со со ьо
ГчЭ
О5
Изобретение относится к оборудованию для диффузионной сварки и может быть использовано в различных отраслях промышленности.
Цель изобретения - повышение качества соединения и производительности.
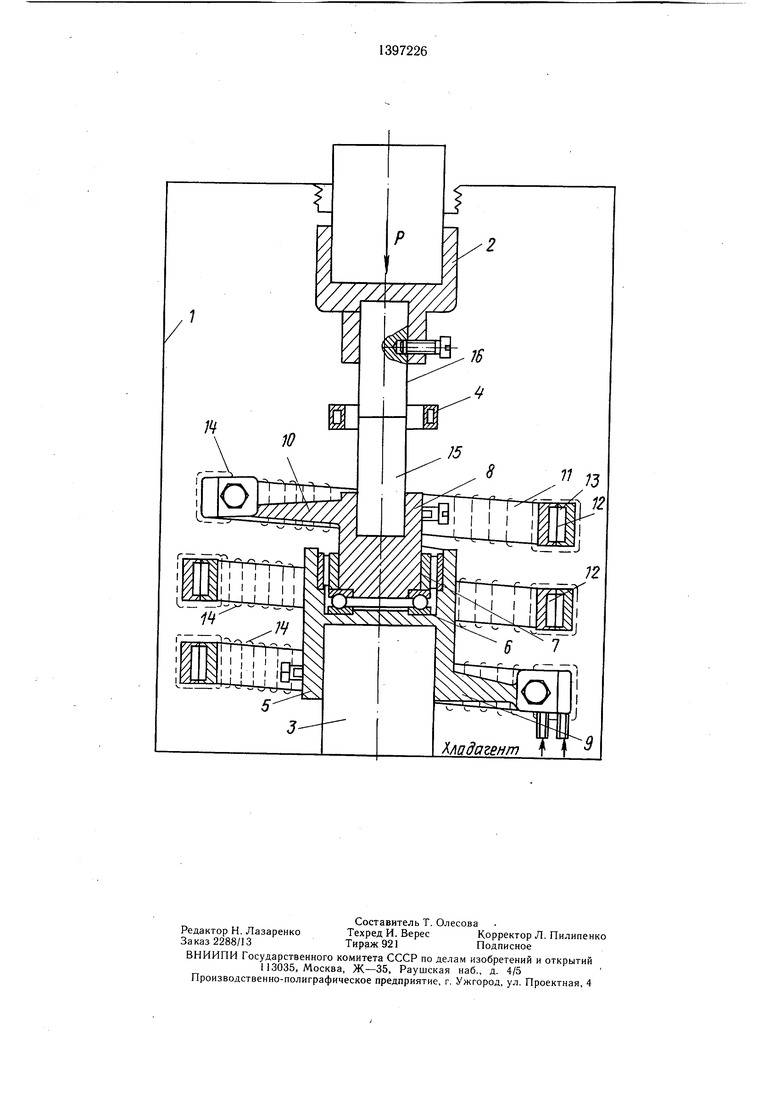
На чертеже показана схема устройства. Устройство содержит взакуумную камеру 1, подвижный 2 и неподвижный 3 штоки, наг реватель 4 и механизм для очистки свариваемых поверхностей, выполненный в виде обоймы 5, надетой на неподвижный шток 3, с установленным в ней с возможностью врашения при помоаш подшипников 6 и 7 пуансоном 8.
На обойме 5 и пуансоне 8 консоль- но закреплены рычаги 9 и 10, концы которых соединены биметаллической спиралью 11 с каналами 12, разделенными мембраной 13,для охлаждающей среды и с навитым па нее ленточным нагревателем 14.
Устройство работает следующим образом.
Свариваемые детали 15 и 16 закрепляют в пуансоне 8 и подвижном штоке 2. Затем подвижный шток 2 перемещают до соприкосновения свариваемых деталей 15 и 16 и создания некоторого предварительного давления. Далее производят нагрев деталей до температуры, близкой к температуре сварки, с помощью нагревателя 4, а также.нагревают биметаллическую спираль И ленточным нагревателем 14. Спираль закручивается и передает усилие на консольные рычаги 9 и 10 обоймы 5 и пуансона 8. В результате этого происходит поворот пуансона 8 с закрепленной на нем деталью 15 относительно обоймы 5 и свариваемой детали 16. Нагрев спирали для ее большего закручивания можно регулировать охлаждением спирали 11. В этом случае закручивание происходит не только за счет разницы коэффициентов термического расширения в биметалле, но и за счет разницы температур компонентов биметалла. Наличие каналов 12 позволяет, не отключая нагрева, быстро и точно регулировать усилие и угол закручивания спирали посредством охлаждения попеременно то одного, то другого канала, то двух каналов сразу с различной интенсивностью. Для нескольких циклов относительного поворота свариваемых деталей необходимо повторить несколько циклов нагрева и охлаждения спирали.
После этого производят диффузионную
сварку, для чего усилие сжатия и температуру доводят до оптимальных величин и выдерживают заданное время.
В результате трения соединяемых поверхностей свариваемых деталей облегчаются условия деформирования микронеровностей
0 и образования фактического контакта, происходит дробление и удаление окисных пленок с образованием ювенильных поверхностей в месте контактирования.
Для интенсификации сварки процесс
очистки поверхностей от окисных пленок можно производить в нагретом состоянии при температуре, близкой к температуре сварки. В этих условиях происходят процессы схватывания.
Применение сдвигающих усилий при на0 греве до температур, близких к температуре сварки, когда происходит начальная стадия формирования диффузионного соединения, приводит к растеканию контактной поверхности, локализации массоперено са в узкой приконтактной зоне, что способствует улучшению физико-механических характеристик соединения, т. е. его качества.
Производительность процесса повыщает- ся за счет совмещения операции очистки
Q свариваемых поверхностей с процессом сварки.
Формула изобретения
Устройство для диффузионной сварки 5 в вакууме, содержащее вакуумную камеру, подвижный и неподвижный щтоки, нагреватель и механизм для очистки свариваемых поверхностей, отличающееся тем, что, с целью повышения качества соединения и производительности, механизм для очистки 0 выполнен в виде обоймы, надетой на неподвижный шток, с установленным в ней с возможностью вращения пуансоном, причем на обойме и пуансоне консольно закреплены рычаги, концы которых соединены 5 биметаллической спиралью с каналами для охлаждающей среды и с навитым на нее ленточным нагревателем.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ диффузионной сварки и устройство для его осуществления | 1986 |
|
SU1449287A1 |
| МЕТАЛЛОСПЛАВНОЙ КАТОД И СПОСОБ ЕГО ДИФФУЗИОННОЙ СВАРКИ | 1991 |
|
RU2041529C1 |
| Способ диффузионной сварки | 1980 |
|
SU893469A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СПИРАЛИ ДЛЯ ЗАМЕДЛЯЮЩЕЙ СИСТЕМЫ ЛБВ | 2019 |
|
RU2722211C1 |
| Способ изготовления никель-молибденовой биметаллической ленты | 1990 |
|
SU1784424A1 |
| Устройство для формирования обратной стороны кольцевых сварных швов | 1987 |
|
SU1493433A1 |
| Способ диффузионной сварки | 1990 |
|
SU1764903A1 |
| Устройство для диффузионной сварки | 1976 |
|
SU610639A1 |
| СПОСОБ КОМБИНИРОВАННОЙ СВАРКИ ВЗРЫВОМ | 2012 |
|
RU2516179C1 |
| Установка для изготовления многослойных листовых панелей | 1989 |
|
SU1722750A1 |
Изобретение относится к оборудованию для диффузионной сварки и может быть использовано в различных отраслях промышленности. Цель - повышение качества соединения и производительности. Устройство содержит вакуу.мную камеру, подвижный и неподвижный П1токи, нагреватель и механизм для очистки свариваемых поверхностей, выполненный в виде обой.мы, надетой на неподвижный шток, с установленным в ней с возможностью вращения пуансоном. На обойме и пуансоне консольно закреплены рычаги. Их концы соединены биметаллической спиралью, выполненной с каналами,разделенными мембраной, для охлаждаюш,ей жидкости и с навитым на нее ленточным нагревателем. Производительность повышается за счет совмещения операции очистки свариваемых поверхностей с процессом сварки, а качество - благодаря очистке свариваемых поверхностей при температуре, близкой к температуре сварки. В этих условиях происходят процессы схватывания. 1 ил. 3 (Л
| Казаков Н | |||
| Ф | |||
| Диффузионная сварка материалов | |||
| - М.: Машиностроение, 1976, с | |||
| Светоэлектрический измеритель длин и площадей | 1919 |
|
SU106A1 |
| Установка для диффузионной сварки | 1980 |
|
SU888409A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
