Изобретение относится к абразивной обработке и может быть использовано для одно- и двусторонней доводки свободным абразивом деталей машин и приборов на доводочных станках.
Цель изобретения повышение качества обработки на основании измеренных за каждый цикл относительного движения обрабатываемой заготовки по инструменту сигналов нормальной и тангенциальной составляющих результирующей силы доводки, сравнения этих сигналов с заданными пороговыми значениями ивведения в процесс обработкидополнительного силовоговоздействия.
I
На фиг. 1 представлена для случая односторонней доводки замкнутая силовая цепь доводочный станок - инструмент - абразивная прослойка - обрабатываемые заготовки - пpиcпocoб le- ние - доводочный станок,и прикладываемое дополнительное возмущающее силовое воздействие, где М - приведенная масса доводочного станка и инструмента со стороны инструмента; К
(
С, - соответственно приведенные
коэффициенты жесткости и демпфирования для участка силовой цепи доводочный станок - инструмент - абразивная прослойка - обрабатываемые заготовки; М - приведенная масса обрабатываемых заготовок - приспособления; К, Cj - соответственно приведенные коэффициенты жесткости демпфирования для участка силовой цепи приспособление - доводочный станок; м - приведенная масса доводочного станка со стороны приспособления.
V
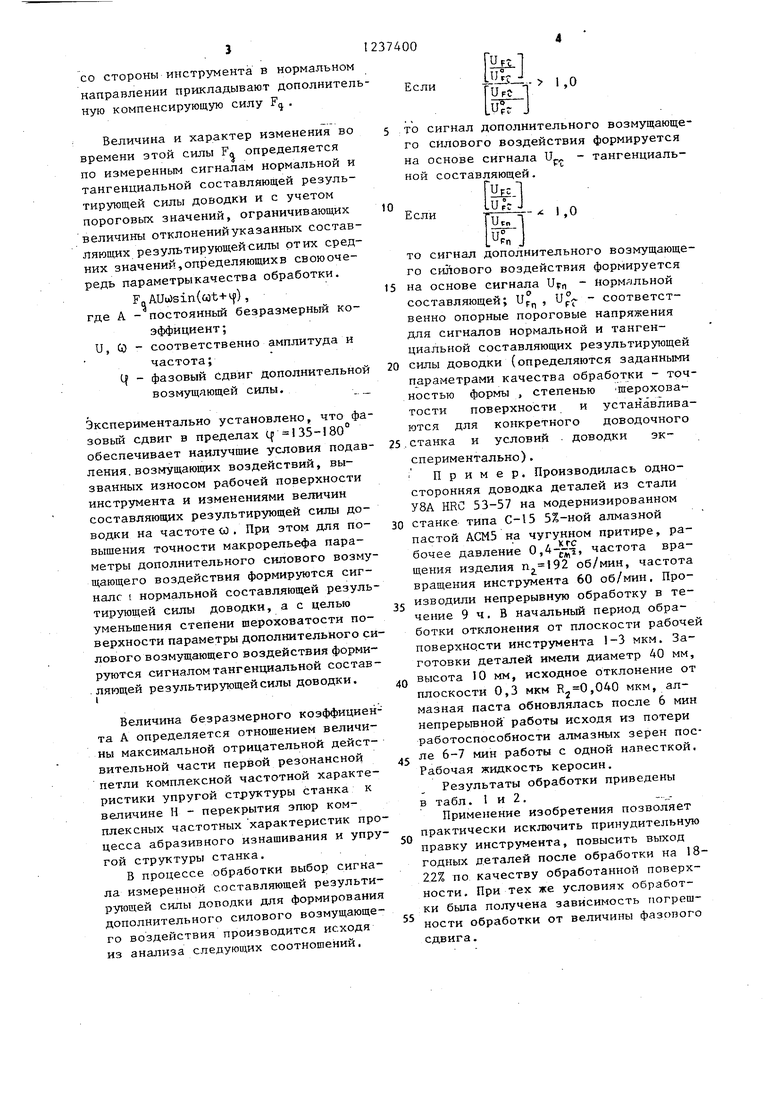
На фиг. 2 представлена АФЧХ замкнутой силовой цепи доводочный станок- инструмент - абразивная прослойка - обрабатываемые заготовки - приспособление доводочный станок, в комплексной плоскости; 1 - первая петля АФЧХ структуры доводочного станкаj соответствующая частоте со, 2 - петля АФЧХ, обусловленная действием дополнительного возмущающего силового воздействия, подавляющего возмущение в снгювой цепи с частотой со, 3 - характеристика динамики процесса абразивного изнашивания.
При механической доводке свободным абразивом прецизионных поверхностей
фекта, посредством которого реакция технологической системы проявляется . в виде обратной связи с зaпaздывa ifиeм во времени.
5 Характер влияния регенеративной обратной .связи на качество обработки зависит как от динамических характеристик процесса абразивного изнашивания, так и упругой структуры станка О и может приводить к нестабильности силового режима в этой системе и, как следствие, к снижению производительности и качества обработки.
Основной причиной нестабильности
- 5 ( неустойчивости J указанной технологической системы при регенеративном возбуждении является различие абразивного изнашивания в начале внедрения абразивных зерен в материал и их отталкивании .действием деформированных слоев материала, повышенной твердости при дальнейшем диспергировании. В этих условиях рассматриваемая технологическая система устойчива лишь в том случае, если не имеет места пересечение полярных эпюр правой и левой частей ее характеристического уравнения, определяющих соответственно динамику процесса абразивного из- 30 нашивания и динамику упругой структуры станка (сЬиг. 2).
Стремление обеспечить устойчивость технологической си стемыи стабилизиро: вать качествообработки за счет увеличе- 35 ния статистической жесткости станкаока- залис11 безуспепгными ,таккак необходимая для этогостатистическая жесткостьстан20
25
ка составляет4
кГс кмк
на каждый миллиметр
45
40 ширины следа заготовки поинструменту. Такую высокуюжесткость станковреали- невозможно.
Поэтому большой практический интерес представляет использование способа, с помощью которого на основе . предварительно определенных динамических характеристик процесса абразивного изнашивания и упругой структуры станка можно бьшо бы деформировать полярные эпюры комплексных частотных характеристик процесса абразивного изнашивания и упругой структуры станка так, чтобы не допустить их пересечения. Для этого в соотвгт50
деталей качество обработки определяет55 ствии с изобретением в технологичес- характер действующего в технологичес- кую систему дополнительно включено кой системе процесс абразивного изна- активное звено, с помощью которого шивания - станок регенеративного эф- - к упругой структуре станка, например.
374002
фекта, посредством которого реакция технологической системы проявляется . в виде обратной связи с зaпaздывa ifиeм во времени.
5 Характер влияния регенеративной обратной .связи на качество обработки зависит как от динамических характеристик процесса абразивного изнашивания, так и упругой структуры станка О и может приводить к нестабильности силового режима в этой системе и, как следствие, к снижению производительности и качества обработки.
Основной причиной нестабильности
5 ( неустойчивости J указанной технологической системы при регенеративном возбуждении является различие абразивного изнашивания в начале внедрения абразивных зерен в материал и их отталкивании .действием деформированных слоев материала, повышенной твердости при дальнейшем диспергировании. В этих условиях рассматриваемая технологическая система устойчива лишь в том случае, если не имеет места пересечение полярных эпюр правой и левой частей ее характеристического уравнения, определяющих соответственно динамику процесса абразивного из- 30 нашивания и динамику упругой структуры станка (сЬиг. 2).
Стремление обеспечить устойчивость технологической си стемыи стабилизиро: вать качествообработки за счет увеличе- 35 ния статистической жесткости станкаока- залис11 безуспепгными ,таккак необходимая для этогостатистическая жесткостьстан20
25
ка составляет4
кГс кмк
на каждый миллиметр
ирины следа заготовки поинструменту. акую высокуюжесткость станковреали- невозможно.
Поэтому большой практический интерес представляет использование способа, с помощью которого на основе . предварительно определенных динамических характеристик процесса абразивного изнашивания и упругой структуры станка можно бьшо бы деформировать полярные эпюры комплексных частотных характеристик процесса абразивного изнашивания и упругой структуры станка так, чтобы не допустить их пересечения. Для этого в соотвгт
со стороны инструмента в нормальном направлении прикладывают дополнителную компенсирующую силу F(j ,
Величина и характер изменения во времени этой силы Рл определяется по измеренным сигналам нормальной и тангенциальной составляющей результирующей силы доводки и с учетом пороговых значений, ограничивающих величины отклоненийуказанных составляющих результирующей силы от их средних значений,определяющихв своюочередь параметрыкачества обработки.
FQAUu)sin(cot+4i),
где А - постоянный безразмерный коэффициент;и, СО - соответственно амплитуда и
частота;
Ц - фазовый сдвиг дополнительной возмущающей силы.
Экспериментально установлено, что фазовый сдвиг в пределах ( 135-180° обеспечивает наилучшие условия подавления, возмущающих воздействий, вызванных износом рабочей поверхности инструмента и изменениями величин составляющих результирующей силы доводки на частоте to. При этом для повышения точности макрорельефа параметры дополнительного силового возмущающего воздействия формируются сигнале I нормальной составляющей результирующей силы доводки, а с целью уменьшения степени шероховатости поверхности параметры дополнительного силового возмущающего воздействия формируются сигналом тангенциальной состав.ляющей результирующей силы доводки. I
Величина безразмерного коэффициента А определяется отношением величины максимальной отрицательной действительной части первой резонансной петли комплексной частотной характеристики упругой структуры станка к величине Н - перекрытия эпюр комплексных частотных характеристик процесса абразивного изнашивания и упругой структуры станка.
В процессе обработки выбор сигнала измеренной составляющей результирующей силы доводки для формирования дополнительного силового возмущающего воздействия производится исходя из анализа следующих соотношений,
1и°.. J
г--1- ЬО
Если
то сигнал дополнительного возмущающего силового воздействия формируется
и.
Ft
- тангенциаль10
Если
1,0
15
20
5
0
то сигнал дополнительного возмущающего силового воздействия формируется на основе сигнала U нормальной составляющей; U , J° - соответственно опорные пороговые напряжения для сигналов нормальной и тангенциальной составляющих результирующей силы доводки {определяются заданными параметрами качества обработки - точностью формы , степенью Шерохова-- тости поверхности и устанавливаются для конкретного доводочного ,станка и условий . доводки экспериментально) .
Пример. Производилась односторонняя доводка деталей из стали У8А HRC 53-57 на модернизированном станке типа С-15 5%-ной алмазной пастой АСМ5 на чугунном притире, ра V
бочее давление 0,, частота вращения изделия об/мин, частота вращения инструмента 60 об/мин, Про- 5 изводили непрерывную обработку в течение 9 ч. В начальный период обработки отклонения от плоскости рабочей поверхности инструмента 1-3 мкм. Заготовки деталей имели диаметр 40 мм, высота 10 мм, исходное отклонение от плоскости 0,3 мкм ,040 мкм, алмазная паста обновлялась после 6 мин непрерьшной работы исходя из потери работоспособности алмазных зерен после 6-7 мин работы с одной навесткой. Рабочая жидкость керосин.
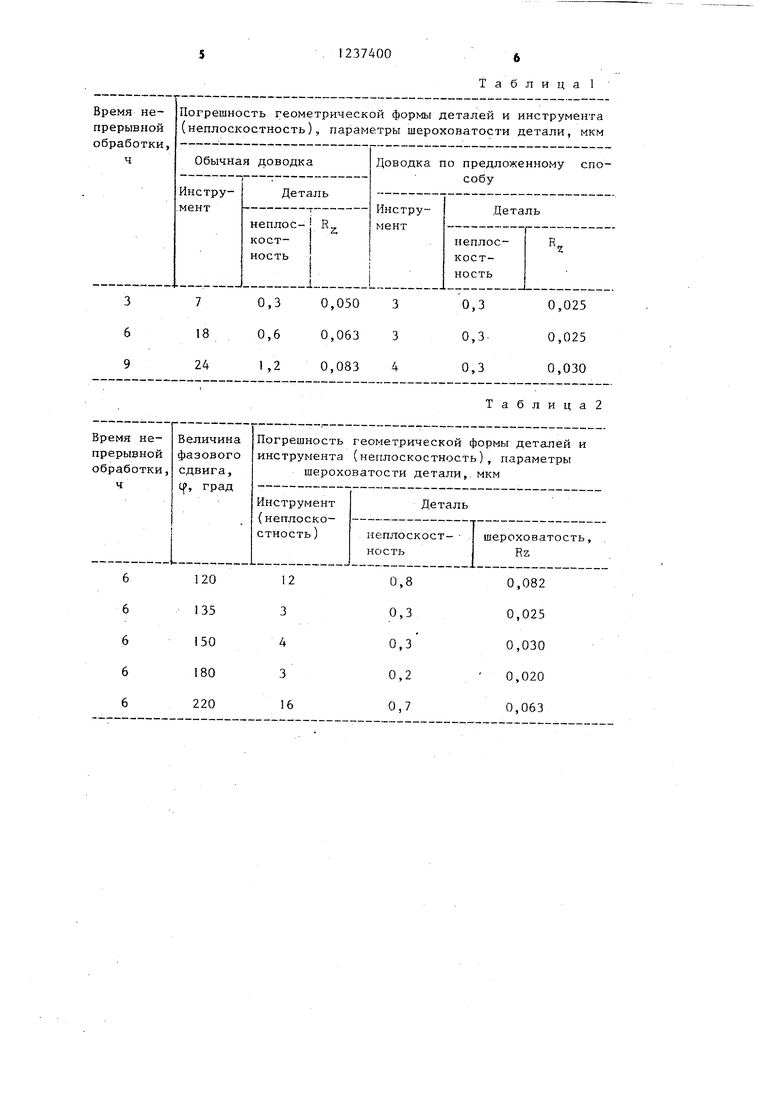
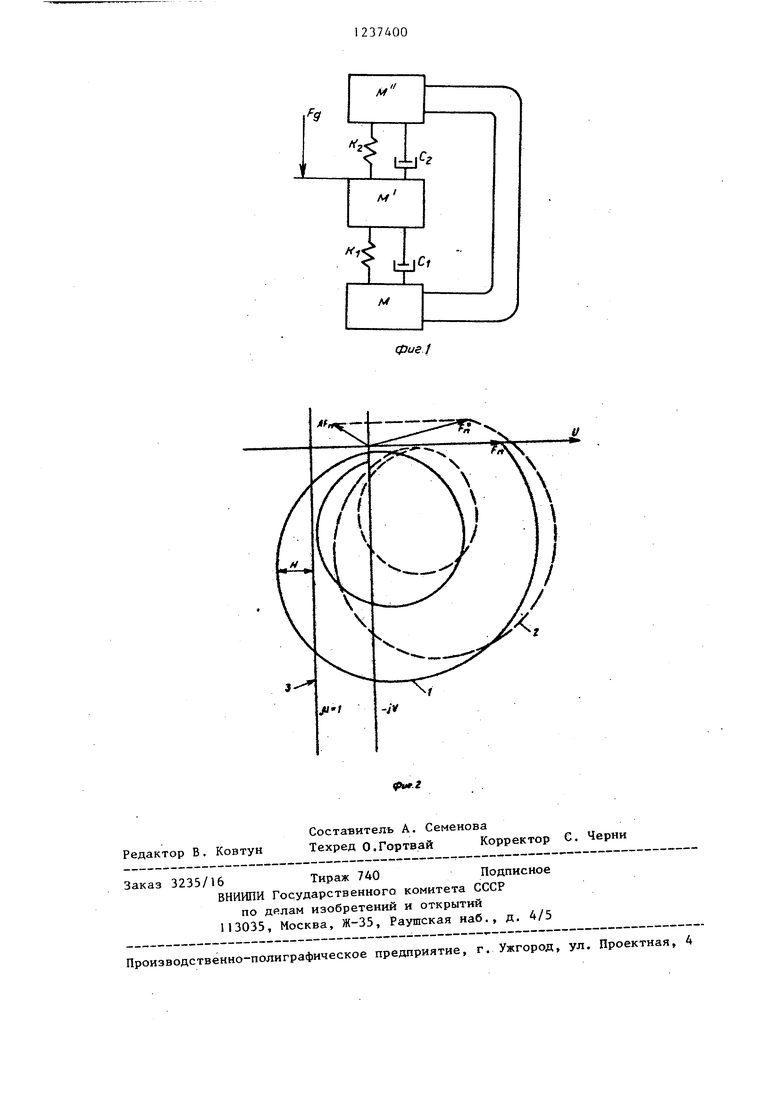
Результаты обработки приведены в табл. t и 2.. ,
Применение изобретения позволяет практически исключить принудительную правку инструмента, повысить выход годных деталей после обработки на 18- 22% по качеству обработанной поверхности. При тех же условиях обработки была получена зависимость погрещ- ности обработки от величины фазового сдвига.
0
5
0
Таблица 1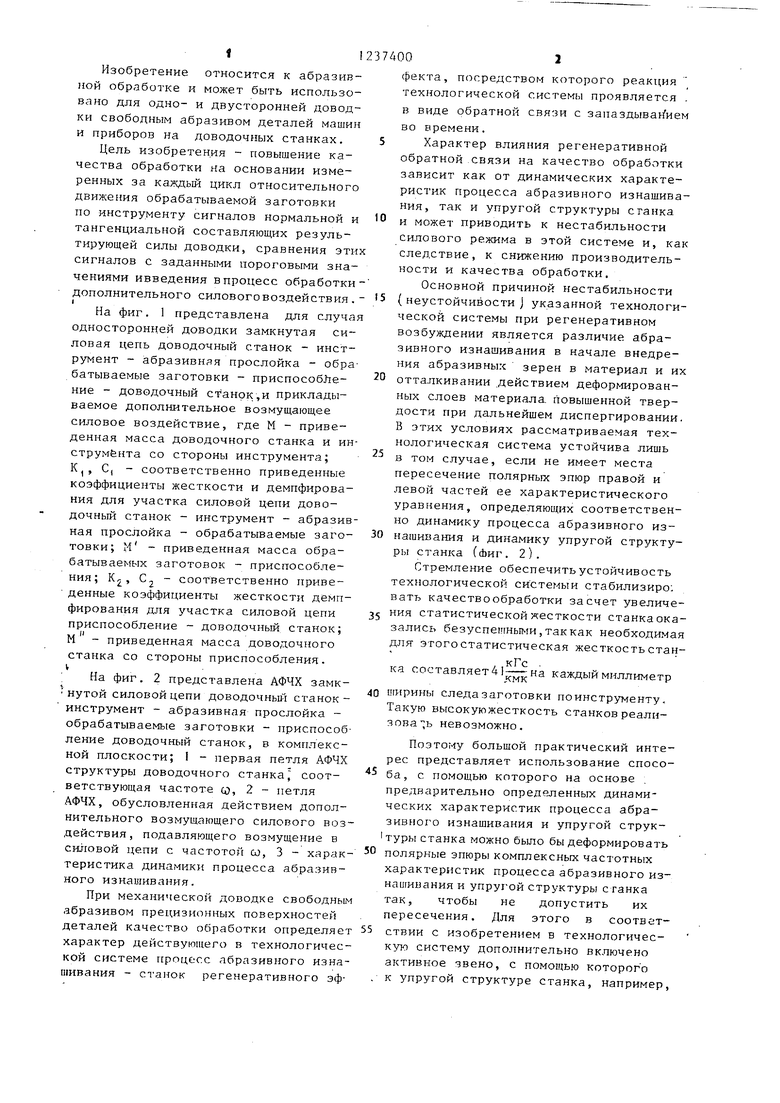
| название | год | авторы | номер документа |
|---|---|---|---|
| Доводочный станок | 1985 |
|
SU1274914A1 |
| Способ доводки | 1986 |
|
SU1349976A1 |
| Способ доводки | 1984 |
|
SU1201110A1 |
| СПОСОБ ПОСТРОЕНИЯ ДИНАМИЧЕСКОЙ МОДЕЛИ ЭКВИВАЛЕНТНОЙ УПРУГОЙ СИСТЕМЫ МЕТАЛЛОРЕЖУЩЕГО СТАНКА В ЗОНЕ РЕЗАНИЯ | 1996 |
|
RU2130598C1 |
| СПОСОБ ДИАГНОСТИКИ ЭЛЕМЕНТОВ ЗАМКНУТОЙ ДИНАМИЧЕСКОЙ СИСТЕМЫ ТОКАРНОГО СТАНКА | 1997 |
|
RU2146585C1 |
| Станок-автомат для обработки плоских поверхностей | 1988 |
|
SU1553393A1 |
| СПОСОБ БЕСЦЕНТРОВОЙ АБРАЗИВНОЙ ДОВОДКИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2006 |
|
RU2344919C2 |
| Способ определения динамической жесткости станка | 1990 |
|
SU1761383A1 |
| СПОСОБ И СТАНОК ДЛЯ ОБРАБОТКИ КОЛЬЦЕВЫХ ПОВЕРХНОСТЕЙ | 2000 |
|
RU2215634C2 |
| Станок для доводки плоских поверхностейдЕТАлЕй | 1979 |
|
SU804402A1 |

Редактор В. Ковтун
Составитель А. Семенова
Техред О.Гортвай Корректор С. Черни
Заказ 3235/16 Тираж 740Подписное
ВНИИПИ Государственного комитета СССР
по дрлам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
Производственно-полиграфическое предприятие, г. Ужгород, ул. Проектная, 4
| Подураев В | |||
| Н | |||
| Автоматически регулируемые и комбинированные процессы резания | |||
| М.: Машиностроение, 1977, с | |||
| Приспособление для подачи воды в паровой котел | 1920 |
|
SU229A1 |
