(21)4067966/25-27
(22)29.05.86
(46) 23.05.88. Бюл. № 19
(71)Могилевский машиностроительный институт
(72)Я. М. Сургунт, П. Ф. Котиков и Э. А. Свидерский
(53)621.928.77(088.8)
(56)Бабичев А. П. и др. Вибрационная отделочно-упрочняющая обработка: Сб. докладов науч.-техн. семинара.
Размерно-чистовая -и упрочняющая обработка поверхностным деформированием. - М.: НИИМАШ, 1968, с. 84.
(54)СПОСОБ ОБРАБОТКИ
(57)Изобретение относится к машиностроению и может быть использовано для обработки деталей методом поверхностно пластического деформирования. Цель - повышение качества обработки за счет выравнивания по фазе и амплитуде упругих пере- меш.ений инструмента и заготовки. Между опорной поверхностью станка и базовой поверхностью заготовки располагают вязко- упругий элемент, осуществляющий демпфирование, а его жесткость определяют по математической зависимости. Между базовой поверхностью станка и обрабатывающим инструментом располагают упругий элемент. Державки инструмента также выбирают с определенной жесткостью. При обработке массы детали и инструмента перемещаются с одинаковой частотой без смещения по фазе. 3 ил.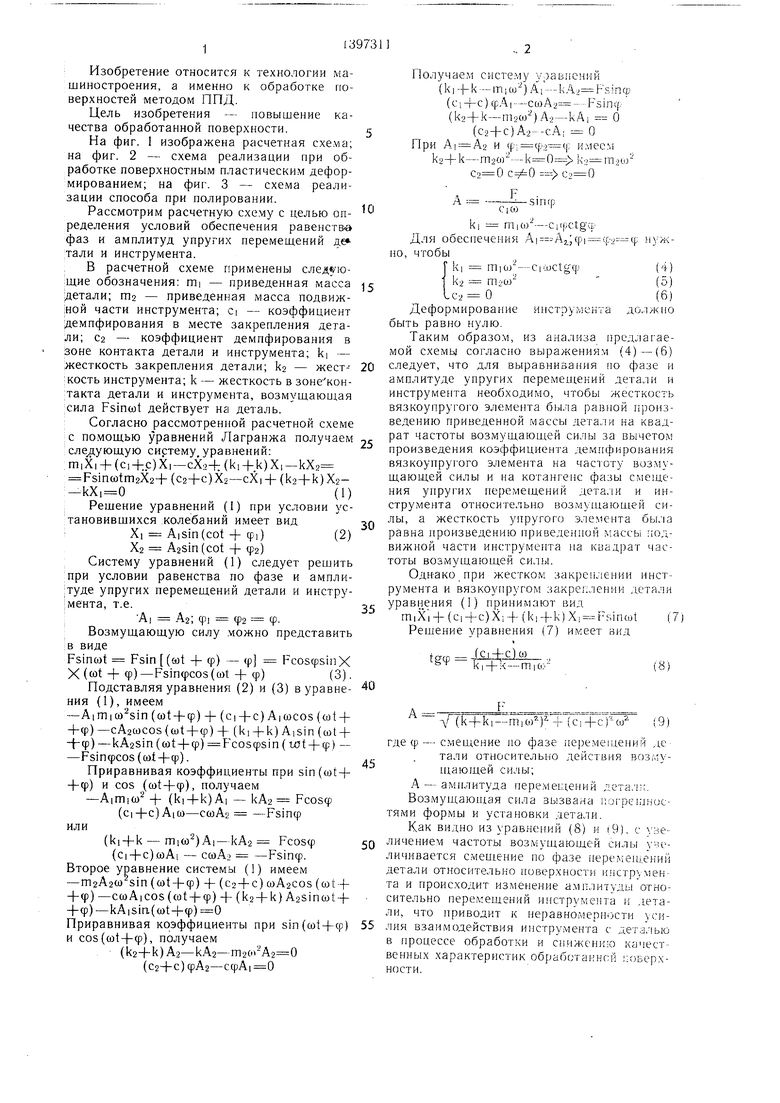
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ доводки | 1984 |
|
SU1237400A1 |
| Способ определения динамической жесткости станка | 1990 |
|
SU1761383A1 |
| Способ шлифования | 1987 |
|
SU1491678A1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ ПАРАМЕТРОВ ВОЛНОВОГО ТВЕРДОТЕЛЬНОГО ГИРОСКОПА | 2013 |
|
RU2544308C9 |
| Способ отделочно-упрочняющей обработки внутренних поверхностей | 2023 |
|
RU2820469C1 |
| Способ базирования борштанги | 1990 |
|
SU1818176A1 |
| Комбинированный инструмент для совмещенной обработки отверстий резанием и поверхностным пластическим деформированием | 1986 |
|
SU1444135A1 |
| СПОСОБ СТАТИКОИМПУЛЬСНОЙ ОБРАБОТКИ ПОВЕРХНОСТНЫМ ПЛАСТИЧЕСКИМ ДЕФОРМИРОВАНИЕМ | 1996 |
|
RU2098259C1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ КОЭФФИЦИЕНТОВ ГИСТЕРЕЗИСНОГО И ЛИНЕЙНО-ВЯЗКОГО ВНУТРЕННЕГО ТРЕНИЯ В ВЯЗКОУПРУГОМ МАТЕРИАЛЕ | 2000 |
|
RU2183320C2 |
| СПОСОБ УПРОЧНЕНИЯ ПОВЕРХНОСТИ МЕТАЛЛИЧЕСКИХ ИЗДЕЛИЙ | 2005 |
|
RU2287020C1 |
со со
со
Изобретение относится к технологии машиностроения, а именно к обработке поверхностей методом ППД.
Цель изобретения - повышение качества обработанной поверхности.
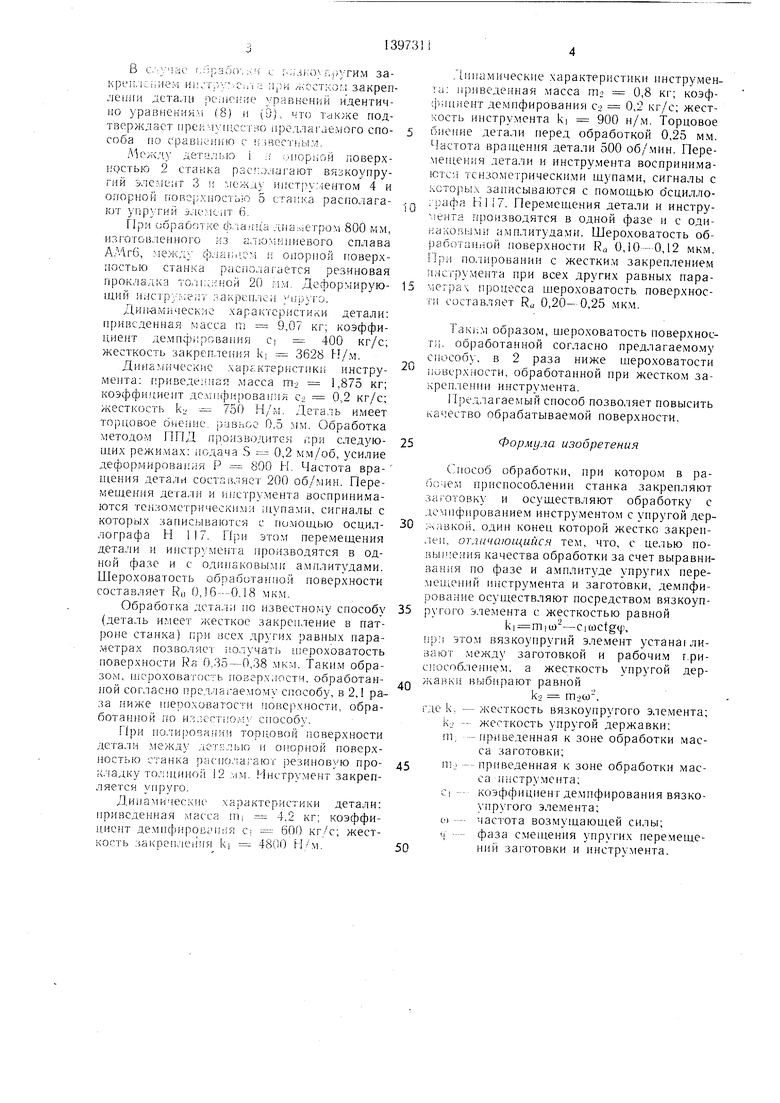
На фиг. 1 изображена расчетная схема; на фиг. 2 - схема реализации при обработке поверхностным пластическим деформированием; на фиг. 3 - схема реализации способа при полировании.
Рассмотрим расчетную схему с целью оп- ределения условий обеспечения равенства фаз и амплитуд упругих перемеш,ений де тали и инструмента.
В расчетной схеме применены след«ло- :щие обозначения: mi - приведенная масса детали; т - приведенная масса подвиж- ;ной части инструмента; ci - коэффициент демпфирования в месте закрепления детали; С2 - коэффициент демпфирования в зоне контакта детали и инструмента; ki - жесткость закрепления детали; kz - жест-- кость инструмента; k - жесткость в зоне кон- такта детали и инструмента, возмушаюшая сила Fsinwt действует на деталь.
Согласно рассмотренной расчетной схеме с помощью уравнений Лагранжа получаем ,ую систему уравнений: m,Xi + (ci4,c)Xi--cX:24(ki + k)X,-kX2 Fsin(otm2X2+ (с2+с)Х2-cXi + (k2+k) Х2- -kX,0(1)
Решение уравнений (1) при условии установившихся колебаний имеет вид - Xi Aisin(cot-f ф1) (2)
X2 A2Sin(COt -j- ф2)
Систему уравнений (1) следует решить при условии равенства по фазе и амплитуде упругих перемещений детали и инструмента, т.е. Ai А2; ф1 ф2 ф.
Возмущающую силу можно представить в виде
Fsincot Fsin (wt -f- ф) - ф FcosфsinX Х(ш1 + ф)-Fsiпфcos(a)t + ф)(3).
Подставляя уравнения (2) и (3) в уравне- ния (1), имеем
-AimiM sin (а)1-|-ф) -|- (ci + c) Aiwcos (:ot + -Ьф)-cA2(ocos((ut-|-9) + (ki+k) Aisin(cot + -f-ф) -kA2sin (cot+ф) Fcosфsin ( ш1 + ф) -FsinфCOS(CL)t + ф).
Приравнивая коэффициенты при sin(wt + -|-ф) и cos (о)1+ф), получаем
-Aimio) + (ki-|-k) А| - kA2 Fcosф
(ci+c)Aia)-ccoAs -Fsiпф или
(ki+k - rniCu)A|-kA2 Fcosф
(ci + c).(oAi - сшАз -Fsinф. Второе уравнение системы (1) имеем -m2A2W з1п(со1 + ф) + (c2-f с) coA2Cos (cot-f- -+-ф) -са)А|С05((о1-|-ф) 4- (k2-fk) A2Sinu)t-f -fф)-kA|Siп.({Dt-|-ф)0
Приравнивая коэффициенты при sin (оо1-|-ф) и cos(cot4-ф), получаем
(k2+k)A2-kA2-m20 A2 0
(С2 + с)фА2 -СфА1 0
Получаем систему уравнений
(ki+k -iTiim-) AI (сI +с) фАI-.--сыА2 - - Fsintfy (k9-+-k -m9or )A2-k.Ai О
(C2 + C)A2--CA| О
При и k2+k--m2(i) k2 m2or
С2 0
f I со
ki rnio)--Ciipctgci Для обеспечения ,
А -mioj - CMJjctgqj mi о,)
инструмента
(6) до.пжпо
но, чтобы
Jk,
k2-
Деформирование быть равно нулю.
Таким образом, из анализа предлагаемой схемы согласно выражениям (4)(6) следует, что для выравнивания по фазе и амплитуде упругих перемещений детали и инструмента необходимо, чтобы жесткость вязкоупругого элемента была раиной произведению приведенной массы детали на квадрат частоты возмущающей силы за вычетом произведения коэффициента демпфирования вязкоупругого элемента на частоту возмущающей силы и на котангенс фазы смещения упругих перемещений дета.ш и инструмента относительно возмущающей силы, а жесткость упругого элемента была равна произведению приведенной массы подвижной части инструмента на квадрат частоты возмущающей силы.
Однако при жестком закреплении инструмента и вязкоупругом закреплении детали уравнения () принимают вид
miXi + (ci+c)Xi + )X; FsintLit (
Решение уравнения (7) имеет вид
JCj+CMW
-j -т-Ц .
ki + K-rriio)
(8)
А
r(k-f ki-гп) w) -i- (ci +c i
(9)
где ф--смещение но фазе перемещений детали относительно действия возмущающей силы;
А - амплитуда перемещений леталг;.
Возмущаюн ая сила вызвана иогреилтос тями формы и установки детали.
Как видно из уравнений {8) и i9). с личением частоты возмущающей силы че- личивается смещение по фазе еременлсний детали относительно поверхности инструмента и происходит измепение амплитуды относительно перемещений инструмента и летали, что приводит к неравномерности уси- лня взаимодействия инструмента с деталью в процессе обработки и сниженк о качественных характеристик обработанной поверхности.
В случае ;, крешспием HJK лении детали но уравнениям твержласт fipei;рзо(У. с г.:;з1чО пругим за- Tpv .Ci; :i при /i.:ccTKoni закреп- iiCiiiCiiHe уравнений идентич- (8) II (9), что также под- мущсстзо предлагаемого спо- ;:5вестьь1м. 1 :; (зпорной поверхизсотовленногоАМгб, ieжлy ф постью станка проклалка TO/I i;;, щий ииетруме: Дк11-амическ;-1е
соба по с равиемило
Мсж/iy деталью
ноетью 2 етанка рзсг::}. 1агают BfiSKoynpy- гий элемент 3 ) между Н)ет 1у: |ентом 4 и опорной пове ;х1юсть;о 5 стяшча располагают упругий элемент 6.
Г1ри обработке ф.анца .чна:метром 800 мм, из алюминиевого сплава ianiiCM ii опорной гюверх- располагается резиновая л;ой 20 мм. Деформирую- закренлен yiipyro.
X ара ктер и ст и ли детали: приведенная маеса п; 9,07 кг; коэффициент демпфирования С 400 кг/с; жесткость закрепления ki 3628 Н/м.
Динамические харЕКтериетикн инструмента: гфиведениая масса mv 1,875 кг; коэффи.циеит дс.мнфирования с 0,2 кг/с; жесткость kv :--- 750 Н/м. Деталь имеет TOjjHOBoe биение, lyaBhoe 0,5 . Обработка методом ППД производится при следую- ндих режимах: подача S 0,2 м.м/об, усилие деформирования Р 800 Н. Частота вра- П1ения детали составляет 200 об/мин. Перемещения детали и инструмента воспринимаются теизо.метричеоки.ми П1унами, сигналы с которых записываются с помощью осциллографа Н 117. При этом перемещения детали и инструмента нроизводятся в одной фазе и с одинаковыми а.мплитудами. Шероховатость обработанной новерхности составляет Ro 0,1б---0,18 мкм.
Обработка детали ио известному способу (деталь имеет жесткое закрепление в патроне станка) при всех других равных нара- метрах позволяет получать шероховатость поверхности Ra 0,35-0,38 мкм. Таким образом, пюроховатость повгрх.тости, обработанной согласно пред.агае.мому способу, в 2,1 раза ниже Н1ероховатости поверхности, обработанной гго иззест пол;} способу.
При полир ован.ии торцовой поверхности детали .между леткл1 ю и опорной иоверх- ностыо станка р.асно.. а1 ают ()езинов ю про- к.-1адку толщиной 12 .мм. Инструмент закрепляется упруго.
Динамимеск 1е .характеристики детали: ириведенная масса irij 4.2 кг; коэффициент де.миф|ироваиг;я Ci 600 кг/с; жесткость : ,.леп.чя kj 48(н ) Н/м.
0
5
0
5
0
5
0
Лпиам11ческпе характер11стики инструмента: приведенная масса т2 0,8 кг; коэф- (риниент демпфирования с 0,2 кг/с; жесткость инструмента ki 900 н/.м. Торцовое биение детали перед обработкой 0,25 мм. Частота вращения детали 500 об/мин. Пере- .мещения детали и инструмента воспринимаются тснзометрическими ндупами, сигналы с которых записываются с помощью о сцилло- ; рафа HI 17. Перемещения детали и инструмента производятся в одной фазе и с оди- какоБы.ми амплитудами. Шероховатость обработанной поверхности R,, О,iO0,12 мкм.
При полировании с жестким закреплением инструмента при всех других равных параметрах процесса шероховатость поверхности составляет Ra 0,20-0,25 мкм.
TaKJ;.M образом, шероховатость поверхности, обработанной согласно предлагаемому способу, в 2 раза ниже шероховатости поверхности, обработанной при жестком за- креп.чеции инстру.мента.
Предлагаемый способ позволяет повысить качество обрабатываемой поверхности.
Формула изобретения
Способ обработки, при котором в рабочем приспособлении станка закрепляют за -отовку и осуществляют обработку с демпфированием инструментом с упругой дер- :л,, один конец которой жестко закрен- леп, отличающийся тем, что, с целью по- качества обработки за счет выравни- по фазе и а.мплитуде упругих пере- .мец;епий инструмента и заготовки, демпфирование осуществляют посредством вязкоуп- ругого элемента с жесткостью равной
) -Cicoctg,
при этом вязкоупругий элемент устанакли- вают между заготовкой и рабочим г.ри- сиособлением, а жесткость упругой державки выбирают равной
ka m2co-,
гдek, -: есткость вязкоупругого эле.мента; k;; - жесткость упругой державки; т, -приведенная к зоне обработки масса заготовки;
nij - приведенная к зоне обработки масса инструмента;
С - коэффициент демпфирования вязко- упругого элемента; О) -- частота возмущающей силы; (I фаза с.ме1цения упругих перемещений заготовки и инструмента.
Фиг. Z
Фиг. J
