Изобретение относится к металлообработке, а именно к обработке глубоких отверстий.
Одним из широко используемых в практике путей повышения продольной устойчивости борштанг является применение одного или группы люнетов. Причем в зависимости от схемы обработки отверстия (сверло неподвижно - главное движение резания и подачи совершает заготовка; сверло и заготовка вращаются навстречу и совершают движение подачи в различных комбинациях и т.п.) положение люнетов относительно определенныхучастков борштанги по мере врезания инструмента в заготовку может оставаться либо неизменным, либо изменяться. Однако, и в первом и во втором случае по мере врезания инструмента, и соответственно, перемещения его борштанги внутрь формируемого отверстия, контакт опорных поверхностей люнета (люнетов) с телом борштанги прерывается, а в конце обработки - отсутствует вовсе. Это приводит к перманентному изменению величин прогибов борштанги в различных ее сечениях, к изменению ее динамической жесткости, что в конечном счете принято определять как изменение динамических харак- j теристик борштанги, оцениваемых по величинам амплитуд и скоростей перемещения отдельных ее точек. Наличие люнетов в этом случае предотвращает потерю устойчивости. Но изменение динамической жесткости борштанги, при указанном характере контакта ее поверхности с опорными элементами люнета (люнетов), приводит к возникновению вибраций с постепенно увеличивающейся амплитудой. Это проявляется в наличии изменяющейся по хэрак- (теру огранки - вибрационного следа калибрующей вершины зуба инструмента на обработанной поверхности отверстия: огранка возникает постепенно, нарастая к выходному торцу обрабатываемой заготовки. Такой характер изменения вибрацион- , ного следа поясняется перманентным изменением формы поперечных изгибных колебаний борштанги.Механизм модуляции этих колебаний функционально связан с физико-механическими свойствами материала и геометрическими размерами конструктивных элементов борштанги, с изменением
00 00 VJ
ориентации и условий контакта опорных поверхностей люнета (люнетов) с определенными участками тела борштанги, с наличием спектра частот, генерируемых технологической системой. Указанный спектр частот включает парциальный ряд собственных частот станка и его приспособлений, и спектр частот, генерируемых j составляющими сил резания Pj(t) функционально связанных со
временем т..
Если физико-механические свойства материала и геометрические размеры конструктивных элементов борштанги постоянны в сечении и вдоль ее оси, то борштангу, на основании изложенных выше рассужде- ний можно представить как заделанную жестко одним концом и шарнирно опертую другим однородную с распределенной массой упругую балку (с промежуточной опорой без консоли - при наличии люнета). Попе- речные изгибные колебания такой балки .описываются известным гиперболическим дифференциальным уравнением математической физики 4-го порядка в частных производных
Wj I x.t I
at1
-4(1+ Е )ж(хло +
pv TG . at2 -dx2
pJ
.Q.t)
4
at4
+ C
a4wj(x,t) ax4
TGF
-Pj(t) . (1) функция W(x,t) прогибов борштанги, в котором требуется выполнение дополнительных начальных для W(x,t) и д W(x,t)/ dt, и краевых условий. При P(t)0 и отсутствии дополнительных опор (люнетов), уравнение (1) становится однородным и является уравнением собственных изгибных колебаний борштанги (силами инерции вращения и прогибом от действующей поперечной силы в инженерных расчетах пренебрегают)
Wfx.t) , ra ilWJj
д
dx
J- 0 (2)
здесь С VIH P
скорость pacnpoctpa
p ( x ) -0
(3)
нения волны деформации в материале бор- штанги; EJ - изгибнзя жесткость; g - ускорение свободного падения; F - площадь поперечного сечения тела борштанги; р - плотность единицы объема материала борштанги.-
Из (2) получаем уравнение собственных форм колебаний Гюрштянги
, i.v.i).rдх f--l(-l
имеющее общее решение вида:
(р(x)Cicoskx+C2Sinkx+C3chkx+C4hkx (4) Нетривиальное решение (4) является уравнением для определения частот собственных изгибных колебаний борштанги
5
10
15 20 25
+
зо
35
40
45
50 55
A AvdLis:
(5)
где (l) - коэффициент, зависящий от способа закрепления борштанги;
I - порядок формы поперечных изгибных колебаний,
I- длина борштанги.
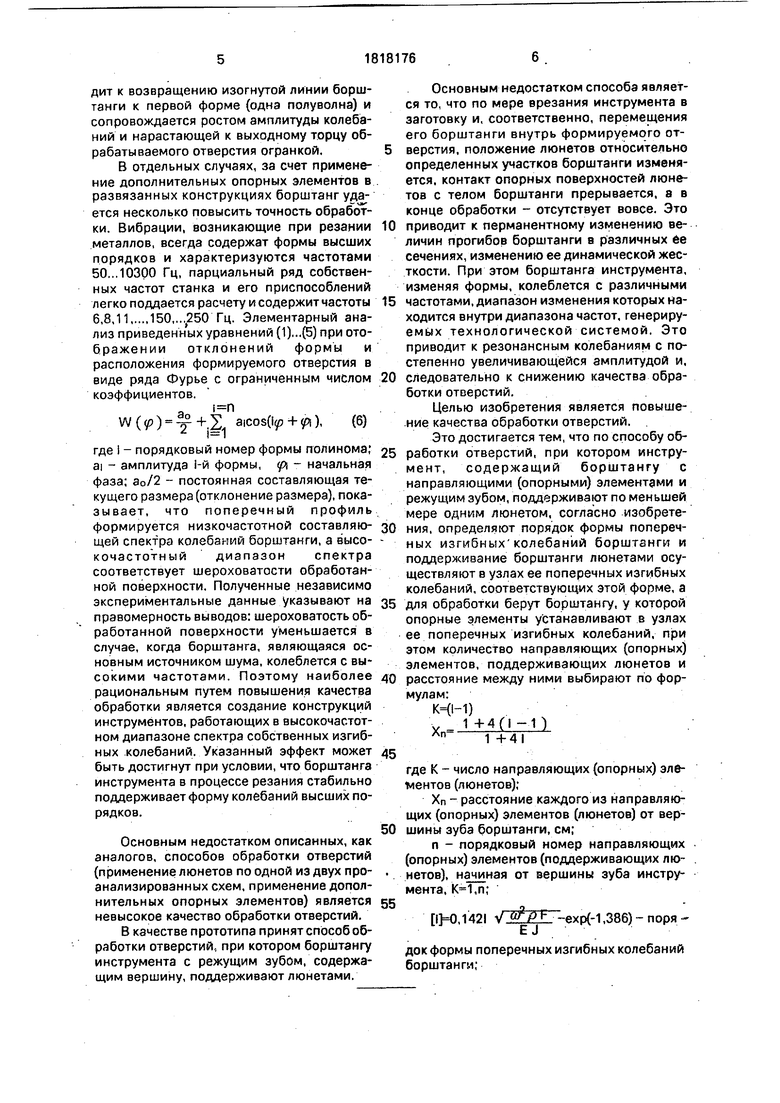
Таким образом, из анализа уравнений (3) и (5) следует, что колебания борштанги представляют собой совокупность ,п налагающихся друг на друга отдельных колебаний и каждой из i форм поперечных изгибных колебаний соответствует определенная собственная частота f), а изогнутая упругая линия борштанги имеет соответствующее этой форме число пучностей и узлов определенным образом сориентированных относительно оси борштанги. Причем, с ростом I растет собственная частота и уменьшается амплитуда колебаний. Если при этом спектр частот, генерируемых технологической системой, содержит одну из соответствующих 1-й собстсенную частоту, то следует ожидать проявления резонансных колебаний борштанги, изогнутой в 1-й форме.
Калибрующая вершина зуба инструмента будет при этом совершать периодические развороты относительно оси борштанги, величины углов которых функционально связаны с законом изменения амплитуд колебаний отдельных точек тела борштанги. Это объясняет теперь описанный выше механизм проявления и развития огранки за счет постепенного увеличения амплитуды колебаний борштанги, связанного с изменением порядка i-й формы ее поперечных колебаний. Действительно, в начальный момент обработки люнет, как дополнительная опора, применяемая для повышения продольной устойчивости, является и дополнительным узлом-концентратором, переводящим борштангу в иную, во всяком случае отличную от первой, форму. Если при этом место контакта люнета с борштангой не совпадает с расчетным месторасположением узла для определенной формы, то бор- штангу можно рассматривать, как дпухпролетную балку, характер колебаний которой определяется условиями закрепления более длинной ее части. Изменение места контакта люнета с борштангой по мере ее иходл -ч обработанное отверстие приводит к возвращению изогнутой линии борш- танги к первой форме (одна полуволна) и сопровождается ростом амплитуды колебаний и нарастающей к выходному торцу обрабатываемого отверстия огранкой.
В отдельных случаях, за счет применение дополнительных опорных элементов в развязанных конструкциях борштанг удается несколько повысить точность обработки. Вибрации, возникающие при резании металлов, всегда содержат формы высших порядков и характеризуются частотами 50...10300 Гц, парциальный ряд собственных частот станка и его приспособлений легко поддается расчету и содержит частоты 6,8,11,...,150,...250 Гц. Элементарный анализ приведенных уравнений (1)...(5) при ото- бражении отклонений формы и расположения формируемого отверстия в виде ряда Фурье с ограниченным числом коэффициентов.
W(p) +,V aicos(ip + p0, (6)
где I - порядковый номер формы полинома; а: - амплитуда i-й формы, р - начальная фаза; ао/2 - постоянная составляющая текущего размера (отклонение размера), пока- зывает, что поперечный профиль формируется низкочастотной составляю- щей спектра колебаний борштанги, а высо- кочастотный диапазон спектра соответствует шероховатости обработанной поверхности. Полученные независимо экспериментальные данные указывают на правомерность выводов: шероховатость обработанной поверхности уменьшается в случае, когда борштанга, являющаяся основным источником шума, колеблется с высокими частотами. Поэтому наиболее рациональным путем повышения качества обработки является создание конструкций инструментов, работающих в высокочастотном диапазоне спектра собственных изгиб- ных колебаний. Указанный эффект может быть достигнут при условии, что борштанга инструмента в процессе резания стабильно поддерживает форму колебаний высших порядков.
Основным недостатком описанных, как
аналогов, способов обработки отверстий (применение люнетов по одной из двух про- анализированных схем, применение дополнительных опорных элементов) является невысокое качество обработки отверстий.
В качестве прототипа принят способ обработки отверстий, при котором борштангу инструмента с режущим зубом, содержащим вершину, поддерживают люнетами.
Основным недостатком способа является то, что по мере врезания инструмента в заготовку и, соответственно, перемещения его борштанги внутрь формируемого отверстия, положение люнетов относительно определенных участков борштанги изменяется, контакт опорных поверхностей люнетов с телом борштанги прерывается, а в конце обработки - отсутствует вовсе. Это приводит к перманентному изменению величин прогибов борштанги в различных ее сечениях, изменению ее динамической жесткости. При этом борштанга инструмента, изменяя формы, колеблется с различными частотами, диапазон изменения которых находится внутри диапазона частот, генерируемых технологической системой. Это приводит к резонансным колебаниям с постепенно увеличивающейся амплитудой и, следовательно к снижению качества обработки отверстий.
Целью изобретения является повышение качества обработки отверстий.
Это достигается тем, что по способу обработки отверстий, при котором инструмент, содержащий борштангу с направляющими (опорными) элементами и режущим зубом, поддерживают по меньшей мере одним люнетом, согласно изобретения, определяют порядок формы поперечных изгибных колебаний борштанги и поддерживание борштанги люнетами осуществляют в узлах ее поперечных изгибных колебаний, соответствующих этой форме, а для обработки берут борштангу, у которой опорные элементы устанавливают в узлах ее поперечных изгибных колебаний, при этом количество направляющих (опорных) элементов, поддерживающих люнетов и расстояние между ними выбирают по формулам:
Им)
1 + 4(1 -1 ) 1+41
Хп
где К - число направляющих (опорных) элементов (люнетов);
Хп - расстояние каждого из направляющих (опорных) элементов (люнетов) от вершины зуба борштанги, см;
п - порядковый номер направляющих (опорных) элементов (поддерживающих люнетов), начиная от вершины зуба инструмента, ,п;
,1421 УЖЖ--ехр(-1,386)-порядок формы поперечных изгибных колебаний борштанги;
I - длина борштанги инструмента (от вершины зуба -до места жесткой заделки в шпинделе станка или его приспособлении), см;
Е - МОДУЛЬ упругости материала борш- танги, кг/смг;
р - плотность материала борштанги, кг/см3;
F - площадь поперечного сечения борштанги, см ;
j - минимальная жесткость борштанги в направлении осей инерции ее поперечно- го сечения, см4;
(О- частота, высшая из спектра собственных частот станка, Гц.
.Таким образом отличие предлагаемого способа от способа-прототипа заключается в том, что за счет целенаправленной ориентации групп опорных элементов и люнетов вдоль оси борштанги на протяжении всего периода обработки отверстия колебания .борштанги и, следовательно, калибрующей вершины зуба инструмента, происходит с частотами высшей гармоники, то есть вне низкочастотного и среднего спектра частот, генерируемых технологической системой. Это исключает возможность возникновения резонансных колебаний с амплитудами, соизмеримыми с отклонениями формы и расположения отверстия, снижает шероховатость обработки, благоприятно сказывается на повышении стойкости инструмента и точности обработки.
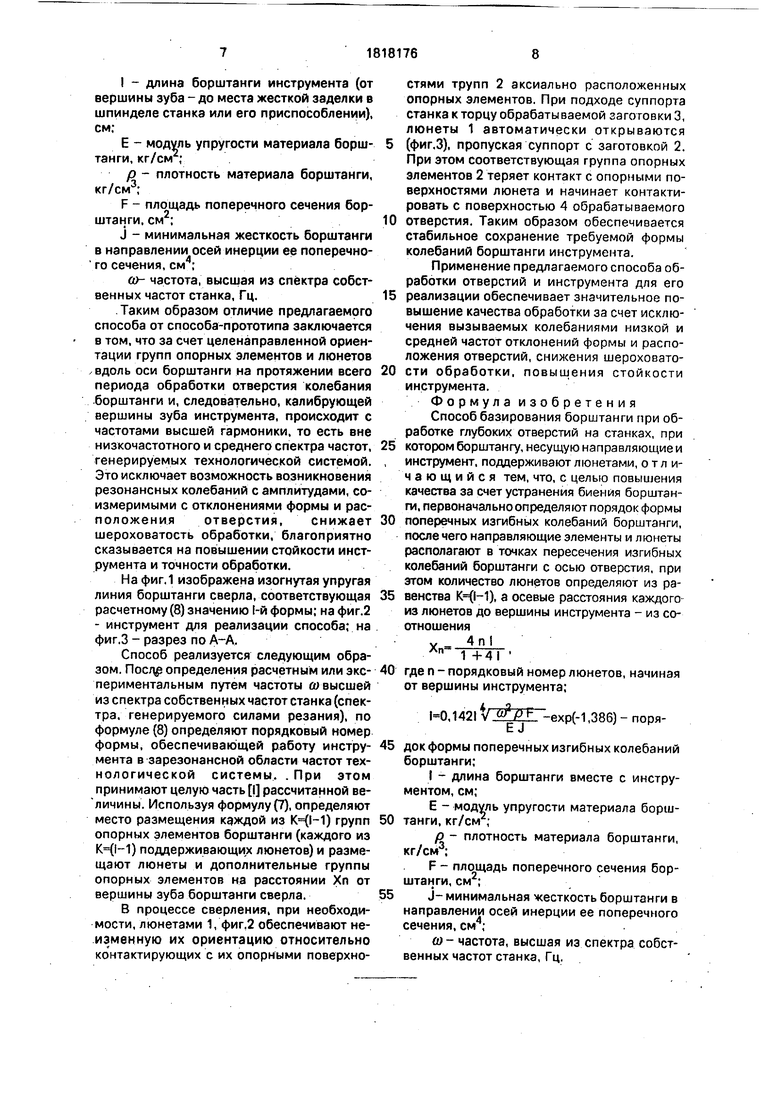
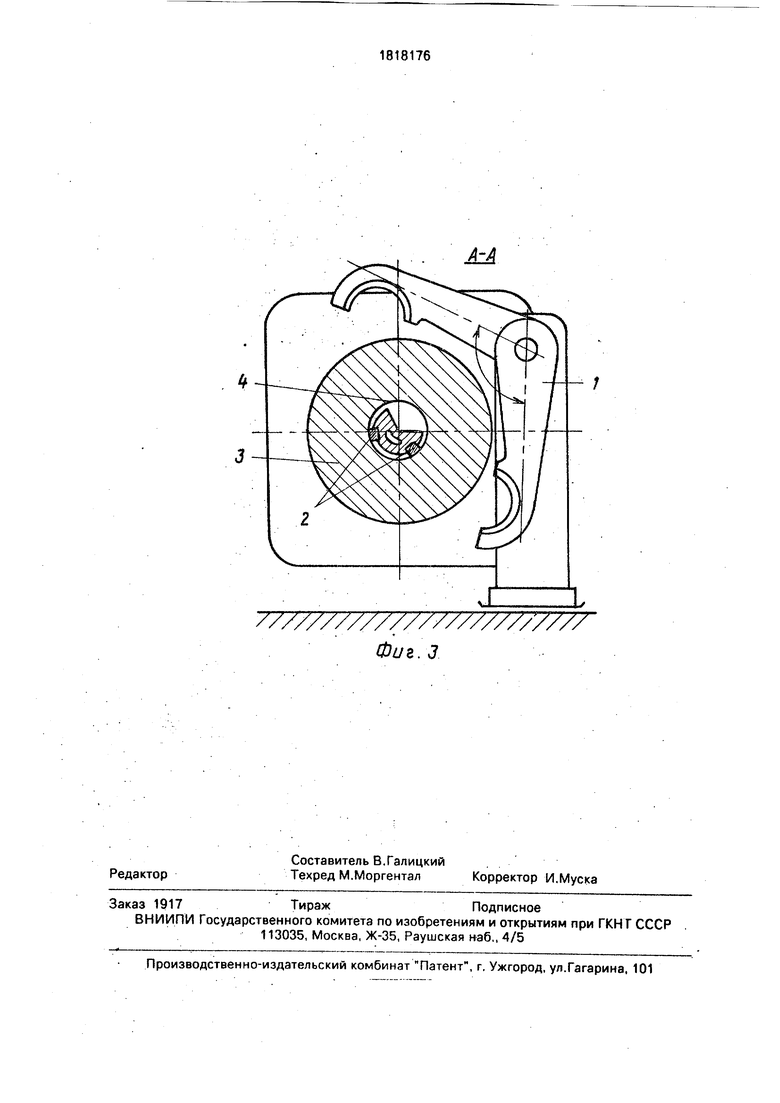
На фиг.1 изображена изогнутая упругая линия борштанги сверла, соответствующая расчетному (8) значению 1-й формы; на фиг.2 - инструмент для реализации способа; на фиг.З - разрез по А-А.
Способ реализуется следующим образом. Пос/ф определения расчетным или экс- периментальным путем частоты (У высшей из спектра собственных частот станка (спектра, генерируемого силами резания), по формуле (8) определяют порядковый номер формы, обеспечивающей работу инстру- мента в зарезонансной области частот технологической системы. . При этом принимают целую часть I рассчитанной величины. Используя формулу (7), определяют место размещения каждой из К(Ы) групп опорных элементов борштанги (каждого из К(1-1) поддерживающих люнетов) и размещают люнеты и дополнительные группы опорных элементов на расстоянии Хп от вершины зуба борштанги сверла.
В процессе сверления, при необходимости, люнетами 1, фиг,2 обеспечивают неизменную их ориентацию относительно контактирующих с их опорными поверхностями трупп 2 аксиально расположенных опорных элементов. При подходе суппорта станка к торцу обрабатываемой заготовки 3, люнеты 1 автоматически открываются (фиг.З), пропуская суппорт с заготовкой 2. При этом соответствующая группа опорных элементов 2 теряет контакт с опорными поверхностями люнета и начинает контактировать с поверхностью 4 обрабатываемого отверстия. Таким образом обеспечивается стабильное сохранение требуемой формы колебаний борштанги инструмента.
Применение предлагаемого способа обработки отверстий и инструмента для его реализации обеспечивает значительное повышение качества обработки за счет исключения вызываемых колебаниями низкой и средней частот отклонений формы и расположения отверстий, снижения шероховатости обработки, повышения стойкости инструмента.
Ф о р м у л а и з о б р е т е н и я
Способ базирования борштанги при обработке глубоких отверстий на станках, при котором борштангу, несущую направляющие и инструмент, поддерживают люнетами, отличающийся тем, что, с целью повышения качества за счет устранения биения борштанги, первоначально определяют порядок формы поперечных изгибных колебаний борштанги, после чего направляющие элементы и люнеты располагают в точках пересечения изгибных колебаний борштанги с осью отверстия, при этом количество люнетов определяют из равенства К(Ы), а осевые расстояния каждого- из люнетов до вершины инструмента - из соотношения
У 4nl п 1 +4I
где п - порядковый номер люнетов, начиная от вершины инструмента;
,1421 УЖ
-ехр(-1,386) - порядок формы поперечных изгибных колебаний борштанги;
I - длина борштанги вместе с инструментом, см;
Е - модуль упругости материала борштанги, кг/см2;
р - плотность материала борштанги, кг/см3;
F - площадь поперечного сечения борштанги, см2;
J- минимальная жесткость борштанги в направлении осей инерции ее поперечного сечения, см ;
о) - частота, высшая из спектра собственных частот станка, Гц.
I
Ki
4z
K2
К
Xz
Xi
-5

| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ОБРАБОТКИ ГЛУБОКИХ ОТВЕРСТИЙ | 1999 |
|
RU2169058C1 |
| СПОСОБ ОБРАБОТКИ ОТВЕРСТИЙ БОЛЬШИХ ДИАМЕТРОВ В ДЛИННОМЕРНЫХ ЦИЛИНДРИЧЕСКИХ ИЗДЕЛИЯХ | 2004 |
|
RU2279330C2 |
| СПОСОБ ГЛУБОКОГО РАСТАЧИВАНИЯ ПРЕЦИЗИОННЫХ ЦИЛИНДРОВ | 1992 |
|
RU2008126C1 |
| СПОСОБ ДИАГНОСТИРОВАНИЯ ЦИКЛИЧЕСКИХ МАШИН - МЕТАЛЛОРЕЖУЩИХ СТАНКОВ ФАЗОХРОНОМЕТРИЧЕСКИМ МЕТОДОМ | 2013 |
|
RU2561236C2 |
| СПОСОБ ОБРАБОТКИ ГЛУБОКИХ ОТВЕРСТИЙ | 2016 |
|
RU2658769C2 |
| СПОСОБ МЕХАНИЧЕСКОЙ ОБРАБОТКИ ГЛУБОКОГО ОТВЕРСТИЯ В ТРУБНОЙ ЗАГОТОВКЕ | 2014 |
|
RU2552616C1 |
| СПОСОБ СНИЖЕНИЯ ВИБРАЦИЙ НЕЖЕСТКОЙ ЗАГОТОВКИ, ОБРАБАТЫВАЕМОЙ ФРЕЗЕРОВАНИЕМ | 2012 |
|
RU2500516C1 |
| Шпиндельный узел расточно-отделочного станка | 1984 |
|
SU1456284A1 |
| Способ обработки глубоких отверстий | 1989 |
|
SU1710214A1 |
| ВИБРАЦИОННАЯ ГОЛОВКА | 2007 |
|
RU2355515C2 |
Использование: металлообработка, а именно базирование борштанги при обработке глубоких отверстий. Сущность изобретения: первоначально определяют порядок формы поперечных изгибных колебаний борштанги, после чего направляющие элементы и люнеты располагают в точках пересечения изгибных колебаний борштанги с осью отверстия, при этом количество люнетов определяют из равенства К(1-1), где I - порядок формы поперечных изгибных колебаний борштанги. 3 ил.
Xn
Фиг. 1
Фиг. 2 .
-
ШШ
Фиг.З
| Троицкий Н.Д | |||
| Глубокое сверление | |||
| Л.: Машиностроение, 1971, с.105-107. |
