W
-Jl/2 2co .,:(1-GJ- |K.m2 :(1-G ,) . i Щ2 . (i-G-K)i

| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ШЛИФОВАНИЯ | 2001 |
|
RU2204470C2 |
| СПОСОБ ОЦЕНКИ РАБОТОСПОСОБНОСТИ ШЛИФОВАЛЬНЫХ КРУГОВ | 2020 |
|
RU2736593C1 |
| УСТРОЙСТВО ДЛЯ ВИБРАЦИОННОГО ПЛОСКОГО ШЛИФОВАНИЯ | 2010 |
|
RU2449873C1 |
| СПОСОБ СОВМЕЩЕННОГО ПРЕРЫВИСТОГО ШЛИФОВАНИЯ | 1998 |
|
RU2150364C1 |
| УСТРОЙСТВО ДЛЯ ПЛОСКОГО ВИБРОШЛИФОВАНИЯ | 2010 |
|
RU2449874C1 |
| СПОСОБ ВИБРАЦИОННОГО ПЛОСКОГО ШЛИФОВАНИЯ | 2010 |
|
RU2449871C1 |
| СПОСОБ ШЛИФОВАНИЯ | 1998 |
|
RU2146586C1 |
| СПОСОБ ПЛОСКОГО ВИБРОШЛИФОВАНИЯ | 2010 |
|
RU2449875C1 |
| Способ определения обрабатываемости материалов при плоском шлифовании | 1987 |
|
SU1576854A1 |
| КОЛЕБАТЕЛЬНО-ИМПУЛЬСНОЕ УСТРОЙСТВО ПЛОСКОГО ШЛИФОВАНИЯ | 2010 |
|
RU2449872C1 |
Изобретение касается обработки материалов абразивным инструментом на плоскошлифовальных, круглошлифовальных и других станках. Цель изобретения - повышение стойкости инструмента и качества обрабатываемой поверхности за счет снижения амплитуды колебаний силы резания, износа и затупления рабочей части инструмента. Определяют обрабатываемость шлифуемого материала, устанавливают требуемые режимы шлифования обрабатываемой детали, абразивному инструменту задают взаимное относительное перемещение, в результате которого происходит съем припуска и формирование поверхности детали, причем перед выполнением шлифования определяют динамические характеристики упругой системы шлифовального станка и удельный износ абразивного инструмента и задают циклическую частоту вращения абразивного инструмента, определяемую из выражения: ω=√ 1/2 [2ωЪ°2 - K:M: (1-ΣK) - √K2:M2: (1-ΣK)2 + 16.*98N2.ΩЪ2 - 8K*98N2 : M. (1-Σ.K)] где ωЪ° - минимальная частота спектра собственных колебаний упругой системы станка, рад/сек
M - приведенная масса, соответствующая минимальной частоте, кг
*98N - коэффициент затухания, соответствующий минимальной частоте, с-1
K - параметр, характеризующий обрабатываемость материала, Н/м
σ - удельный износ абразивного инструмента, м/Н. 1 табл.
где ODj - минимальная частота спектра собственньЕХ колебаний упругой системы станка, рад/с; m - приведенная масса, соответствующая минимальной частоте, кг; 7 коэффициент затуИзобретение относится к обработке материалов абразивным инструментом на гшоскошлифовальньсх, круглошлифо- вальных и других станках.
Цель изобретения - повьш1ение стойкости инструмента и качества обрабатываемой поверхности за счет снижения амплитуды колебаний силы резания, износа и затупления рабочей части инструмента.
хания, соответствующий минимальной частоте, К - параметр, характеризующий обрабатываемость материала, н/м; (Г - удельный износ абразивного инструмента, м/Н. 1 табл.
со
о
00
Исходя из предположения, что величина радиального износа абразивного инструмента пропорциональна величине нормальной составляющей сили резания при шпифовании, получено выражение для функции У ((f) , описывающей профиль круга вследствие его износа в течение определенного времени шлифования
Y(tf)(H3K )((nu)-t- .(nU))).GK(t,-Y)
Л
wo-e (sin(Oo i))(,c6s(Uot)- co г
У - - ra|4p ) J
K|an(C02-n u2) cos( «
p
sin(n(ot)( -n cO ) cos () + - - ( + COC) s in (U, l; )1 +
(CO j -n(04sin(iuo)-22nCO COs(nCOi) .cos(U),) + --(n Q -CO +
+2t|2)sin(CO)
Ш В установившемся режиме шлифования, ограничиваясь первой гармоникой в разложении функции )) в ряд Фурье, выражение для периодической составляющей Y, (tf) принимает вид
Y,(tf) (l-G:k)(a;cos(cOo)+b,sin(w)) f - ь,(,-.к, - |Ca.2t.ib,i,2-iayca,
Анализ вьфажения (2) показывает, что амплитуда А является функцией циклической частоты вращения абразивного инструмента СО . Поэтому возможно минимизировать амплитуду А при задании вполне определенного значения Q . Взяв производную dA/dCC и
-г - (Г--,т, - ш(т 1Ь)
Анализ вьфажения (3) показывает, что для определения сО необходимо знать динамические характеристики (т,,Со|) упругой системы станка, удельный износ абразивного инструмента (G) и обрабатываемость шлифуемого материала (К). Динамические характеристики упругой системы станка определяют экспериментально с использованием виброиспытательного комплекса аппаратуры,
ТГ -
mlArW()n i o -w cos(cot)(u )+b ()
sin(La )-22CO.cos(uC)l (1)
где G - удельный износ абразивного
инструмента, м/Н К - параметр, характеризующий
обрабатываемость материала, Н/м CJ - соответственно минимальная
частота спектра собственных колебаний упругой системы
станка, рад/с
m - приведенная масса, соответствующая минимальной частоте, кг,
2 - коэффициент затухания, соответствующий минимальной частоте, с ,
00 - циклическая частота вращения абразивного инструмента, рад/с ,
а,Ь,- коэффициенты-ряда Фурье.
Амплитудное значение А периодической составляющей макрогеометрии рабочей поверхности абразивного ин- струмента с учетом выражения (1) может быть представлено в следующем виде:
приравняв ее нулю, можно получить значение выражения для СО , при котором А будет минимально. Выполнив указанные преобразования, получают следующее вьфажение для определения циклической частоты вращения:
(3)
включающего виброзадающую и регистрирующую аппаратуру, либо выбирают из существующих каталогов динамических свойств упругих систем станков. Методика определеник удельного износа абразивного инструмента и обрабатываемости шлифуемого материала в зависимости от условий реализации процесса шлифования заключается в проведении полного факторного эксперимента.
переменными факторами при проведении которого являются режимы и время шлифования (т), а фиксируемыми параметрами являются износ режущего инструмента (h), фактическое значение нормальной составляющей (Рц), отжатие упругой системы (Л). После обработки результатов эксперимента получают функциональные зависимости (5 (h, Р„, Т) и К f(u,T), по которым можно рассчитать их численные значения для конкретных условий шлифования.
мические характеристики упругой сис- Задание циклической частоты враще- 15 темы плоскошлифовального станка
ния абразивного инструмента, определяемой из выражения (3), позволяет минимизировать динамику формирования волнистости на рабочей поверхности абразивного инструмента, а следовательно, повысить стойкость абразивного инструмента и качество обрабатывамой поверхности,
Дпя осуществления способа экспериментально определяют динамические характеристики (О, ni, )
упругой системы шлифовального станка (либо выбирают из существующих каталогов динамических свойств упругих систем станков), удельный износ (6-) абразивного инструмента и обрабатываемость (К) шлифуемого материал Затем по формуле (3) рассчитывается циклическая частота вращения (Ci)) абразивного инструмента. Затем устанав ливают требуемые режимы шлифования, задают рассчитанную частоту вращения абразивного инструмента и перемещают относительно него обрабатываемую деталь, осуществляя съем припуска.
Эксплуатационные испытания предлагаемого способа шлифования в сравнении с известным проведены на плоскошлифовальном станке ЗГ71, оснащенном системой бесступенчатого изменения циклической частоты вращения шпинделя станка. Шлифование производилось кругом формы ПП 250x75x25, имеющим характеристику 24А25НСМ16К5. Шлифовались плоские образцы размером 150x50x20, жестко закрепленные на столе станка, из стали 12х2Н4А (HRC i 60 ед) на режимах: скорость стола V 12 м/мин, глубина ,03 мм поперечная подача мм/ход, время шлифования мин. Базовая циклическая частота вращения абразивного инструмента Oj; 301,6 рад/с, которая соответствует стандартной час
тоте вращения шпинделя стлнка ЗГ71 (базовый вариант), Эффективность предлагаемого способа оценивают путем изменения циклической частоты вращения абразивного инструмента по динамике роста амплитуды яолнистос- ти рабочей поверхности абразивного инструмента во времени, изменению микротвердости поверхностного слоя шлифуемых образцов, стойкости абразивного инструмента
Экспериментально определены дина
ЗГ71, Минимальная частота спектра собственных колебаний упругой системы станка при обработке на указанном режиме составляет со 754,7 рад/с,
приведенная масса, соответствующая минимальной частоте, m 18,26 кг, коэффициент затухания, соответствующий минимальной частоте, 31,4 с , Экспериментально определены функциональные зависимости для расчета обрабатываемости материала К и удельного износа абразивного инструмента (У при шлифовании стали 12Х2Н4А,
30
g
K 13570V
-1,004 -0,381 0172 0,224
О 7,8 10 Ч,
Численные значения К и G для указанных режимов шлифования составляют К 0,32- 10 H/M,G 0,25-10 °м/Н, Определяют 63 по формуле (3), СО 690 рад/с.
40
g
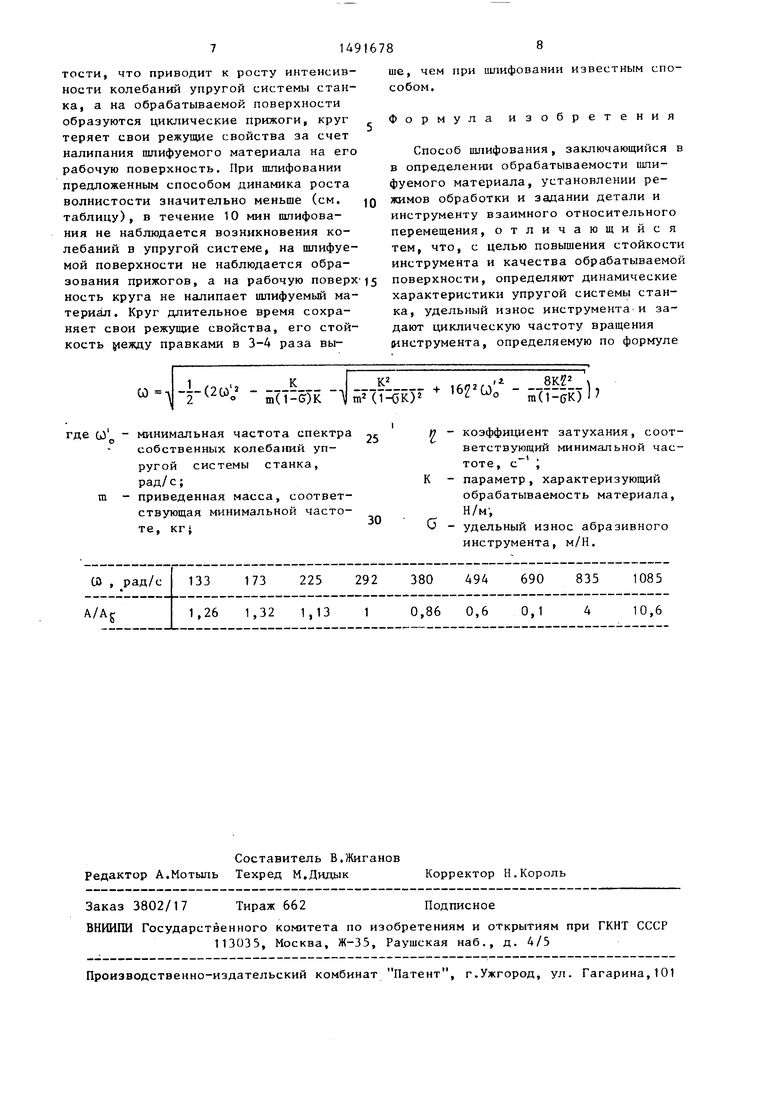
Результаты динамики изменения относительной амплитуды рабочей поверхности шлифовального круга приведены в таблице (d) - циклическая частота 45 вращения абразивного инструмента,
А/Ас-- отношение амплитуды волнистости к амплитуде при ,6 рад/с, Т 10 мин.
Анализ результатов, приведенных в таблице, показывает, что минимальная относительная амплитуда соответствует циклической частоте вращения, рассчитанной по формуле (3)с Результаты проведенного эксперимента позволяют установить, что при шлифовании по базовому варианту с первых аши- фования на рабочей поверхности круга наблюдается непрерывный рост волнистости, что приводит к росту интенсивности колебаний упругой системы станка, а на обрабатываемой поверхности образуются циклические прижоги, круг теряет свои режущие свойства за счет налипания шлифуемого материала на его рабочую поверхность. При шлифовании предложенным способом динамика роста волнистости значительно меньше (см. таблицу), в течение 10 мин шлифования не наблюдается возникновения колебаний в упругой системе, на шлифуемой поверхности не наблюдается образования прижогов, а на рабочую поверх ность круга не налипает шлифуемьм материал. Круг длительное время сохраняет свои режущие свойства, его стойкость ежду правками в 3-4 раза вы.1.(2со: - (Г-т - m(-lS)b
СО - минимальная частота спектра js собственных колебаний упругой системы станка, рад/с;
m - приведенная масса, соответствующая минимальной частоте, кг i
Составитель В.Жиганов Редактор А.Мотыль Техред М.Дидык
Заказ 3802/17
Тираж 662
ВНИИПИ Государственного комитета по изобретениям и открытиям при ГКНТ СССР 113035, Москва, Ж-35, Раушская наб,, д. 4/5
ше, чем при шлифовании известным способом.
Формула изобретения
Способ шлифования, заключающийся в в определении обрабатываемости шлифуемого материала, установлении режимов обработки и задании детали и инструменту взаимного относительного перемещения, отличающийся тем, что, с целью повышения стойкости инструмента и качества обрабатываемой поверхности, определяют динамические характеристики упругой системы станка, удельный износ инструмента и задают циклическую частоту вращения {инструмента, определяемую по формуле
- коэффициент затухания, соответствующий минимальной частоте, ;
- параметр, характеризующий
обрабатываемость материала, Н/м;
- удельный износ абразивного инструмента, м/Н.
Корректор Н.Король
Подписное
| Лурье Г.Б., Комиссаржевская В.Н, Шлифовальные станки и их наладка | |||
| - М.: Высшая школа, 1972, с | |||
| Передвижная комнатная печь | 1922 |
|
SU383A1 |
