Изобретение относится к электроэрозионной обработке металлов, в частности, к изготовлению прецизионных штампов, и может быть использовано при производстве печатных плат методом штамповки.
Известен способ электроэрозионного изготовления пуансона вырубного штампа, согласно которому вначале проволочным электродом-инструментом вырезают требуемый контур, а затем образованным при вырезании охватывающим элементом формируют рабочий профиль пуансона 1.
Чтобы использовать полученный пуансон для вырубки проводящих элементов печатных плат, обеспечив при этом достаточную точность и производительность, необходимо на пуансоч не сформировать реиуцую кромку по всему контуру.,
Целью изобретения является обеспечение возможности точной и производительнои штамповки проводящих элементов печатных плат.
Для достижения поставленной цели на профиле пуансона формируют режущую кромку, для чего в качестве электрода-инструмента используют полученный при вырезке охватываемый элемент.
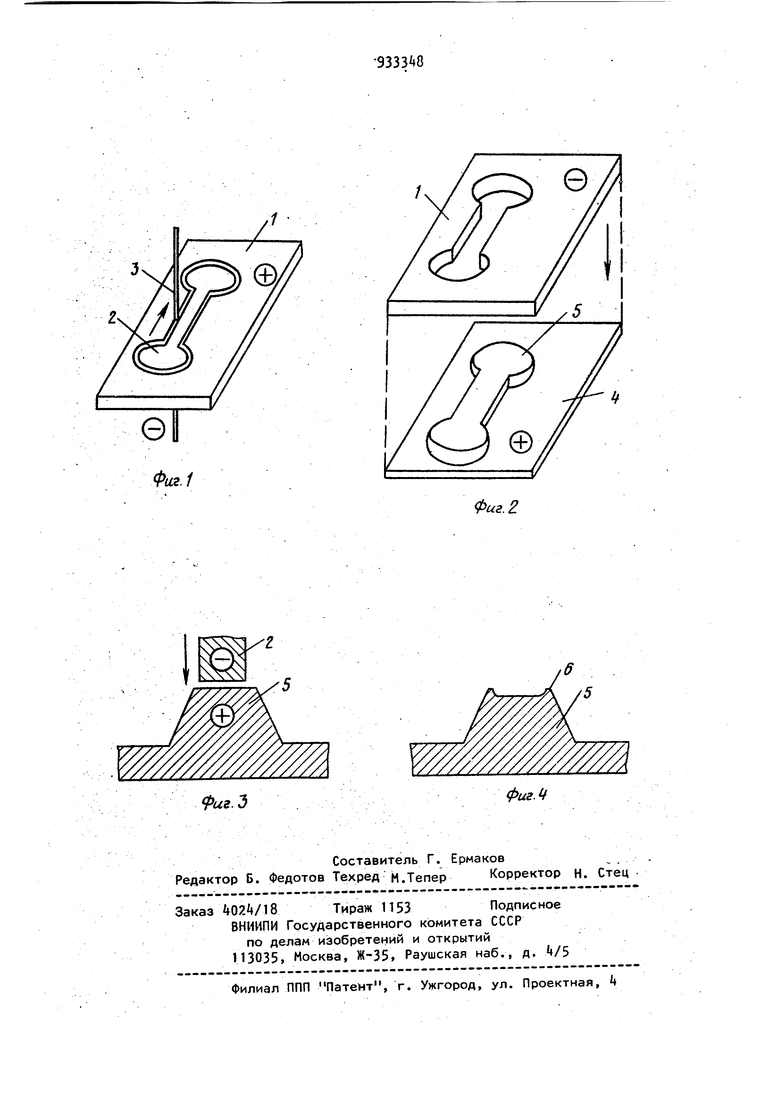
На фиг. 1 представлена схема изготовления электродов-инструментов ;
10 на фиг. 2 - схема изготовления профиля пуансона; на фиг. 3 - схема изготовления кромки; на фиг. Л - поперечное сечение пуансона.
15
Способ заключается в следующем. Вначале вырезают в заготовке требуемый контур, получая при этом охватывающий элемент 1 и охватываемый элеменТ2. Вырезку осуществляют пос20редством проволочного электрода 3. Далее на заготовке Д посредством элемента 1 формируют профиль пуансона 5. Затем по контуру пуансона 5
образуют посредством элемента 2 режущую кромку 6.
Стрелки на фигурах показывают направление подачи электродов-инструментов при обработке, а знаки 4-, - означают полярность подключения к источнику питания электроэрозионноТо станка.
Пример осуществления способа: изготовлен пуансон из закаленной стали типа ХВГ электродами-инструментами марки Ml ГОСТ 059-66.
Изготовление элементов 1,2 проводилось на вырезном станке типа 531ФЗ с ЦПУ. Диаметр проволочного электрода 3 из вольфрама - 0,06 мм. В качестве рабочей жидкости испояьзовалась дистиллированная вода. Вырезание осуществлялось при следующе режиме обработки:
Напряжение холостого хода, в100
Рабочее напряжение, в 30 Средний рабочий ток, та250
Емкость, мР0,05
Последующей технологической операцией осуществлялось изготовление профиля пуансона 5 по схеме, изображенной на фиг. 2, на копиррвально-прошивочном станке типа |Г721М в режиме:
Рабочая частота импульсов, КГЦ200 Рабочий ток, а 15 Среднее напряжение . холостого хода, в 5б Среднее рабочее напряжение, в15 Скважность рабочих импульсов1 5.. Изготовление профиля осуществлялось за один проход электрода-инструмента.
На том же станке осу1Цествлялось последующее иэготовление режущих кромок 6 путем обработки контура пу ансона 5 элементом 2 в режиме: Рабочая частота им пульсов, КГЦ200
Рабочий ток, -а 3 Среднее напряжение холостого хода, в 56 Среднее рабочее напряжение, в2,5 Скважность рёбочих импульсов2,5
Контур пуансона был изготовлен с точностью до 0,01 мм. Описываемым способом можно получить требуемую ширину режущей кромки путем подбора
соответствующих режимов электроэрозионной обработки. Пуансоны можно изготавливать практически из любого труднообрабатываемого металла, например закаленной стали У8, Х22М,
ХВГ, твердого сплава и т.д.
Отдельные стадии технологического процесса осуществляются в автоматическом или полуавтоматическом режиме обработки. Использование способа
обеспечивает .следующие преимущества: - повышение точности изготовления пуансона и его .режущей кромки на порядок за счет изготовления профиля и кромки на одном станке;
- повышение производительности из готовления пуансона в два раза за счет использования в качестве электродов одновременно вырезаемых элементов; .
- возможность достижения требуе.мой точности путем выбора соответствующих режимов электроэрозионной обработки в широком диапазоне значений,
Формула изобретения
Способ электроэрозионного изготовлений пуансона вырубного штампа, согласно которому предварительно .вырезают проволочным электродом-инструментом заданный KOHTJJP и полученным при вырезании охватывающим элементом формируют профиль пуансона, отличающийся тем, что, с целью обесобчения возможности точной и производительной штамповки проводящих элементов печатных плат, на профиле пуансона формируют режущую кромку, для чего в качестве электрода-инструмента используют полученный при вырезке охватываемый элемент
Источники информации, принятые во внимание при экспертизе
1 Кравец/. Т. и др. Электроэрозионное изготовление вырубных штампов реферативный сборник ЭлектрофизиI ческие и электрохимические методы 55 обработки, 1973, вып. 5, с. 16, рис. 2,
Фи. 1

| название | год | авторы | номер документа |
|---|---|---|---|
| Способ электроэрозионного изготовления пуансона вырубного штампа | 1981 |
|
SU1077740A1 |
| Способ электроэрозионной обработки деталей штампово-прессовой оснастки | 1985 |
|
SU1310137A1 |
| Способ электроэрозионного изготовления рабочих элементов вырубных штампов | 1988 |
|
SU1563879A2 |
| Способ электроэрозионного изготовления рабочих элементов вырубных штампов | 1982 |
|
SU1060383A1 |
| Способ электроэрозионного изготовления вырубных штампов | 1978 |
|
SU774891A1 |
| СТАНОК ДЛЯ ЭЛЕКТРОЭРОЗИОННОЙ ОБРАБОТКИ СЛОЖНОФАСОННЫХ ПОВЕРХНОСТЕЙ ПРОВОЛОЧНЫМ ЭЛЕКТРОДОМ-ИНСТРУМЕНТОМ | 1992 |
|
RU2014184C1 |
| Способ многопроходного электроэрозионного вырезания замкнутых контуров | 1990 |
|
SU1763115A1 |
| Способ электроэрозионного изготовления пуансонов методом обратного копирования | 1985 |
|
SU1346363A1 |
| Способ электроэрозионного вырезания | 1976 |
|
SU622617A1 |
| Способ изготовления электрода-инструмента для электроэрозионной прошивки | 1980 |
|
SU891308A1 |