со со
со
о со
Изобретение относится к обработке материалов давлением,конкретно к конструкциям валковых прессов для брикетирования, преимущественно, пластифицированных материалов.
Цель изобретения - улучшение удобства обслуживания и повышение качества брикетирования.
На фиг. 1 изображен валковый пресс для брикетирования, обш,ий вид; на фиг. 2 - разрез А-А на фиг. 1; на фиг. 3 - разрез Б-Б на фиг. 1.
Валковый пресс содержит станину 1, смонтированные в станине встречно вращающиеся валки 2 и 3, на рабочих поверхностях 4 которых выполнены ячейки 5. Валки соединены с приводом 6. На станине 1 сверху над валками 2 и 3 установлен вертикальный щнековый питатель 7. Последний содержит щнеки 8, приводы 9 щнеков, корпус 10 шнекового питателя, загрузочный патрубок П.
В нижней части корпуса 10, примыкающей к межвалковому зазору 12, выполнены сквозные продольные каналы 13 и 14, ориентированные вдоль формующих валков 2 и 3.
С каналами 13 и 14 соединены отверстия 15-18, выполненные в корпусе 10 шнекового питателя 7 так, что оси отверстий 15 и 16 направлены в сторону рабочих поверхностей 4 формующих валков 2 и 3 по нормали к ним, а оси отверстий 17 и 18 - в сторону щнеков 8.
С каналами 13 и 14 связаны управляемые распределители, например вентили 19 и 20 для подключения магистральной воды и пара.
Валковый пресс работает следующим образом.
Через загрузочный патрубок 11 в корпус 10 щнекового питателя подается прессуемый материал. Шнеки 8 направляют его в межвалковый зазор 12 к формующим ячейкам 5.
При встречном вращении валков 2 и 3 материал прессуется в брикеты, которые при выходе из межвалкового зазора свободно выпадают из ячеек 5 и отводятся конвейером уборки брикетов (не показан).
При длительной работе валковых прессов с вязким пластифицированным материалом, например с каменноугольной щихто-й с битумным связующим, происходит его налипание на поверхность ячеек валков, в связи с чем их необходимо периодически очищать от на- липной массы.
В предлагаемом прессе процесс очистки ячеек валков производится автоматически. Через вентили 19 и 20 при необходимости очистки ячеек в каналы 13 и 14 попеременно подаются горячий пар и вода. При этом
валки 2 и 3 продолжают вращаться вхолостую, а подача прессуемого материала через патрубок 11 прекращается. Горячий пар через отверстия 15-18 попадает на поверхность валков и шнеков и размягчает налипщий на ячейки валков и лопасти шнеков материал, который затем смывается водой.
После окончания процесса очистки подача пара и воды прекращается, вновь включается подача прессуемого материала и пресс
продолжает работать в обЬ1чном технологическом режиме.
0
5
0
5
0
5
Таким образом, в предлагаемом прессе наличие в корпусе щнекового питателя продольных каналов, ориентированных вдоль оси валков и отверстий, связанных с этими каналами и направленных на рабочие поверхности валков и на лопасти щнеков, обеспечивает очистку ячеек валков и лопастей шнеков без применения трудоемкого ручного труда и без снятия валков, что не только улучщает удобство эксплуатации, но и повышает качество брикетирования, а также сушественно снижает время простоев оборудования.
Формула изобретения
Валковый пресс для брикетирования, содержащий приводные валки с формующими ячейками, вертикальный щнековый питатель в виде смонтированных в корпусе последовательно по длине валков шнеков с приводами их вращения и патрубком для подачи обрабатываемого материала, отличающийся тем, что, с целью повышения удобства обслуживания и качества получаемых брикетов, он снабжен управляемыми распределителями для подключения магистралей воды и пара, в корпусе шнекового питателя выполнены с двух его сторон параллельно валкам сквозные каналы и соединенные с каждым из них два ряда отверстий, оси одного из рядов направлены в сторону лопастей шнеков, а другого - в сторону противолежащего валка по нормали к его формующей поверхности, при этом на концах упомянутых сквозных каналов смонтированы упомянутые распределители.
-А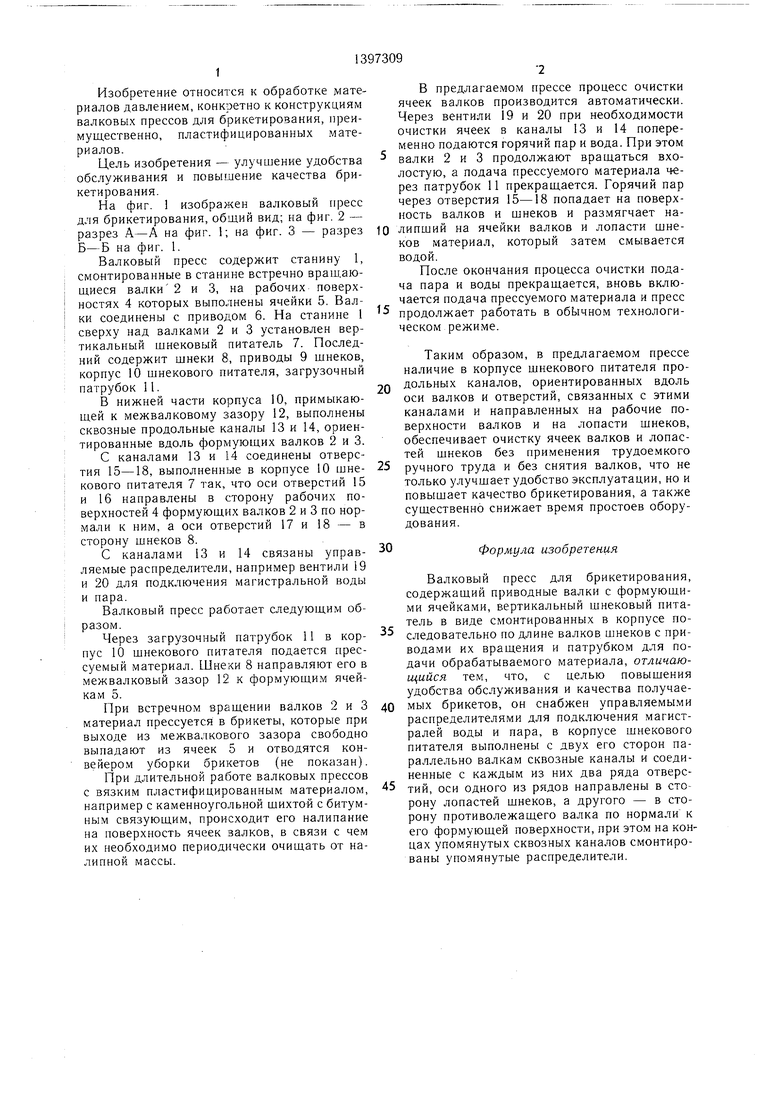
| название | год | авторы | номер документа |
|---|---|---|---|
| ВАЛКОВЫЙ ПРЕСС ДЛЯ БРИКЕТИРОВАНИЯ СЫПУЧИХ ПОЛИДИСПЕРСНЫХ МАТЕРИАЛОВ | 2010 |
|
RU2450928C2 |
| ПРЕСС ВАЛКОВЫЙ ДЛЯ БРИКЕТИРОВАНИЯ ПОЛИДИСПЕРСНЫХ СЫПУЧИХ МАТЕРИАЛОВ | 2010 |
|
RU2450930C2 |
| ВАЛКОВЫЙ ПРЕСС ДЛЯ БРИКЕТИРОВАНИЯ ПОЛИДИСПЕРСНЫХ СЫПУЧИХ МАТЕРИАЛОВ | 2010 |
|
RU2450929C2 |
| УСТРОЙСТВО ДЛЯ БРИКЕТИРОВАНИЯ ПОРОШКООБРАЗНЫХ МАТЕРИАЛОВ | 2019 |
|
RU2719208C1 |
| ВАЛЬЦОВЫЙ ПРЕСС ДЛЯ БРИКЕТИРОВАНИЯ ПОРОШКООБРАЗНЫХ МАТЕРИАЛОВ | 2001 |
|
RU2204486C2 |
| Брикетный пресс | 1980 |
|
SU941197A1 |
| Валковый пресс | 1989 |
|
SU1722873A1 |
| БРИКЕТНЫЙ ПРЕСС | 1991 |
|
RU2021897C1 |
| Валковый пресс для гранулирования | 2020 |
|
RU2735086C1 |
| Брикетный пресс | 1984 |
|
SU1197592A1 |

Изобретение относится к обработке материалов давлением, в частности к прессам для .изготовления брикетов из пластич- ны.х или порошкообразных материалов. Цель изобретения - повышение удобства обслуживания и качества получаемых брикетов за счет подвода к рабочей поверхности валков 2 и 3 горячего пара и воды. Для этого в корпусе 10 шнекового питателя 7 выполнены сквозные продольные каналы 13 и 14, направленные вдоль оси формующих валков 2 и 3, и отверстия 15, 16, 17 и 18, соединенные с этими каналами, причем оси одних отверстий направлены перпендикулярно рабочим поверхностям противолежащих формуюп 1их валков, а оси других отверстий направлены в сторону лопастей 1ппеков. 3 ил. I (Л
7 p n-j:iLJ
3 13
1 192 W
фиг. 2
Б- б
18 Ю
77 в 20
Фиг.З
| ВАЛЬЦОВЫЙ ПРЕСС ДЛЯ БРИКЕТИРОВАНИЯ | 0 |
|
SU288999A1 |
| Способ обработки медных солей нафтеновых кислот | 1923 |
|
SU30A1 |
| РЕЖУЩАЯ ПЛАСТИНА ДЛЯ ТЯЖЕЛОГО ТОЧЕНИЯ | 2001 |
|
RU2258580C2 |
| Способ обработки медных солей нафтеновых кислот | 1923 |
|
SU30A1 |
