1$ №Щ1ф№1щ щф)Щф,щ $q,is ffflpar tj:
.$; &; о.
tf../.
ф)Щф,щ $q,is ffflpar tj:
&Ј/Ј
00
ел
00
ю
Изобретение относится к области электрофизических и электрохимических методов обработки и может быть использовано для снятия заусенцев и скругления острых кромок деталей.
Целью настоящего изобретения является повышение производительности процесса анодно-абразивного удаления заусенцев. ,
На фйг.1 представлено устройство, реализующее предлагаемый способ анодно-абразивного удаления заусенцев; на фиг.2 - разрез на фиг.1. Схема обработки содержит цилиндрический металлический барабан 1, внутренняя поверхность которого изолирована перфорированной обечайкой 2, отражатель криволинейной формы 3, установленный на стойках 4, закрепленных на неподвижных осях 5 барабана 1, токо- проводящее покрытие 6, выполненное на рабочей поверхности отражателя 3, источник технологического напряжения 7, обрабатываемые детали 8, абразивный наполнитель 9.
Способ анодно-абразивного удаления заусенцев реализуется следующим образом. Барабан 1 подсоединяют к положительномуполюсу источника технологического напряжения 7 и вращают с заданной частотой вокруг неподвижных осей 5. Отражатель 3, установленный посредством стоек 4 на осях 5, подсоединяют к отрицательному полюсу источника технологического напряжения 7.-При вращении с заданной частотой барабана 1 возникающие центробежные силы прижимают обра- батываемые детали 8, абразивный наполнитель 9 и электролит к перфорированной обечайке 2, которые с большой скоростью перемещаются к отражателю 3. Обрабатываемые детали 8 и абразивный наполнитель 9, снятые отражателем 3 с обечайки 2, движутся по рабочей поверхности отражателя 3. Для увеличения пути перемещения обрабатываемых деталей и абразивного наполнителя вдоль отражателя, а следовательно, и увеличения производительности обработки, необходимо выявить условия, при которых не будет происходить их отрыв от рабочей поверхности отражателя. В предлагаемом устройстве криволинейная форма отражателя близка к форме образующей барабана. Отрыва частиц от отражателя происходить не будет в том случае, если кинетическая энергия частиц будет достаточной для преодоления сил трения об отражатель и друг с другом. Как показали эксперименты, наилучший результат достигается, когда кинетическая энергия частиц в момент перемещения на отражатель
достигает примерно четырехкратного превышения потенциальной энергии этих же частиц в верхней точке отражателя, т.е. это условие запишется так: 5Е 4П,
где Е - кинетическая энергия частицы, П - потенциальная энергия частицы.
Известно: Е mv
10
где m - масса частицы;
V - скорость частицы в момент перемещения на отражатель. Также: П «mgd,
где g - ускорение свободного падения,
d - диаметр барабана.
Используя формулу: v - сп
имеем: у ( А )2 8mgd, где п - частота вращения барабана в об/мин.
Произведя преобразования, получим:
2 8-3600-д
Пп
n2-d
30
Подставив значения постоянных и произведя вычисления, имеем
35
. 169.19
П -Г7Я1-
40
т.е. приближенно можно записать
Таким образом, соблюдая условие, при котором частоту вращения барабана выбирают обратно пропорционально его диаметру увеличивают производительность процесса анодно-абразивного удаления заусенцев, за счет увеличения пути перемещения обрабатываемых деталей и абразивного наполнителя вдоль рабочей поверхности отражателя, где происходит их наиболее интенсивное перемешивание. Вид токопроводящих покрытий 6 определяется кинематическими параметрами обработки, размером и формой деталей, качеством обрабатываемой поверхности. Зазор а между отражателем 3 и обечайкой 2 должен быть меньше размеров обрабатываемых деталей и абразивного наполнителя.
Следовательно, предлагаемый способ обработки позволит повысить производительность анодно-абразивного удаления заусенцев за счет более динамического погружения системы детали-абразив.
Пример. Предлагаемое техническое решение было реализовано на действую- щей модернизированной установке для анодно-абразивного удаления заусенцев ЛЭ-142А. В цилиндрический барабан было загружено 4 кг стальных пластин размером 30x6x4 мм и 2 кг абразивного наполнителя (фарфоровые шарики диаметром 5 мм). В качестве электролита использовался 20% раствор Na Cl. Рабочее напряжение составляло 24 В, а диаметр барабана 0,5 м. Обрабатывались две партии деталей. Одна партия деталей обрабатывалась без отражателя с числом оборотов барабана 30 об/мин, т.е. на таких кинематических решениях, когда детали и абразивный наполнитель не прижимаются центробежными силами к стенкам барабана, а вторая партия деталей обрабатывалась в барабане с установленным в нем отражателем и с числом оборотов 250 об/мин. Во втором случае производительность обработки возрастала в 2,5 раза.
Ф о р м у л а и з о б р е т е н и я Способ анодно-абразивного удаления заусенцев, включающий обработку деталей в среде электролита и абразивного наполнителя, находящихся во вращающемся цилиндрическом барабане с размещенным в нем электродом, при этом барабан и электрод подключены к разноименным полюсам источника технологического напряжения, отличающий ся тем, что, с целью повышения производительности обработки, частоту вращения барабана выбирают из зависимости
-Щ
где п - частота вращения барабана;
d,- диаметр барабана, а обработку осуществляют с использованием электрода, выполненного в виде отражателя криволинейной формы, установленного по его переднему срезу относительно внутренней цилиндрической поверхности барабана с зазором, меньшим размера обрабатываемых деталей и абразивного наполнителя.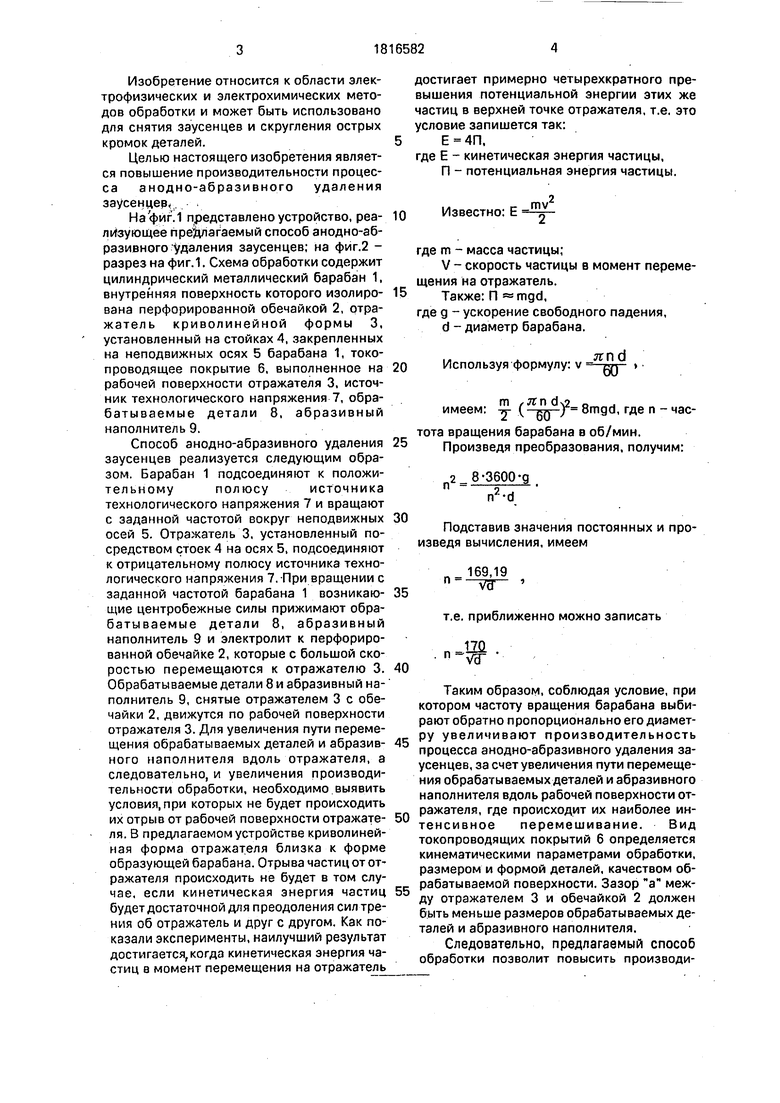

| название | год | авторы | номер документа |
|---|---|---|---|
| Способ кавитационного удаления заусенцев с малогабаритных деталей | 2018 |
|
RU2689244C1 |
| Способ центробежной обработки деталей и устройство для его осуществления | 1990 |
|
SU1781009A1 |
| СПОСОБ УДАЛЕНИЯ ЗАУСЕНЦЕВ | 2023 |
|
RU2832557C1 |
| Устройство для анодно-абразивного полирования и снятия заусенцев | 1986 |
|
SU1407713A1 |
| СПОСОБ АНОДНОГО МАГНИТОАБРАЗИВНОГО ПОЛИРОВАНИЯ НЕМАГНИТНЫХ ТРУБЧАТЫХ ИЗДЕЛИЙ | 2022 |
|
RU2779560C1 |
| Устройство для анодно-абразивной обработки | 1986 |
|
SU1397207A1 |
| Устройство для отделочно-зачистной обработки | 2018 |
|
RU2691156C1 |
| Устройство для анодно-абразивного полирования и снятия заусенцев | 1985 |
|
SU1315527A1 |
| Устройство для анодно-абразивного полирования и снятия заусенцев | 1986 |
|
SU1328097A1 |
| СПОСОБ УДАЛЕНИЯ ЗАУСЕНЦЕВ С МАЛОГАБАРИТНЫХ ДЕТАЛЕЙ | 2012 |
|
RU2516326C2 |
Сущность изобретения: электрод выполняют в виде отражателя 3 криволинейной формы и устанавливают его передний срез относительно внутренней цилиндрической поверхности барабана 1 с зазором, меньшим наименьшего габаритного размера обрабатываемой детали 8 и абразивного наполнителя 9, а частоту вращения барабана выбирают из соотношения п 170/ VcT где п - частота вращения барабана, d - диаметр барабана. 2 ил.
| Устройство для электрохимического снятия заусенцев | 1977 |
|
SU629034A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| . | |||
