Изобретение относится к автоматизации сборочных процессов в машиностроении и приборостроении. Автомат предназначен для сборки узлов топливной аппаратуры.
Цель изобретения - упрощение конструкции автомата и уменьшение энергозатрат.
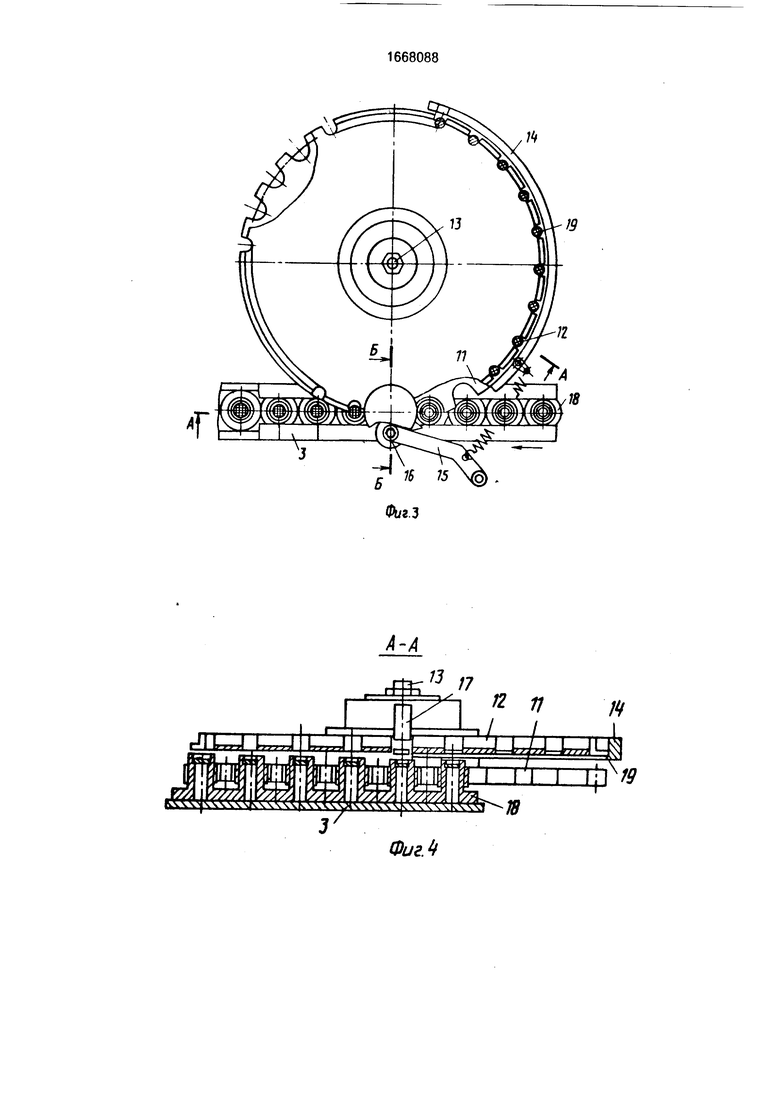
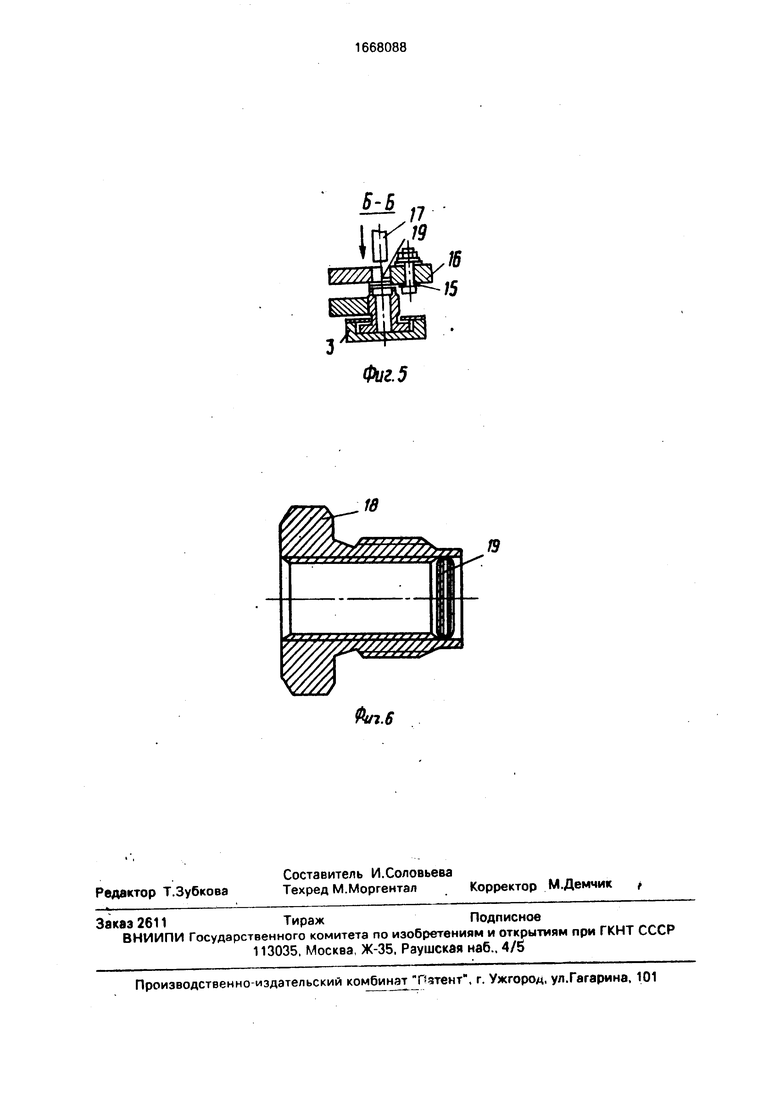
На фиг.1 схематично изображен предлагаемый автомат; на фиг.2 - то же. вид сверху: на фиг.З - механизм поштучной выдачи, вид сверху: на фиг.4 - разрез А-А на фиг.З; на фиг.5 - разрез Б-Б на фиг.З; на фиг.6 - конструкция самой детали.
Автомат (фиг. 1.2) включает вибробункер 1 охватывающих деталей и вибробункер 2
охватываемых деталей, поступающих соответственно в транспортные лотки 3 и 4, механизм 5 поштучной выдачи, механизм 6 заталкивания. На продолжении лотка 3 установлены устройство 7 контроля, его исполнительный механизм 8, сборочный механизм 9 и исполнительный механизм 10, осуществляющий выгрузку собранных узлов.
Механизм поштучной выдачи 5 (фиг.3-5) состоит из зубчатого диска 11, впадины которого соответствуют по форме, расположению и профилю охватывающей детали, диска 12 с карманами. Диски установлены на общей оси 13. Сектор 14 автомата закреплен неподвижно На отдельной оси установС
О 00
о
00 00
лен подпружиненный рычаг 15 с роликом 16. Механизм 6 заталкивания снабжен штоком 17. Охватывающая деталь обозначена позицией 18, а охватываемая - 19.
Автомат является прямоточным с электропневматическим управлением по принципу путевого контроля. Автомат работает следующим образом.
Охватывающие детали из вибробункера 1 попадают на лоток 3, где движутся под действием составляющих сил гравитации, инерции и трения. Создавая определенный напор на всем протяжении лотка 3, обеспечивают продвижение деталей по всей его длине.
Охватываемые детали из бункера 2 поступают в лоток 4, а оттуда поштучно западают в карманы диска 12. Последний, находясь на одной оси 13 с зубчатым диском 11, вращается синхронно с перемещением охватывающих деталей. Это обусловлено тем, что детали (фиг.6), движущиеся по лотку 3, входят в зацепление с зубчатым диском и поворачивают его (фиг.5). Вместе с зубчатым диском 11 поворачивается и диск 12, доставляя на позицию сборки соосно с охватывающей деталью 18 собираемую с ней охватываемую деталь 19. При этом на пути движения от лотка 4 до позиции сборки охватываемая деталь 19, находясь в кармане диска 12. скользит по сектору 14 (фиг.З и 4). На позиции сборки (фиг.5) сектор 14 конча10
ется, а деталь 19 удерживается роликом 16 рычага 15 за счет прижима ее к диску.
После тягового перемещения всей цепочки деталей подсобранный узел поступает на устройство 7 контроля (фиг, 1,2). Если деталь 19 отсутствует, то срабатывает исполнительный механизм 8, удаляя некомплектный узел, образовавшийся промежуток заполняется следующим подсобранным узлом, который через несколько шаговых перемещений поступает к сборочному механизму 9 где завершается сборка узла. Затем узел поступает на позицию разгрузки (исполнительный механизм 10).
5Ф о р м у л а и з о б р е т е н и я
Многопозиционный сборочный автомат, содержащий сборочный и исполнитель- ные механизмы, автоматические загрузочные устройства в виде вибробунке0 ров и лотков для подачи охватывающих и охватываемых деталей, а также механизм их поштучной выдачи, выполненный в виде диска с карманами, отличающийся тем. что, с целью упрощения конструкции и
5 уменьшения энергозатрат, он снабжен от- секателем, контрольным механизмом, зубчатым диском, установленным на одной оси с диском с карманами, при этом ось лотка для охватывающей детали является каса0 тельной к делительной окружности зубчатого диска, причем отсекатель размерен в точке касания, а контрольный и исполнительные механизмы установлены на лотке.
61
фиг. г
Iff

| название | год | авторы | номер документа |
|---|---|---|---|
| МНОГОПОЗИЦИОННЫЙ АВТОМАТ ДЛЯ СБОРКИ УЗЛОВ | 1972 |
|
SU435915A1 |
| Автомат для сборки тарелок и сухарей с клапанами ДВС | 1990 |
|
SU1761432A1 |
| Автомат для изготовления деталей из ленты | 1991 |
|
SU1803301A1 |
| Автомат для сборки винтов с гайками | 1991 |
|
SU1816624A1 |
| Многопозиционный сборочный автомат | 1986 |
|
SU1362606A1 |
| Автомат для сборки дисковых цоколей стартеров | 1973 |
|
SU482829A1 |
| Автомат для сборки цоколей люминисцентных ламп | 1974 |
|
SU736211A1 |
| Автомат для изготовления сборных изделий | 1978 |
|
SU753583A1 |
| Автомат для сборки лапки швейной машины | 1981 |
|
SU1004065A1 |
| Автомат для сборки винтов с шайбами | 1988 |
|
SU1708571A1 |
Изобретение относится к автоматизации сборочных процессов в машиностроении и приборостроении и предназначено, в частности, для сборки узлов топливной аппаратуры. Цель изобретения - упрощение конструкции и снижение энергозатрат. Автомат состоит из вибробункеров и лотков, механизма контурной выдачи деталей механизма контроля, сборочных механизмов и исполнительных механизмов. Механизм поштучной выдачи состоит из зубчатого диска 11, диска 12 с карманами, установленных на одной оси 13 сектора (С) 14 и пружинного рычага 15 с роликом 16. Поворот механизма контурной выдачи осуществляется за счет зацепления деталей, движущихся по лотку 3, с зубчатым диском 11, впадины которого по профилю, форме и расположению соответствуют охватывающим деталям 18. Охватываемые детали 19 из бункера по лотку поступают поштучно в карманы диска 12 и, скользя по С 14, поступают на позицию сборки. На позиции сборки С 14 оканчивается, а деталь 19 удерживается роликом 16 рычага 15 за счет прижима к диску. При этом ось лотка 3 является касательной к делительной окружности диска 11. 6 ил.
: П I фЧУ
(Й/г
Фиг. 5
| Сборочный автомат | 1981 |
|
SU967768A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
