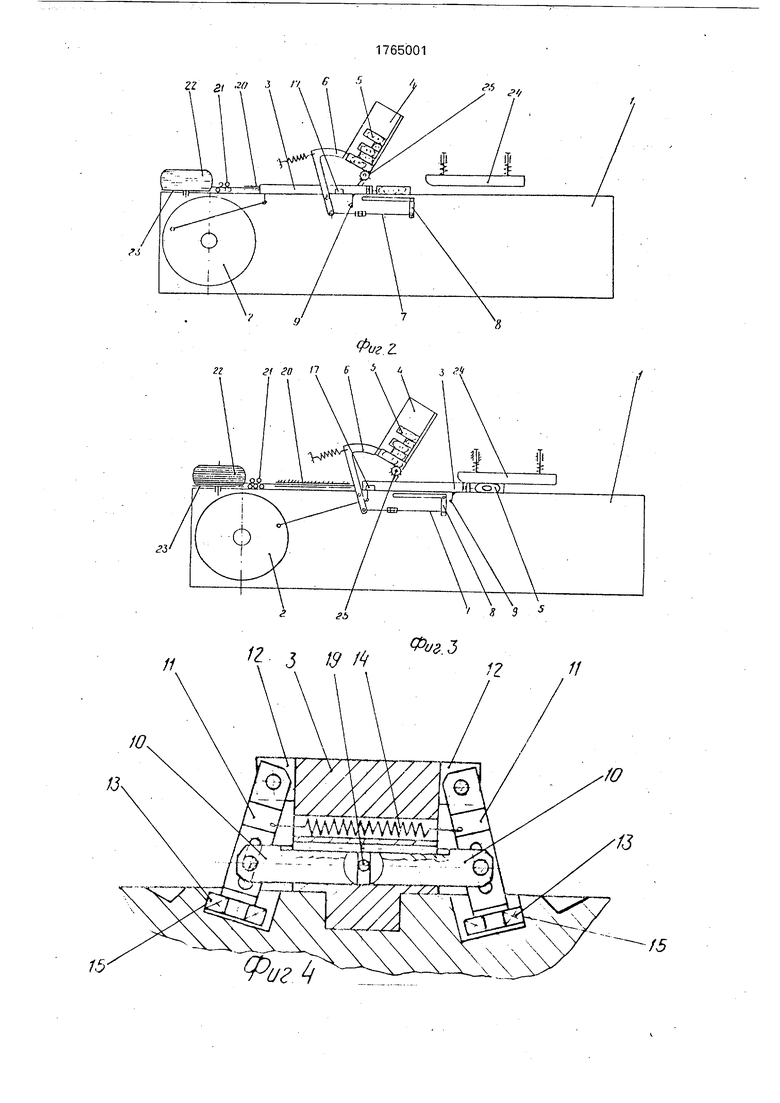
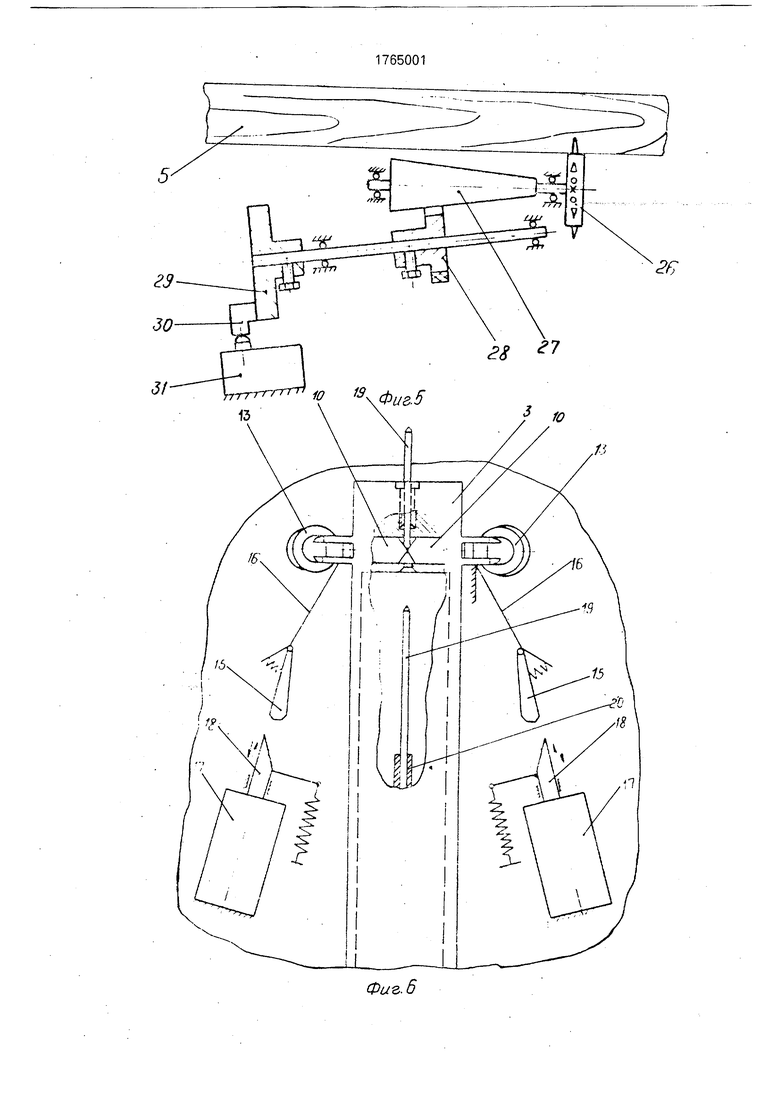
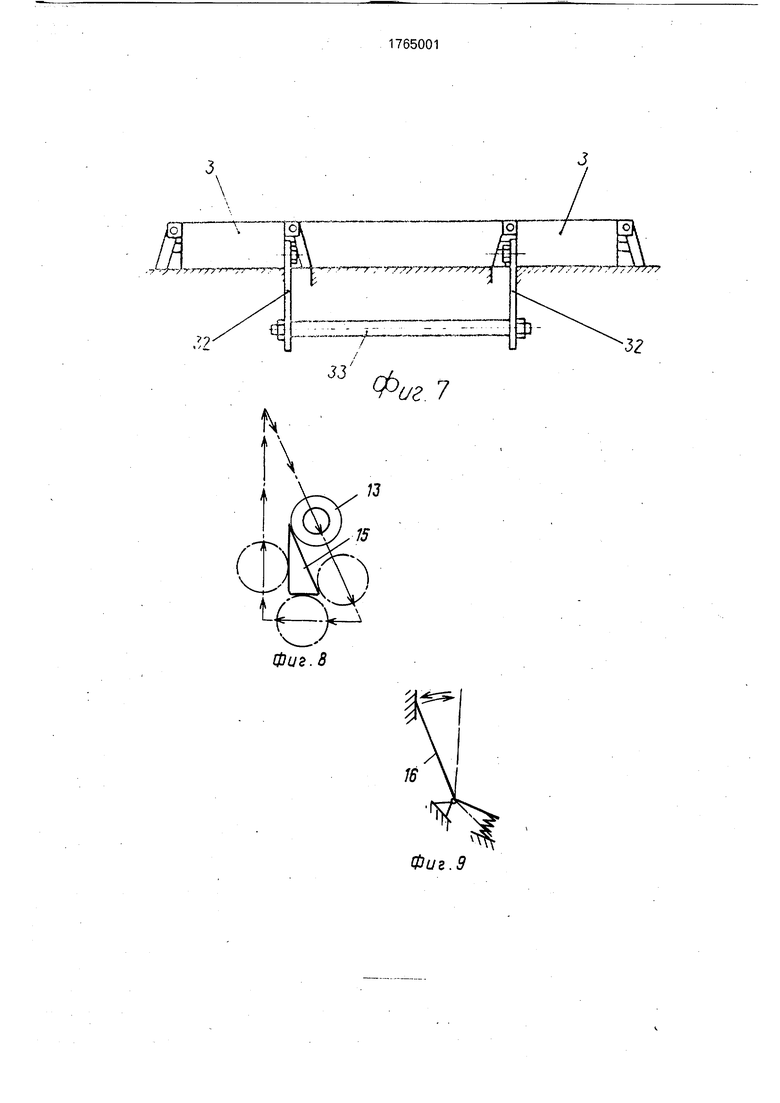
На фиг.1 - схема станка, общий вид (клепка вытолкнута из магазина); на фиг.2 - то же, клепка уложена на стол сшивки; на фиг.З - то же, клепка под прижимом; на фиг.4 - поперечный разрез каретки (привод отрезных ножей); на фиг.5 - схема измерителя длины комплекта клепок; на фиг.6 - механизм отрезки шпилек1 на фиг 7 - конструкция регулируемых упоров каретки; на фиг.8 - схема взаимодействия роликов с направляющими; на фиг.9 - поворотная часть
направляющих; на фиг.10 - каретка, вид сверху.
Станок состоит из станины 1, внутри которой установлен кривошипно-шатунный механизм 2, связанный шатуном с кареткой 3. скользящей по верхней плоскости станины 1. На станине 1 также установлен магазин 4 для клепок 5 Магазин 4 установлен наклонно, и угол наклона его может изменяться в зависимости от необходимости соблюдения устойчивости пакета клепок 5 в нем, которая зависит от разности ширин клепок 5 в комплекте. Магазин 4 снабжен толкателями 6, которые шарнирно закреплены к станине 1 и связаны регулируемой тягой 7 с укладчиками 8 Каретка 3 снабжена регулируемым упорами 9, взаимодействующими с толкателями 6. Регулировка упоров 9 производится когда изменяется угол наа
ел о о
1765001

| название | год | авторы | номер документа |
|---|---|---|---|
| Донносшивной станок | 1989 |
|
SU1813639A1 |
| Донносшивной станок | 1990 |
|
SU1765000A2 |
| Донносшивной станок | 1990 |
|
SU1764999A2 |
| Донносшивной станок | 1988 |
|
SU1703459A1 |
| Линия для изготовления доньев бочек | 1983 |
|
SU1147566A1 |
| Донносшивной станок | 1977 |
|
SU941181A1 |
| Донносшивной станок | 1989 |
|
SU1754450A1 |
| Донно-сшивной станок | 1959 |
|
SU128133A1 |
| Станок для сборки бочек | 1991 |
|
SU1822818A1 |
| Станок для изготовления пружин с отогнутым концом | 1971 |
|
SU438478A1 |
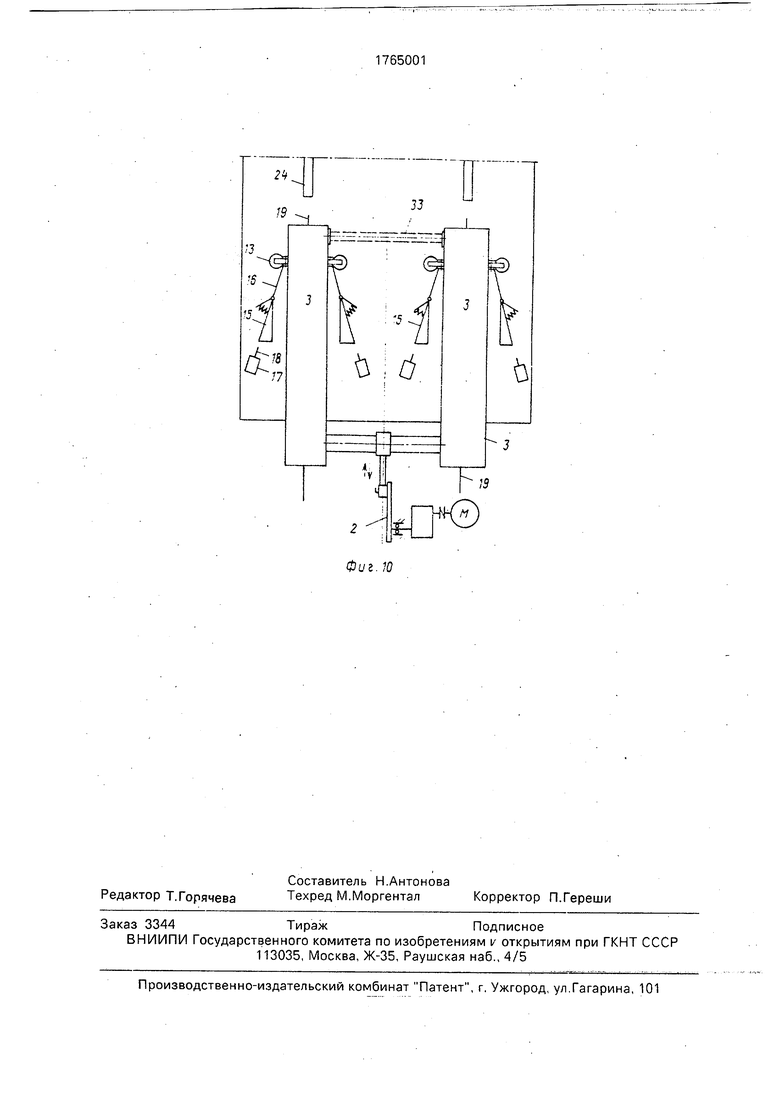
Изобретение относится к деревообрабатывающей промышленности, в частности к оборудованию для изготовления доньев бочек, и может быть использовано на предприятиях по производству бондарной тары Цель изобретения - упрощение конструкции. Донносшивной станок состоит из станины, кривошипно-шатунного механизма 2, каретки 3, внутри которой установлены отрезные ножи, стола сшивки с прижимом 24 и магазина с устройством поштучной выдачи заготовок и устройством прерывания сшивки. Наклонный магазин с устройством для поштучной выдачи клепок состоит из двуплечих рычагов с толкателем и укладчиком, привод ножей в виде рычагов с роликами взаимодействует с наклонными направляющими и поворотной передней частью. Устройство прерывания сшивки включает измеритель длины комплекта клепок, который установлен на дне магазина и с электромагнитным приводом 17 связан При перемещении каретки 3 происходит сшивка посредством шпилек комплекта клепок. 1 з.п. ф-лы, 10 ил. (Л
клона магазина 4, а также с целью обеспечения оптимальных условий взаимодействия с толкателями 6. Кроме того, внутри каретки 3 установлены две пары отрезных ножей 10, привод которых выполнен в виде одноплечих рычагов 11, закрепленных с одной стороны к проушинам 12, а с другой стороны снабженных роликами 13. Между собой они соединены пружиной 14. При этом на станине 1 закреплены направляю- щие 15, с которыми взаимодействуют ролики 13. Направляющие 15 установлены под углом к оси движения так, что при перемещении каретки 3 вперед, в направлении сшивки, ролики 13 поджимаются их боковы- ми стенками к каретке 3 и отрезные ножи 10 сходятся. Направляющие 15 имеют передние подпружиненные поворотные части 16, пропускающие ролики 13 при ходе каретки 3 вперед, в зону сшивки, и отодвига- ющие их от каретки 3 при ходе ее назад, при этом отрезные ножи 10 расходятся.
Работой привода отрезных ножей 10 управляют электромагниты 17, снабженные заслонками 18.
Внутри каретки 3 пропущено две нитки проволоки 19 в трубках 20, закрепленных к станине 1. Из проволоки 19 изготавливаются шпильки для сшивки щита. Каждая нитка проволоки 19 пропущена через выравнива- ющие ролики 21 и разматывается с бухты 22, уложенной на поворотной подставке 23.
Перед кареткой 3, в зоне сшивки, установлены подпружиненные прижимы 24.
Для разделения щитов при сшивке предназначено устройство прерывания сшивки, состоящее из измерителя 25 длины комплекта клепок 5, установленного на дне магазина 4, и заслонок 18 с электромагнитным приводом 17.
Измеритель 25 длины комплекта клепок 5 состоит из мерного колеса 26 с шипами, закрепленного на одной оси с конусом 27, с поверхностью которого контактирует ролик 28, передающий вращение на кулак 29, снабженный толкателем 30, взаимодействующим с датчиком 31 (например, микропереключателем) управления работой электромагнитов 17.
Регулируемые кронштейны 9 состоят из переставных стоек 32, закрепленных к каретке 3, и передвижного стержня 33, закрепленного к стойкам 32.
Работает станок следующим образом.
Измеритель 25 длины комплекта клепок 5 настраивается на нужный размер длины щита путем осевого перемещения ролика 28 по образующей поверхности конуса 27. На меньшем диаметре конуса будут сшиваться щиты большей длины при большем диаметре - меньшей. И в том, и в другом случае длина сшитого щита будет определяться отношением диаметров ролика 28 и поперечного сечения конуса 27 в месте его контакта с роликом 28.
В магазин 4 укладываются стопой клепки 5. После этого станок включается. Криво- шипно-шатунный механизм 2 перемещает каретку 3 назад и упорами 9 надавливает на толкатели 6, которые выталкивают нижнюю клепку 5 из магазина 4. Одновременно толкатели 6 через тягу 7 приподнимают укладчики 8, на которые соскальзывает вытолкнутая из магазина 4 клепка 5.
При ходе каретки 3 назад рычаги 11 сначала разводят отрезные ножи так, чтобы между ними свободно могла пройти проволока 19, а в конце хода назад под действием пружины 14 отрезные ножи 10 сводятся и закусывают проволоку 19, при этом из торцовой части каретки 3 выступает заостренная часть проволоки 19.
При ходе каретки 3 вперед, в зону сшивки, кронштейны 9 отпускают толкатели б и они возвращаются в первоначальное положение. Одновременно тягой 7 опускают укладчики 8, которые укладывают вытолкнутую клепку 5 на верхнюю плоскость станины 1 перед кареткой 3, которая заостренными концами проволоки 19 перемещает ее в зону сшивки под прижимы 24. По пути перемещения производится протягивание проволоки 19 на длину шпильки и отрезка шпильки.
Производится эта операция следующим образом.
Ролики 13, контактируя с направляющей 15, заставляют отрезные ножи 10 сойтись и откусить проволоку. Далее ролики 13 отодвигают подпружиненные поворотные части 16 и проходят вперед. Части 16 направляющей 15 возвращаются в первоначальное положение и перекрывают роликам 13 проход под ними назад. При ходе назад ролики 13 катятся по поворотным частям 16 направляющей 15, отодвигая рычаги 11, которыми раздвигаются отрезные ножи 10 так, чтобы между ними свободно проходила проволока 19. При дальнейшем ходе назад ролики 13 перекатываются на направляющей 15, а далее, в конце хода назад, соскальзывают с направляющей 15, Под действием пружины 14 рычаги 11 сводятся и сводят отрезные ножи 10, которые закусывают проволоку 19 и при ходе каретки 3 вперед протягивают проволоку 19 до момента отрезки шпильки Если элеткромагниты перекрыли заслонками 18 проход роликам 13, тогда отрезные ножи 10 не сводятся и проволока 19 не захватывается. Каретка 3 в конце хода
вперед проталкивает клепку 5 под прижимы 24. Причем одновременно происходит вдавливание выступающих концов шпилек в тело клепки 5. При ходе назад клепка 5. удерживаемая прижимами 24, остается на месте, из уходящей каретки 3 извлекаются вторые концы шпилек и весь цикл повторяется.
Последующая клепка 5 накалывается на концы шпилек клепки 5 под прижимами 24, они сшиваются между собой и проталкиваются под прижимы 24 дальше. Последняя клепка 5 подается в зону сшивки без шпилек за счет срабатывания устройства прерывания сшивки, При выдаче последней клепки щита из магазина 4 кулак 29 совершает полный оборот и толкателем 30 нажимает на контакт датчика 31, который включает электромагниты 17, которые заслонками 18 перекрывают проход роликам 13, и ножи 10 не закусывают проволоку, каретка 3 совершает ход вперед без образования шпилек.
От длины и угла наклона направляющей 15 зависит величина подачи проволоки 19, точность отмеривания длины шпильки и место отрезки ее от проволоки 19.
Угол заострения концов шпилек зависит от особенностей режущих частей отрезных ножей 10.
Заявляемый станок может работать и без магазина 4. При этом укладка клепок 15 производится вручную перед толкателями при их крайнем заднем положении. Разделение щитов в этом случае производится путем одновременной укладки двух клепок
гг 21
5, последней сшиваемого щита и первой последующего щита.
Формула изобретения
отрезки шпилек снабжен одноплечими рычагами, направляющими и двумя парами ножей, при этом последние расположены внутри кареток, а направляющие - на станине, и выполнены наклонными относительно
осей симметрии кареток, одноплечие рычаги подпружинены между собой, соединены с ножами и посредством роликов смонтированы в направляющих, причем устройство прерывания сшивки снабжено электромагнитным приводом и электрически связанным с ним измерителем длины комплекта клепок.
толкателя контактирует с конечным выключателем.
Фиг I
11
V 3 19 Я
15
Фиг
Фиг.З
Фиъ.6
о о ю ю гч
I
,fv,
«оНсйш-
ло
IX
-а
fv,
«о
| Линия для изготовления доньев бочек | 1983 |
|
SU1147566A1 |
| Прибор с двумя призмами | 1917 |
|
SU27A1 |
| Прибор с двумя призмами | 1917 |
|
SU27A1 |
