(Л
СА О rsD
оо
Изобретение относится к машиностроению и может быть использовано для автоматизации производственных процессов.
Целью изобретения является повышение производительности устройства путем сокра- шения интервала времени выдачи деталей с позиции выгрузки.
На фиг. 1 показано устройство, общий вид; на фиг. 2 - устройство с дополнительным механизмом фиксации и датчиком фиксации детали, общий вид..
Устройство содержит позицию 1 выгрузки, вибробункер 2 со спиральным лотком 3, оснащенным (например, бесконтактным) датчиком 4 наличия выдаваемой детали 5, механизмом 6 фиксации деталей (выполненным например в виде вакуум-присоски), датчиком 7 фиксации очередной детали. 8 и сбрасывателем 9, выполненны м в виде пневматического сопла, блок 10 управления.
Блок 10 управления содержит триггер 11, один вход которого связан с датчиком 4 наличия детали, второй вход 12 - с внешним устройством управления, а выход - с одним из входов логического элемента И 13, а также с электропневматическим преобразователем 14, соединяющим механизм 6 фиксации с источником вакуума.
Датчик 7 фиксации подключен к второму входу элемента Ц 13, а выход элемента И 13 - к электропневматическому преобразователю 15, связывающему пневматическое сопло 9 с сетью сжатого воздуха.
При работе с деталями, имеющими повышенную склонность к взаимному сцеплению и низкую вероятность правильной ориентации, устройство может быть оснащено дополнительными механизмом 16 фиксации и датчиком 17 фиксации .аетали 18. При этом механизм 16 фиксации связан с источником вакуума через электропневматический преобразователь 19, вход которого связан с выходом элемента И 20, один вход элемента И 13 соединен с выходом, элемента И 20, а другой - с датчиком 17.
Устройство работает следующим образом.
При включении вибробункера 2 деталь 5, перемещаясь по спиральному лотку 3, воздействует на датчик 7, но механизм 6 фиксации не включается, так как сигнал датчика 7 заблокирован элементом И 13 блока 10 управления ввиду отсутствия сигнала датчика 4.
Когда деталь 5 поступает на позицию 1 выгрузки, срабатывает датчик 4 и своим сигналом переключает триггер 11, который включает электропневматический преобразо- ватель 14, подключающий механизм 6 фиксации к источнику вакуума. Поэтому следующая деталь 8 фиксируется этим механиз
5
с
0 5
Q
0
0
5
мом, датчик 7 выдает сигнал на вход элемента И 13, на другом входе которого уже имеется сигнал датчика 4, при этом электропневматический преобразователь 15 подключает сопло 9 к сети сжатого воздуха, которое сбрасывает все последующие детали в вибробункер 2, предотвращая их сцепление с зафиксированной деталью 8.
Такое состояние устройства сохраняется до выборки детали 5 из позиции 1 выгрузки и подачи внещнего сигнала на вход 12 триггера 11, который при этом переключается ввиду отсутствия сигнала датчика 4 и выключает электропневматический преобразователь 14, а через элемент И 13 выключает и преобразователь 15. Таким образом, механизм 6 фиксации и пневматическое сопло 9 приходят в исходное состояние.
После поступления детали 8 на позицию 1 выгрузки описанный процесс повторяется.
Так как зафиксированная деталь 8 находится в непосредственной близости от позиции 1 выгрузки, то время поступления ее на эту позицию оказывается минимальным, чем и достигается повыщение производительности устройства.
При наличии дополнительных механизма 16 фиксации и датчика 17 детали 18 работа устройства принципиально не отличается от описанной. Различие состоит в том, что включение сопла 9 происходит только после последовательного срабатывания датчика 4 от детали 5, триггера 11, преобразователя 14, механизма 6 фиксации, датчика 7 от детали 8, элемента И 20, преобразователя 19, механизма 16 фиксации, датчика 17 от детали 18, элемента И 13 и преобразователя 15.
Формула изобретения
1. Устройство для поштучной выдачи деталей, содержащее вибробункер со спиральным лотком, датчик наличия деталей, установленный на позиции выгрузки деталей со спирального лотка, сбрасыватель и блок управления, связанный с датчиком наличия деталей и сбрасывателем, отличающееся тем, что, с целью повыщения производительности, оно снабжено механизмом фиксации деталей и датчиком фиксации, расположенным между датчиком наличия деталей и сбрасывателем и подключенным к блоку управления.
2. Устройство по п. 1, отличающееся тем, что оно содержит дополнительные механизм фиксации деталей и датчик фиксации, расположенные между основным механизмом фиксации деталей и сбрасывателем и подключенные к блоку управления.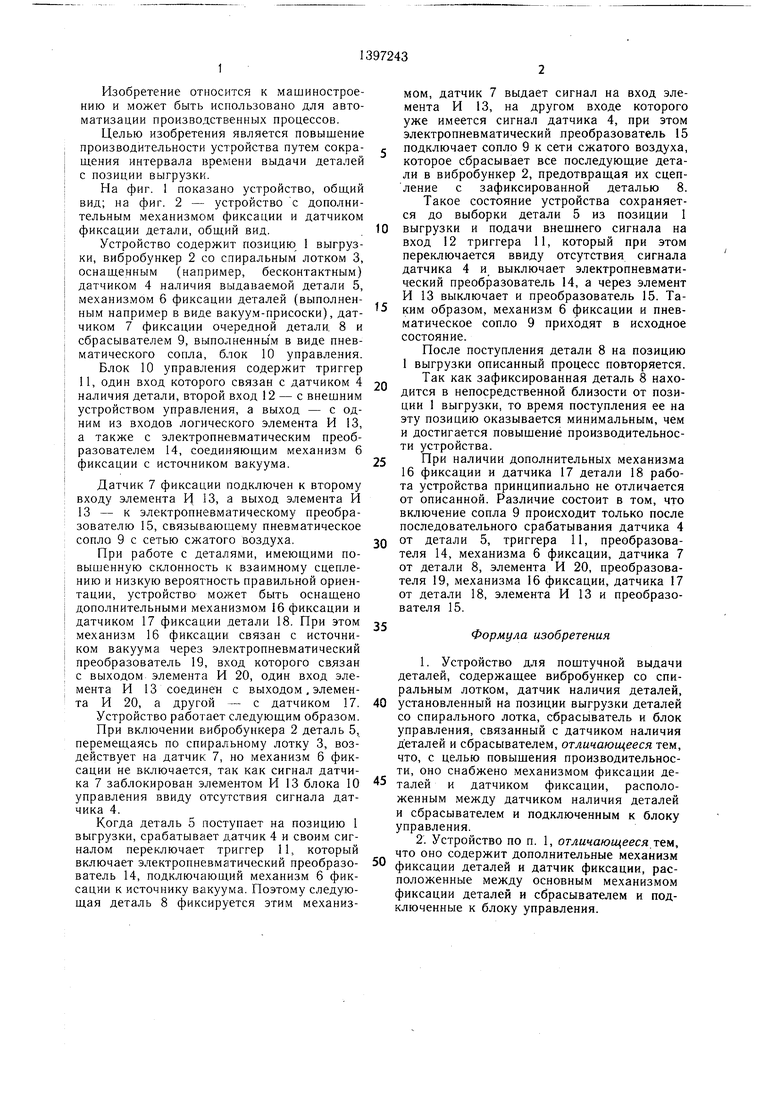
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ОРИЕНТИРОВАННОЙ ПОДАЧИ СТРАТИФИКАТОРОВ | 1993 |
|
RU2053094C1 |
| Устройство для контроля и сортировки деталей | 1987 |
|
SU1443977A1 |
| Устройство для контроля и транспортировки деталей | 1986 |
|
SU1416968A1 |
| Ориентирующее устройство | 1982 |
|
SU1052365A1 |
| Автомат для контроля и разбраковки деталей | 1987 |
|
SU1470363A1 |
| УСТРОЙСТВО ДЛЯ КОНТРОЛЯ И МНОГОДИАПАЗОННОЙ СОРТИРОВКИ ПЛОСКИХ ДЕТАЛЕЙ | 1992 |
|
RU2077962C1 |
| Устройство для сортировки деталей | 1987 |
|
SU1498562A1 |
| Многопозиционный сборочный автомат | 1989 |
|
SU1668088A1 |
| Вибробункер | 1987 |
|
SU1493441A1 |
| Автомат для обработки и контроля деталей | 1988 |
|
SU1609539A1 |
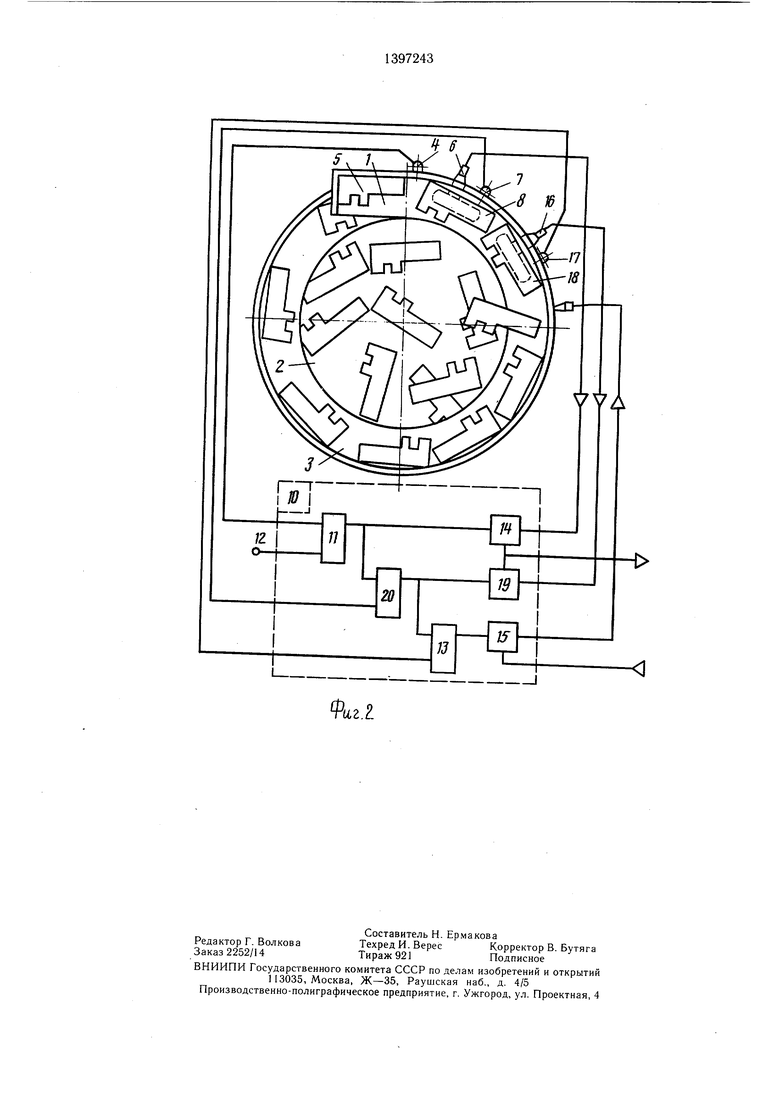
Изобретение относится к машиностроению и может быть использовано для автоматизации производственных процессов. Целью изобретения является повышение производительности устройства путем сокращения интервала времени выдачи деталей с позиции выгрузки. На спиральном лотке 3 вибробункера 2 между датчиком 4 наличия деталей и сбрасывателем 9, выполненным, например, в виде пневматического сопла, установлены механизм 6 фиксации деталей и датчик 7 фиксации, при этом датчики. 4 и 7, а также сбрасыватель 9 и механизм 6 фиксации деталей связаны с блоком 10 управления. При воздействии детали 5 на датчик 4 блок 10 управления включает механизм 6 фиксации и очередная деталь 8 останавливается в непосредственной близости от позиции 1 выгрузки. Следующие детали будут сбрасываться обратно в вибробункер 2. После взятия детали 5 с позиции 1 выгрузки отключается механизм 6 фиксации и сбрасыватель 9. Деталь 8 перемещается на позицию 1 выгрузки, а ее место занимает следующая деталь и процесс повторяется. 1 з.п.ф-лы, 2 ил.
fiiZl
| УСТРОЙСТВО для РАСЦЕПЛЕНИЯ И ВЫБОРКИ МЕЛКОРАЗМЕРНЫХ ДЕТАЛЕЙ | 0 |
|
SU344664A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
