Изобретение относится к текстильной промьппленности.
Цель изобретения - повьшение точности регулирования путем нестабильности характеристик ленты.
На фиг.1 показана блок-схема системы; на фиг.2 - конструкция задатчи- ка времени интегрирования и транспортного запаздывания; на фиг.З - нематическая схема механизма вьтуска чесальной машины.
. Адаптивная система автоматического регулирования линейной плотности ЛЕНТЫ содержит датчик 1 линейной 15 плотности ленты, установленной на входе вытяжного прибора и выходом связанный с первыми входами управляющего блока 2 и регулятора-компаратора 3, выходом соединенного с испол- 20 нательным механизмом 4 питающего бункера 5. Датчик 6 линейной плотности ленты установлен на выходе вытяжного прибора над лентоукладчиком и.выходом подключен к информационному вхо- 25 ду интегратора 7, первым выходом соединенного с вторым входом регулятора- компаратора 3, вторым выходом - с вторым входом блока 2 управления, с
коноидного вариатора 19 кинематически соединен с лентоукладчиком 21.
Расстояние (Т) между соседними кодовыми прорезями диска 14 определяет время интегрирования, а ширина (О каждой прорези соответствует расстоянию от датчика 1 до зоны вытяжки вытяжного прибора.
Управляющий блок 2, регулятор-компаратор 3 и интегратор 7 могут быть реализованы на базе микро-ЭВМ.
Система работает следующим образом.
При прохождении ленты через питающую 13 и выпускную 10 пары вытяжного прибора начинают работать датчики 1 и 6 линейной плотности, задатчик 8 времени интегрирования и транспортного запаздывания, блок 2 управления, регулятор-компаратор 3 и интегратор 7.
В задатчике 8 времени интегрирования и транспортного запаздывания луч света от источника 1 1, попадая через, прорези 15 в диске 14 на приемник 12 излучения, вызьшает на выходе последнего формирование прямоугольных импульсов, длительность которых завитретьим входом которого соединен вы- 30 сит от скорости вращения диска 14 и ход задатчика 8 времени интегрирова- йия и транспортного запаздывания, подключенный также к второму управ- 4яющему входу интегратора 7. Вход реот угловых размеров (JL) прорезей 15. Одновременно с поступлением на вход блока 2 управления переднего фронта прямоугольного импульса начинается
йулируемого привода 9 выпускной пары 35 измерение текущей линейной пЛоскбсти
IQ вытяжного прибора подключен к выводу блока 2 управления.
Задатчик 8 времени интегрирования и транспортного запаздывания состоит из соосно установленных источника 11 и приемника 12 излучения, между которыми расположен кинематически связанный с. питающей парой 13 вытяжного прибора диск 14 с равномерно выпол- ненными по его периферии кодовыми прорезями 15. Регулируемый привод 9 состоит из серводвигателя 16 и кине- мати 1ески связанных коноидного вариатора 17 и дифференциального механиз- ма 18. Адаптивная система содержит дополнительно второй коноидный вариатор 19, силовой вход которого кинематически связан с питающей парой 13 вытяжного прибора, а управляющий вход - с выходом серводвигателя 20, входом соединенного с выходом регулируемого привода 9, вход которого подключен к выходу блока 2, а выход
коноидного вариатора 19 кинематически соединен с лентоукладчиком 21.
Расстояние (Т) между соседними кодовыми прорезями диска 14 определяет время интегрирования, а ширина (О каждой прорези соответствует расстоянию от датчика 1 до зоны вытяжки вытяжного прибора.
Управляющий блок 2, регулятор-компаратор 3 и интегратор 7 могут быть реализованы на базе микро-ЭВМ.
Система работает следующим образом.
При прохождении ленты через питающую 13 и выпускную 10 пары вытяжного прибора начинают работать датчики 1 и 6 линейной плотности, задатчик 8 времени интегрирования и транспортного запаздывания, блок 2 управления, регулятор-компаратор 3 и интегратор 7.
В задатчике 8 времени интегрирования и транспортного запаздывания луч света от источника 1 1, попадая через, прорези 15 в диске 14 на приемник 12 излучения, вызьшает на выходе последнего формирование прямоугольных импульсов, длительность которых зависит от скорости вращения диска 14 и
от угловых размеров (JL) прорезей 15. Одновременно с поступлением на вход блока 2 управления переднего фронта прямоугольного импульса начинается
измерение текущей линейной пЛоскбсти
с датчика 1. Поступление в блок 2 управления заднего фронта прямоугольного импульса является началом команды на регулирование по величине отклонения линейной плотности, измеренного датчиком 1. При отсутствии сигнала на вьпсоде приемника 12 излучения проводится коррекция сигнала датчика 1 интегрированным в проме)утке (Т) между двзгмя прямоугольными импульсами сигналом датчика 6 по величине выявленного фактического отклонения линейной плотности на выходе вытяжного прибора.
Блок 2 через регулируемый привод 9, серводвигатель 16,. коноидный вариатор 7 и дифференциальный механизм 18 регулирует cKopQCTb вьтуск- ной пары 10 вытяжного прибора. При регулировании линейной плотности ленты регулируемым приводом 9 через серводвигатель 16 одновременно проводится корректировка скорости лентоуклад- чика 21 маломощным серводвигателем
20 и коноиодным вариатором 19. Сигнал с датчика 1 поступает одновременно на блок 2 управления и регулятор- компаратор 3, управляющий бункером 5 через исполнительный механизм 4.
Кроме того, питание чесальной машины корректируется сигналом с датчика 6 через интегратор 7. Использова- ние маломощного серводвигателя 20, коноидного вариатора I9 позволяет кинематически развязать таз лентоукл ад- чика от механизма выпуске вытяжного прибора и исключить влияние его веса с вырабатываемой чесальной лентой на скорость вьшускной пары ГО, повысить быстродействие, а также позволяет предотвратить провис или обрыв ленты.
Формула изобретения
1. Адаптивная система автоматического регулирования линейной плотности чесальной ленты, содержащая чик линейной плотности ленты, уста- новленный на входе вытяжного прибора и выходом связанный с первыми входами управляющего блока и регулятора- компаратора, выходом соединенного с исполнительным механизмом питающего бункера, датчик линейной плотности лентьГ, установленный на выходе вытяжного прибора перед лентоукладчиком и выходом подключенный к информацион- ному входу интегратора, выходом сое- диненного с вторым входом регулятора- компаратора, задатчик времени интегрирования и транспортного запаздывания и регулируемый привод выпускной Пары вытяжного прибора, вход которО го подключен к выходу управляющего блока, отличающаяся тем, что, с целью повьшеиия точности регу- ;лирования путем учета нестабильности {характеристик ленты, задатчик време- ни интегрирования и транспортного запаздывания состоит из соосно установленных источника и приемника излучения, между которыми расположен кинематически связанный с питающей парой вытяжного прибора диск с равномерно вьшолненными по его периферии кодовыми прорезями, при этом расстояние между соседними кодовыми прорезями соответствует уставке задатчика времени интегрирования, а ширина каждой прорези - расстоянию от датчика линейной плотности ленты, установленного перед вытяжным прибором, до ны вытяжки вытяжного прибора, причем выход приемника излучения соединен с вторым входом блока управления и с .- управляющим входом интегратора, вы-, ход которого подключен к третьему входу блока управления,
2.Система по п.1, о т л и ч А го - щ а я с я тем, что, с целью снижения энергоемкости, регулируемый привод состоит из серводвигателя и кинематически связанных коноидного вариатора и дифференциального механизма, при этом выход серводвигателя соединен с управляющим входом коноидного вариатора, а выход дифференциального механизма, являющийся выходом регулй руемого привода, соединен с выпускной парой вытяжного прибора, причем вход серводвигателя является входом регулируемого привода.
3.Система поп.1, о тлич аю- щ а я с я тем, что, с целью повьш1е- ния быстродействия, она снабжена ко- ноидным вариатором и серводвигателем, при этом-силовой вход коноидного вариатора кинематически связан с питающей парой вытяжного прибора, з рав-- ляющий вход соединен с выходом серводвигателя , входом подключенного к выходу блока управления, а выход коноидного вариатора кинематически соединен с лентоукладчиком.
J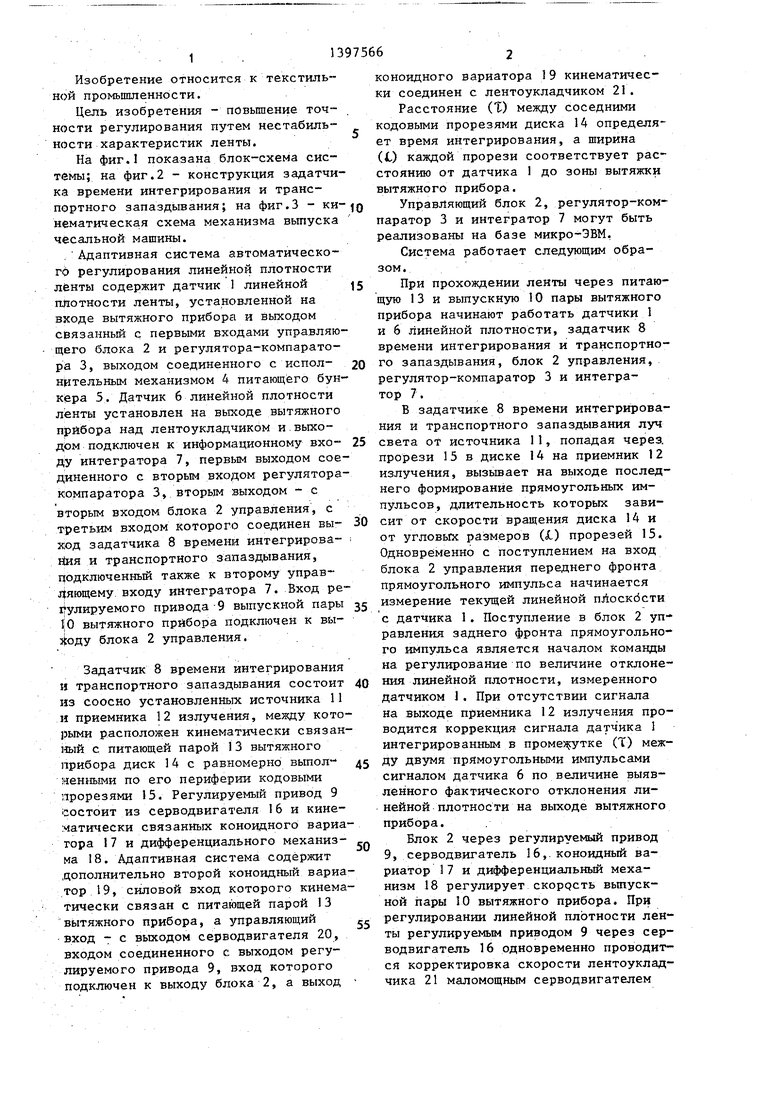

| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство автоматического регулирования линейной плотности волокнистого материала | 1990 |
|
SU1770470A1 |
| Устройство для регулирования линейной плотности волокнистой ленты | 1988 |
|
SU1737038A1 |
| Устройство для регулирования подачи волокнистого материала | 1983 |
|
SU1086035A1 |
| ЛЕНТОЧНАЯ МАШИНА | 1968 |
|
SU217246A1 |
| Устройство для регулирования линейной плотности волокнистой ленты | 1989 |
|
SU1719477A1 |
| Регулятор вытяжки | 1976 |
|
SU646922A3 |
| Устройство для регулирования линейной плотности волокнистого продукта | 1987 |
|
SU1513046A1 |
| Устройство для регулирования натяжения ровницы на ровничной машине | 1983 |
|
SU1142537A1 |
| Регулятор номера ленты для чесальных и ленточных машин | 1959 |
|
SU124852A2 |
| Регулятор линейной плотности ленты для кардочесальной машины | 1975 |
|
SU667155A3 |

Изобретение относится к текстильной промьппленности. Цель изобретения - повьшение точностй регулирования. Характерной особенностью системы является наличие в ней задатчи- ка 8 времени интегрирования и транспортного запаздьшания, выполненного в виде соосно установленных источника 1 1 и приемника 12 пружины, между которыми расположен кинематически связанный с питающей парой 13 вытяжного прибора диск 14 с равномерно выполненными по его периферии кодовыми прорезями. При этом расстояние ; . между соседними кодовыми прорезями диска 14 определяет время интегрирования, а ширина каждой прорези соответствует расстоянию от датчика 1 линейной плотности ленты до зоны вытяжки вытяжного прибора. 2 з.п. ф-лы. 3 ил. MuKfto-ЗВН V. с 6: ее СП а сг.
/
Ля
/
/
17
Микро-ЗВМ
J Т
ВНИИПИ Заказ 2573/30 , Тираж 419
Произв.-полигр. пр-тие, г. Ужгород, ул. Проектная, А
Фиг. 2
-1Ь
Г
/3
С:з
аНЗ 5 г
ю
Фиг.З
Подписное
| Способ автоматического регулирования линейной плотности волокнистого продукта | 1985 |
|
SU1326645A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
