СлЗ СО М ГО
со
Изобрс I сине OTLOoincH к (joopyAOuaiiiiio ;ия сварки пол флюс ом в потолочном по- ложепи :-i может быть использовано при сварке кольцевых и продольных .
Известпо устройство для авч оматиче- cK)i- сварки под флюсом п потолочном гю- ,, содержащее ходовую тележку, на которой смонтирован вертикальный суппорт с ка|1сткоп, ciiapoMnyto головку, самоустапав-- ;nni;:U)nic CCH ipop iHpviou;,ee приспособление п ()).;и(собункс|) с ча:11ей и ншековым питате- /к-л для подачи ф;11оса, нарнирно установ- .и1 на одной оси с копирным колесом на конце к|ЮН1Нтейна, жестко закрепленного на каретке вертика. 1ьного суннорта 1.
Конструкция устройства позволяет изменять как абсо;потные величины давления (.Х Поса в uanjKe и усилий прижима формирующего приспособлегп-1я к свариваемому изделию, так и состноше1Н1е между ними. Такое устройство позволяет производить сварку с т|1ебуемым формированием уеи- ;1ения шва с обеих cTO|)oii в широком диапазоне технологических возможностей при различной поменк.. атуре свариваемых изде- л и и.
Однако при сварке этим устройством изде;н1Й с болыни ми отклонениями сборки стыков под сварку (де 1ланации, гофры, выпуклости, конусность дниц, при сварке ко;1ьцевых стыков, нанример, котлов железнодорожных цистерн и др.) не обеспечивается требуемое качество сварки из-за того, что формирующее Г1риепособлепие и конир- ное ко.геео в этом устройстве смо1ггиро- вапы па од1юй оси. В случаях значите,::ь- ной выпуклости свариваемого со стороны потолка происходит отжатие изделием формируюн1его приспособления, которое г;ри- водит к значительному изменению Г1о,тоже- ния оси качания (|)люсобункера и копир- Hoi o колеса относительно поверхности свариваемого изделия. Это ведет к резкому нарушению заданных давлений флюса в чашке па различных участках формирования сварочной ванны (но дуге, в районе дуги и сварочной ванны, на участке кристаллизации сварочной ванны), т.е. к нарун1ению процесса сварки в г :елом и, как следствие, к ухудшению качества сварного соединения.
Кроме Toi O, в елучаях значительной вогнутости свариваемого стыка со стороны потолка нроисходит отрыв формирующего нрнснособления и меж/|,у рабочей поверхностью формирую1цего нриепособления и изделием образуетея значительный донолнитель- ный объем, в резу.льтате чего также нарушается процесс сварки в целом.
Цель изобретепия - повышение качества сварного соединения за счет поддержания стабильного давления флюса на участках детали разной геометрии.
Поетавленная цель достигается тем, что в уетройетве для автоматической сварки
5
5
под флюсом в потолочном аоложении, содержанием ходовую тележку, на которой смонтирован вертикальный суппорт с кареткой, сварочную головку, самоустанавлива- г ющееся формирующее приспособление и флюсобункер с чашей и шнековым питателем для нодачи флюса, шарнирно установленный на одной оси с копирным колесом на конце кронштейна, жестко закрепленного на каретке вертикального суппор- O та, формирующее приспособление снабжено подвеской с самостоятельным приводом, выполненной в виде двуплечего рычага, ось качания которого закреплена на кронштейне, при этом формирующее приспособление установлено на одном плече рычага, а другое плечо связано с приводом, корпус которого шарнирно закреплен на каретке вертикального суппорта.
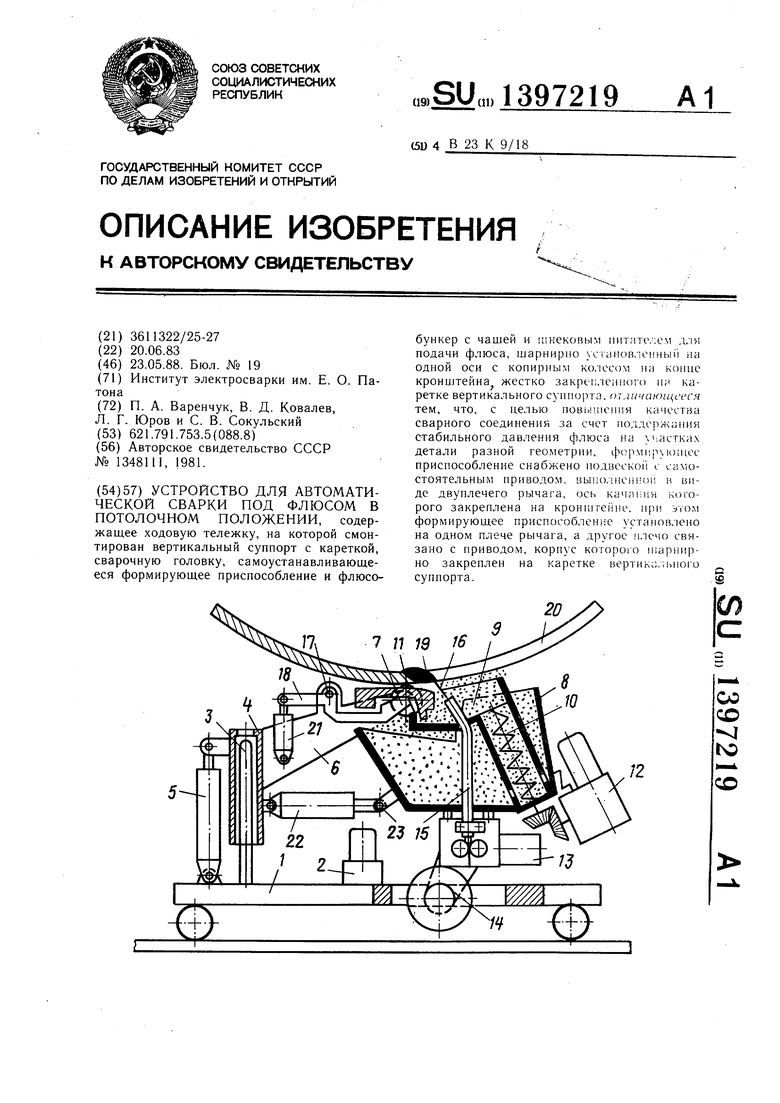
На чертеже изображено устройство для автоматической сварки под флюсом в пото- 0 лочном положении.
Устройство состоит из ходовой тележки 1 с приводом 2, на которой смонтирован вертикальный суппорт 3 с кареткой 4, которая приводится в движение силовым приводом 5. На конце кронштейна 6 шарнирно на оси 7 закреплен флюсобункер 8 с чашкой 9 и шнековым питателем 10. Копирное колесо 11 смонтировано на оси 7 с возможностью настроечного регулирования перед сваркой его установки относительно верхней нлоекости чашки. На флюсобункере 8 также закреплены привод 12 подачи флюса, сварочная головка 13 с катушкой 14 электродной проволоки и мундштуком 15, через который подается электрод 16. На кронштейне 6 каретки 4 вертикального суппорта 3 на оси 17 смонтирована подвеска, выполненная в виде двуплечего рычага 18.
На одном конце двуплечего рычага 18 смонтировано формирующее приспособление 19, закрепленное с возможностью самоустанавливания относительно поверхности свариваемого изделия 20.
Другой конец двуплечего рычага соединен с дополнительным силовым приводом 21 (например, пневмоцилиндром), который вместе с осью 17 качания двуплечего рычага 18 закреплен на кронштейне 6. На каретке 4 вертикального суппорта 3 закреплен силовой привод 22 поворота флюсо- бункера (например, пневмоцилиндр), взаимодействующий с флюсобункером 8 через шарнир 23. 0 Устройство работает следующим образом.
В начале сварки включают силовой привод 5, настроенный на сварку данного изделия, которьЕЙ посредством каретки 4 вертикального суппорта 3, кронштейна 6 и оси 7 ноджимает копирное колесо 11 к поверх- .5 ности свариваемого изделия 20.
Включают дополнительный силовой привод 21, отрегулированный для сварки данного типа изделий, который посредством
Gi
0
5
поророта двуплечего рычага 18 вокруг оси 17 качания, поджимает формирующее приспособление 19 к свариваемому изделию 20. Затем включают силовой привод 22 поворота флюсобункера, также отрегулированный для сварки данного типа изделий, воздействующий через шарнир 23 на флюсо- бункер 8, который путем поворота вокруг оси 7 создает заданное давление флюса, подаваемого щнеком 10, в чашке 9 при включении привода 12 подачи флюса. Затем включают привод 2 ходовой тележки 1 при сварке продольных швов (при сварке кольцевых швов привод 2 не включают, а включают вращатель изделия, который на чертеже не показан), сварочную головку 13, подающую электрод 16 из катущки 14 через мундштук 15, и сварочную цепь. Осуществляется сварка изделия.
После сварки последовательным выключением силовых приводов 21, 22 и 5 устройство отводится от изделия.
В предлагаемом устройстве формирующее приспособление, имеющее подвеску в виде двуплечего рычага, постоянно прижато к поверхности свариваемого стыка независимо от отклонений сборки, осуществляя при этом постоянство прижатия к изделию копирного колеса, что обеспечивает стабилизацию заданных давлений флюса на различных участках формирования сва- рочной ванны и повышение качества сварки.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для автоматической сварки флюсом в потолочном положении | 1988 |
|
SU1673341A1 |
| Устройство для автоматической сварки под флюсом в потолочном положении | 1988 |
|
SU1673340A1 |
| Устройство для автоматической сварки под флюсом в потолочном положении | 1988 |
|
SU1673339A1 |
| Устройство для автоматической сварки под флюсом в потолочном положении | 1988 |
|
SU1759579A1 |
| Устройство для автоматической сварки под флюсом в потолочном положении | 1983 |
|
SU1397218A1 |
| Устройство для автоматической сварки под флюсом в потолочном положении | 1988 |
|
SU1775253A1 |
| Устройство для автоматической сварки под флюсом в потолочном положении | 1981 |
|
SU1348111A1 |
| Устройство для автоматической сварки под флюсом в потолочном положении | 1988 |
|
SU1673337A1 |
| Устройство для автоматической сварки под флюсом в потолочном положении | 1980 |
|
SU1335395A1 |
| Устройство для автоматической сварки под флюсом в потолочном положении | 1981 |
|
SU1348112A2 |
| Устройство для автоматической сварки под флюсом в потолочном положении | 1981 |
|
SU1348111A1 |
