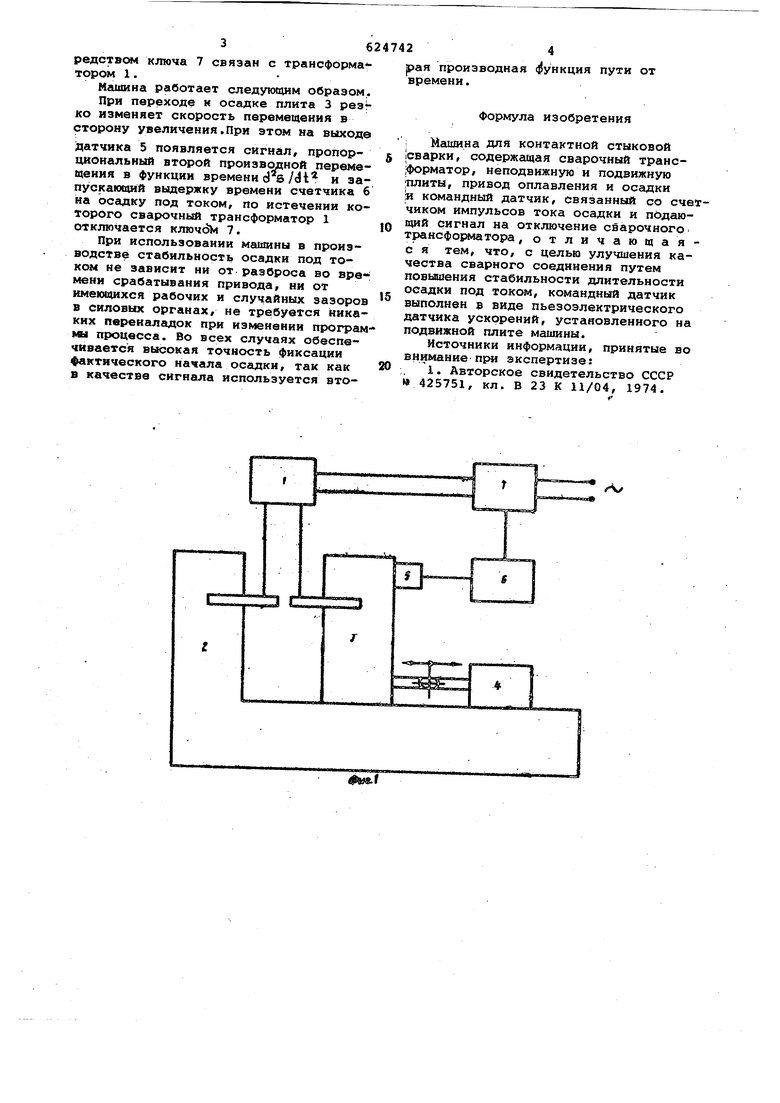
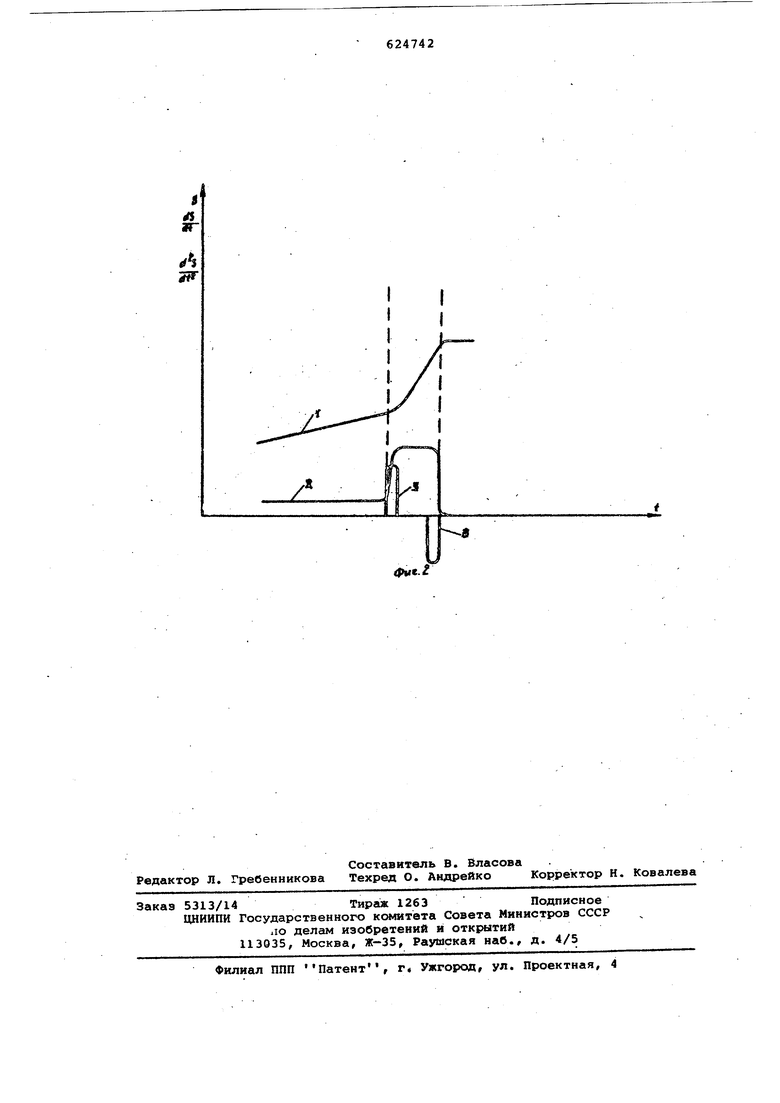
Изобретение относится к сварке, а именно, к оборудованию для контакт ной стыковой сварки, преимущественно тонкостенных изделий из черных и цветных металлов. Известна машина для контактной стыковой сварки, содержащая сварочны трансформатор, неподвижную и подвиж ную плиты, привод оплавления и осадки и командный датчик, связанный со счетчиком импульсов тока осадки и по даюошй сигнсш на отключение сварочно го трансформатора l. Недостатком известной машины явля ется низкая точность дозирования дли тельности осадки под током, так как в задаваемую выдержку времени входит время выбора зазора между рабочим органом привода осадки и подвижной плитой и наличие нестабильных погреш ностей командного датчика как датчика положений. Кроме того, применение ограничено Мёшшнами, имеющими раздель ные приводы осадки и оплавления.. Качественная сварка тонкостенных изделий возможна лишь при строгом соблюдении технологических требований в части дозирования длительности осадки под током. Сложность выполнения этого условия связана с необходимостью точной фиксации начала осадки, т.е. фактического началаускоренного перемещения подвижной плиты. Цель изобретения - улучшение качества сварного соединения путем повьшения стабильности длительности осадки под током. Это достигается тем, что командный датчик выполнен в виде пьезоэлектри-ческого датчика ускорений, установленного на подвижной плите машины. На ФИГ..1 дана предлагаемой машины; на фиг.2 - кривые: кривая 1 перемещение в функции времени 5 1(1)/ которая регистрируется с помощью дат iHKOB положения; кривая 2 - скорость перемещения в функции времени ds/dt f(i), которая регистрируется с помощью датчиков скорости кривая 3 - ускорение в функции времениd s/dt « f (t) , которая регистрируется с помощью датчиков ускорения. Машина для контактной стыковой ,сварки со сварочным трансформатором 1 имеет неподвижную 2 и подвижную 3 плиты с приводом 4 оплавления и осадки. На подвижной плите 3 закреплен пьезоэлектрический датчик 5, связан,ный со счетчиком б импульсов тока осадки, который, в свою очередь, посредством ключа 7 связан с трансформа тором 1.
Машина работает следующим образом.
При переходе к осадке плита 3 резг ко изменяет скорость перемещения в сторону увеличения.При этом на выходе
датчика 5 появляется сигнал, пропор{ЩОнальный второй произвоцной перемещения в функции времени ds/dt и запускающий выдержку времени счетчика б на осадку под током, по истечении которого сварочный трансформатор 1 отключается ключвм 7.
При использовании машины в производстве стабильность осадки под током не зависит ни от разброса во времени срабатывания привода, ни от имеющихся рабочих и случайных зазоров в силовых органах, не требуется никаких переналадок при изменении программл процесса. Во всех случаях обеспечивается высокая точность фиксации фактического начала осадки, так как в качестве сигнала используется вторая производная функция пути от времени.
Формула изобретения
: Машина для контактной стыковой |Сварки, содержащая сварочный транс|форматор, неподвижную и подвижную ;плиты, привод оплавления и осадки |и командный датчик, связанный со счечиком импульсов тока осадки и подающий сигнал на отключение сварочного трансформатора, отличающаяс я тем, что, с целью улучшения качества сварного соединения путем повьпаения стабильности длительности осадки под током, командный датчик выполнен 9 виде пьезоэлектрического датчика ускорений, установленного на подвижной плите машины.
Источники информации, принятые во внимание при экспертизе:
1. Авторское свидетельство СССР №425751, кл. В 23 К 11/04, 1974.
| название | год | авторы | номер документа |
|---|---|---|---|
| Машина для контактной стыковой сварки непрерывным оплавлением | 1979 |
|
SU1039668A1 |
| СПОСОБ КОНТАКТНОЙ СВАРКИ ОПЛАВЛЕНИЕМ | 1999 |
|
RU2222415C2 |
| Машина для контактной стыковой сварки оплавлением | 1986 |
|
SU1388228A1 |
| Устройство для автоматического управ-лЕНия пРиВОдОМ пЕРЕМЕщЕНия пОдВижНОйплиТы МАшиНы СТыКОВОй СВАРКи | 1979 |
|
SU841856A1 |
| Устройство для сварки давлением | 1979 |
|
SU889335A1 |
| Способ контроля начала осадки при контактной стыковой сварке | 1981 |
|
SU998049A1 |
| Машина для контактной стыковой сварки | 1978 |
|
SU730509A1 |
| Устройство для контроля скорости осадки при контактной стыковой сварке | 1981 |
|
SU963760A1 |
| Способ контроля качества соединений в процессе контактной стыковой сварки | 1990 |
|
SU1754367A1 |
| Система программного управления машиной для контактной стыковой сварки полос оплавлением | 1986 |
|
SU1362585A1 |
rtz:
vt-H
