Изобретение относится к текстильной промьшленности.
Цель изобретения - повышение точности путем учета нестабильности ха- рактеристик волокнистого продукта.
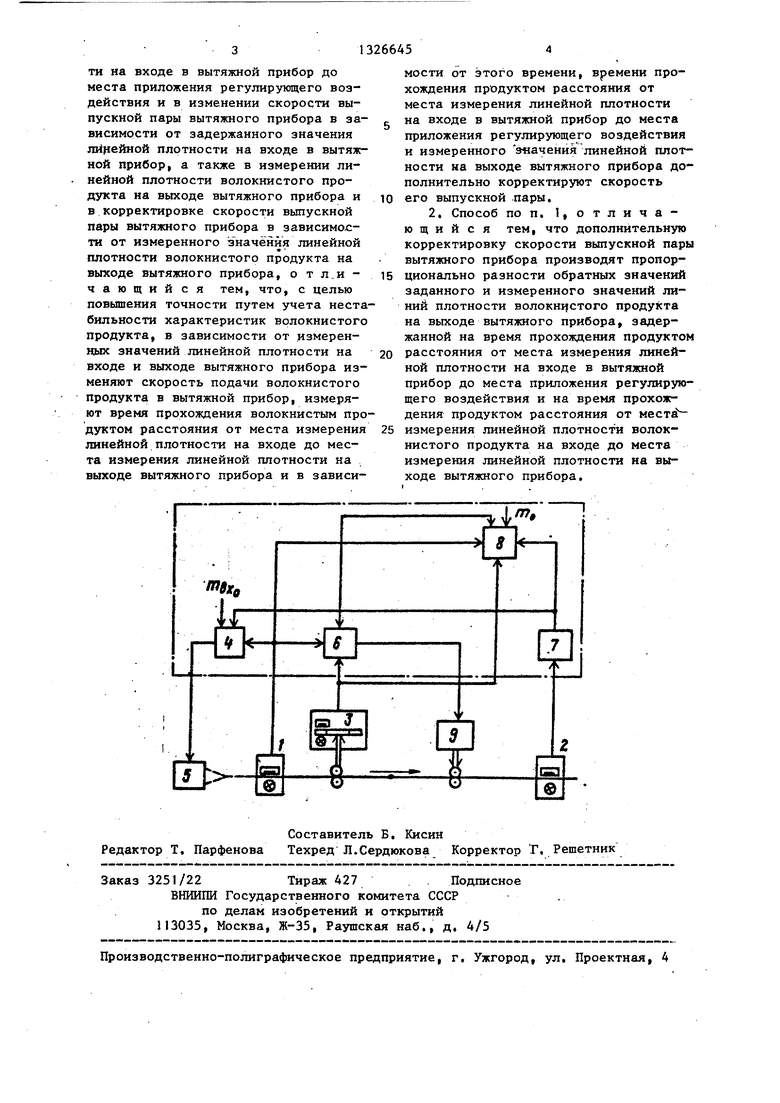
На чертеже показана блок-схема регулятора линейной плотности, реа- лизунхцего предлагаемый способ.
Регулятор состоит из измерителей I и 2 линейной плотности волокнистого продукта, установленных соответственно на входе и выходе вытяжного прибора, измерителя 3 времени, исполнительного механизма 4, связанного с входом питателя 5, блока 6 управления, интегратора 7, адаптора 8 и регулируемого привода 9. Выход измерителя 1 связан с одним входом адаптора 8, другой вход которого подключен к выходу измерителя 3, третий через инт ёгратор 7 - к выходу измерителя 2, а выход связан с входом блока 6,
Входы исполнительного механизма 4 соединены с выходами измерителя 1 и интегратора 7, Входы -блоков управления подключены к выходу измерителей 3, а выход блока 6 соединен с входом привода 9,
Требуемые (заданные) значения ли- нейной плотности продукта на входе и выходе вытяжного прибора обозначены на чертеже ш и т соответственно.
Способ реализуется следующим об- разом.
Линейная плотность входного продукта контролируется измерителем I, С помощью измерителя 3 сигнал с выхода измерителя 1 смещается на время прохождения волокнистым продуктом расстояния от места измерения линейной плотности до места приложения регулирующего воздействия. Смещенный во времени сигнал с выхода измерите- ля 1 через блок 6 воздействует на регулируемый привод 9, изменяющий требуемым образом скорость выпускной пары вытяжного прибора. Линейная плотность выходного продукта контро- лируется измерителем 2, Проинтегрированный интегратором 7 выходной сигнал с выхода измерителя через адаптор 8 и блок 6 дополнительно корректирует
скорость выпускной пары вытяжного
прибора. Кроме того, в зависимости от сигнала с выхода измерителя 1 и проинтегрированного сигнала с выхода измерителя 2 (проинтегрированный сигнал пропорционален среднему значению линейной плотности продукта на выходе вытяжного прибора) производится изменение подачи волокнистого продук- та в вытяжной прибор путем изменения подающей способности питателя 3, на который воздействует исполнительный механизм 4,
В процессе регулирования измеряют время прохождения волокнистым продуктом расстояния от измерителя 1 до измерителя 2, Время контролируется измерителем 3, В зависимости от этого времени, времени прохождения продуктом расстояния от измерителя 1 до места приложения регулирующих воздействия и фактического значения линейной плотности на выходе вытяжного прибора дополнительно корректируют скорость его выпускной пары. Осуществляют зту операцию посредством блока 6, на входы которого поступает информация с измерителей 1 и 3 и адаптора 8, связанного с выходом интегратора 7, Коррекцию скорости выпускной пары вытяжного прибора осуществляют с помощью привода 9, подключенного к ВЫХОДУ блока 6, При этом дополнительную корректировку скорости вьшускной пары вытяжного прибора производят пропорционально разности обратных значений заданного (Шд) и измеренного значений линейной плотности на выходе вытяжного прибора (выход интегратора 7), Указанную разность смещают (задерживают) на время прохождения продуктом расстояния от места измерения линейной плотности на входе в вытяжной прибор до места приложения регулирующего воздействия и на время прохождения продуктом расстояния от места измерения линейной плотности продукта на входе до места измерения линейной плотности на выходе вытяжного прибора,
Формула изобретения
1, Способ автоматического регулирования линейной плотности волокнистого продукта, заключающийся в измерении линейной плотности волокнистог продукта на входе в вытяжной прибор, в задержке измеренного значения линейной плотности на время прохождения волокнистым продуктом расстояиия от.места измерения линейной плотноети на входе в вытяжной прибор до места прнложення регулирующего воздействия и в изменении скорости выпускной пары вытяжного прибора в зависимости от задержанного значения лирейной плотности на входе в вытяжной прибор, а также в измерении линейной плотности волокнистого продукта на выходе вытяжного прибора и в корректировке скорости выпускной пары вытяжного прибора в зависимох;- ти от измеренного з начёнйя линейной плотности волокнистого продукта на выходе вытяжного прибора, о т - чающийся тем, что, с целью повышения точности путем учета нестабильности характеристик волокнистого продукта, в зависимости от измеренных значений линейной плотности на входе и выходе вытяжного прибора изменяют скорость подачи волокнистого продукта в вытяжной прибор, измеряют время прохождения волокнистым продуктом расстояния от места измерения линейной плотности на входе до места измерения линейной гшотности на выходе вытяжного прибора и в зависимости от этого времени, времени прохождения продуктом расстояния от места измерения линейной плотности на входе в вытяжной прибор до места приложения регулирующего воздействия и измеренного з«ачения линейной плотности на выходе вытяжного прибора дополнительно корректируют скорость его выпускной .пары,
2. Способ по п. 1,отличающий с я тем, что дополнительную корректировку скорости выпускной пары вытяжного прибора производят пропорционально разности обратных значений заданного и измеренного значений линий плотности волокнистого продукта на выходе вытяжного прибора, задержанной на время прохождения продуктом расстояния от места измерения линейной плотности на входе в вытяжной прибор до места приложения регулирующего воздействия и на время прохождения продуктом расстояния от мест измерения линейной плотности волокнистого продукта на входе до места измерения линейной плотности на выходе вытяжного прибора.
Составитель Б, Кисин Редактор Т, Парфенова Техред Л.Сердюкова Корректор Т, Решетник
Заказ 3251/22 Тираж 427 . Подписное ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб,, д. 4/5
Производственно-полиграфическое предприятие, г, Ужгород, ул. Проектная, 4
| название | год | авторы | номер документа |
|---|---|---|---|
| Адаптивная система автоматического регулирования линейной плотности чесальной ленты | 1986 |
|
SU1397566A1 |
| Устройство автоматического регулирования линейной плотности волокнистого материала | 1990 |
|
SU1770470A1 |
| Регулятор линейной плотности волокнистого продукта | 1990 |
|
SU1754813A1 |
| Устройство для регулирования линейной плотности волокнистой ленты | 1989 |
|
SU1719477A1 |
| Устройство для регулирования линейной плотности волокнистой ленты | 1988 |
|
SU1737038A1 |
| РЕГУЛЯТОР ЛИНЕЙНОЙ ПЛОТНОСТИ ВОЛОКНИСТОГО ПРОДУКТА | 1991 |
|
RU2038437C1 |
| Регулятор вытяжки | 1976 |
|
SU646922A3 |
| Система автоматического регулирования неровноты чесальной ленты | 1980 |
|
SU941440A1 |
| Устройство для регулирования линейной плотности волокнистого продукта | 1990 |
|
SU1791480A1 |
| Система автоматического регулирования неровноты чесальной ленты | 1980 |
|
SU941441A1 |
Изобретение относится к текстильной промышленности. Цель изобретения - повьшение точности путем нестабильности характеристик волокнистого продукта. Характерной особенностью предлагаемого способа является то, что в зависимости от измеренных значений линейной плотности на входе и выходе вытяжного прибора изменяют скорость подачи волокнистого продукта в вытяжной прибор. В зависимости от времени прохождения продукта расстояния от места измерения линейной плотности на входе до места измерения линейной плотности на выходе вытяжного прибора, времени прохождения продуктом расстояния от мес. та измерения линейной плотности на входе в вытяжной прибор- до места приложения регулирующего воздействия и измеренного значения линейной плотности на выходе вытяжного прибора кор- . ректируют скорость его выпускной пары. Эту корректировку производят пропорционально разности обратных значений заданного и измеренного значений линейной плотности продукта на выходе вытяжного прибора. 1 з.п. ф-лы, 1 ил. I (Л
| Хавкин В | |||
| П | |||
| и др | |||
| Автоматический контроль и регулирование развеса текстильных материалов | |||
| М., 1975, с | |||
| Гидравлический способ добычи торфа | 1916 |
|
SU206A1 |
