1
Изобретение относится к обработке металлов давлением, в частности к трубогибочным станкам.
Наиболее близким к предлагаемому по технической сущности и достигаемо-5 му результату является трубогибочный станок, содержащий установленные на станине механизм зажима и поворота трубы и гибочную головку, состоящую из подвижного гибочного шаблона и об-10 катывающего ролика со ступицей l.
Недостатком известного станка является то, что он позволяет производить гибку труб только одним радиусом и только одного типоразмера. 15
Цель изобретения - расширение номенклатуры изготавливаемых изделий.
Указанная цель достигается тем, что трубогибочный станок, содержащий установленные на станине механизм за-20 жима и поворота трубы и гибочную головку, состоящую из подвижного гибочного шаблона и откатывающего ролика со ступицей, снабжен дополнительными гибочными головками, магазином для 25 размещения основной и дополнительных гибочных головок и связанным с магазином механизмом автоматической поочередной подачи гибочных головок в зону гибкиу каждая из гибочных 30
вок снабжена зубчатой-передачей для перемещения гибочного шаблона, ведущая шестерня которой смонтирована на ступице обкатывающего ролика и, с целью облегчения ввода трубы между гибочным шаблоном и обкатывающим роликом, на гибочном шаблоне и обкатывающем ролике выполнены соответствующие лыски.
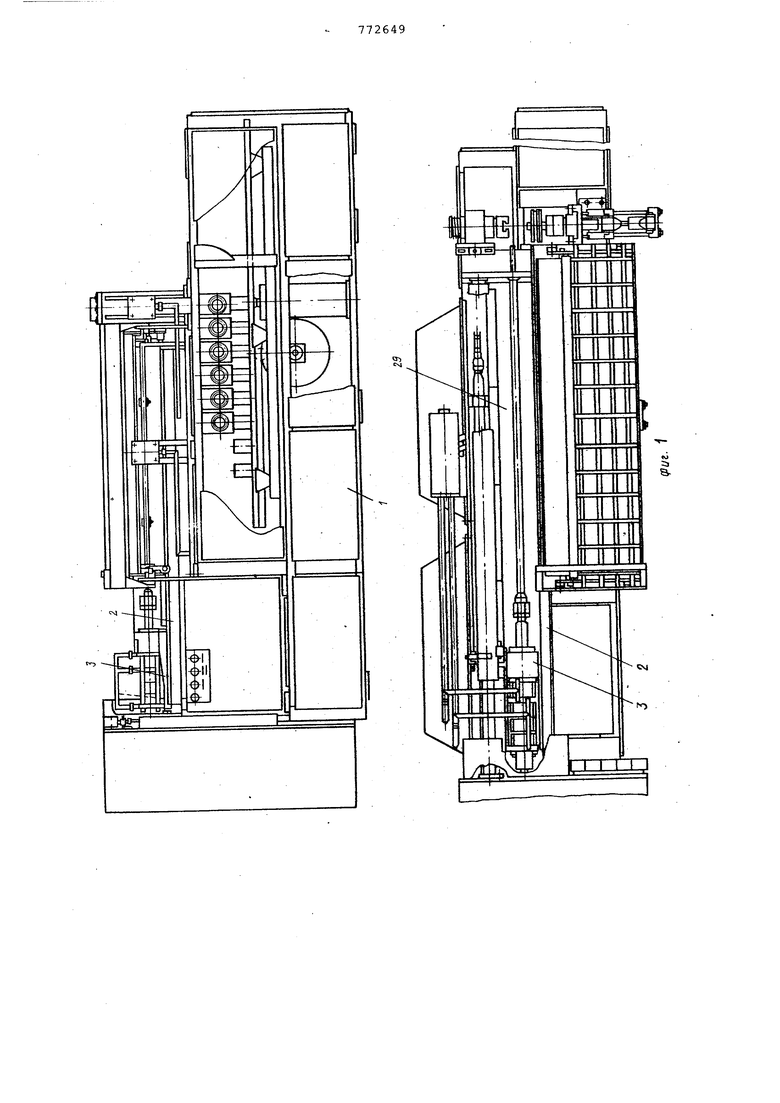
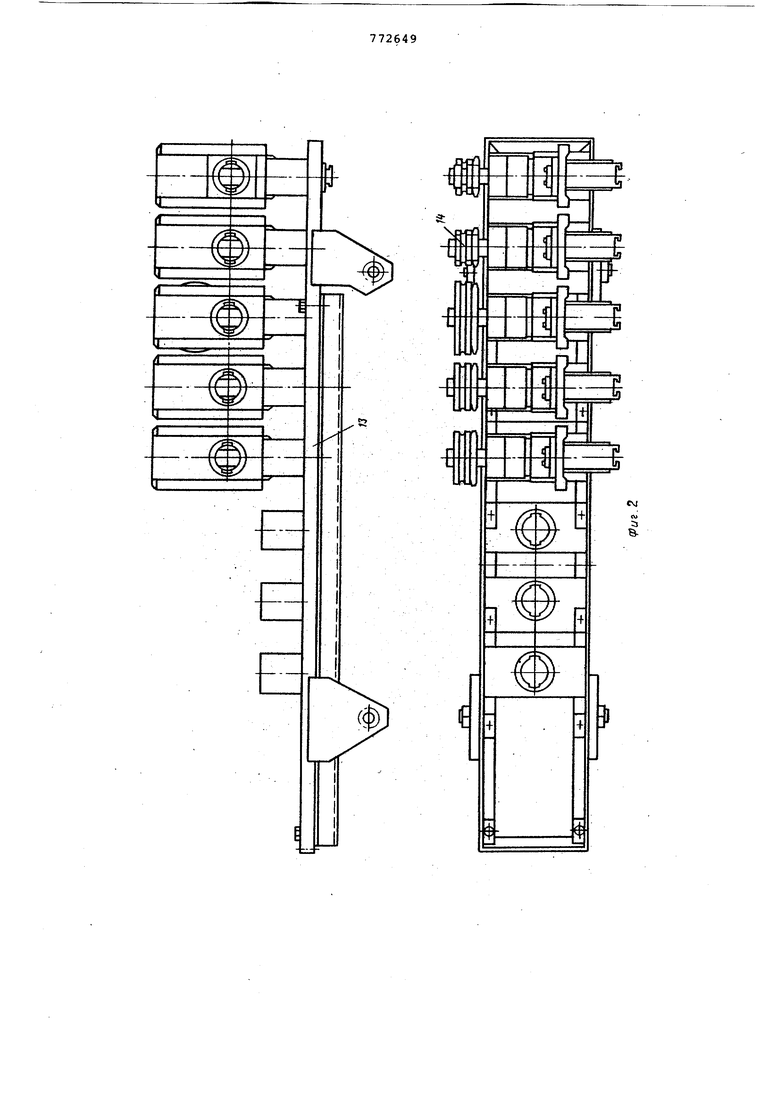
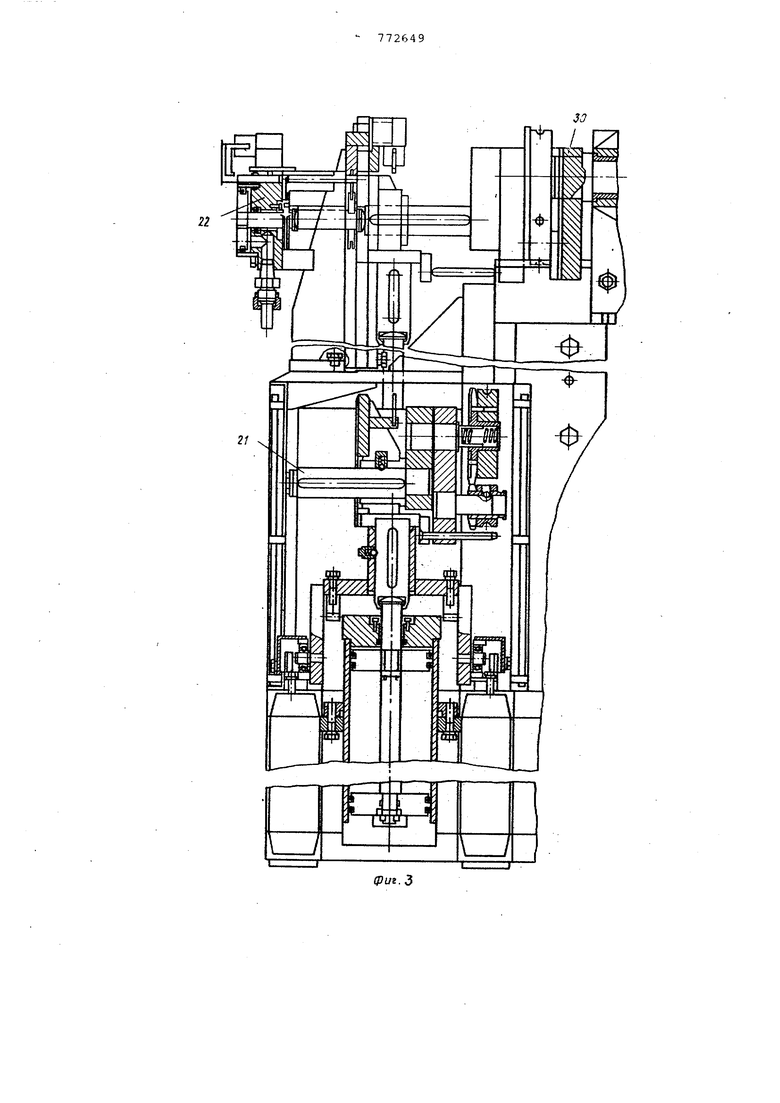
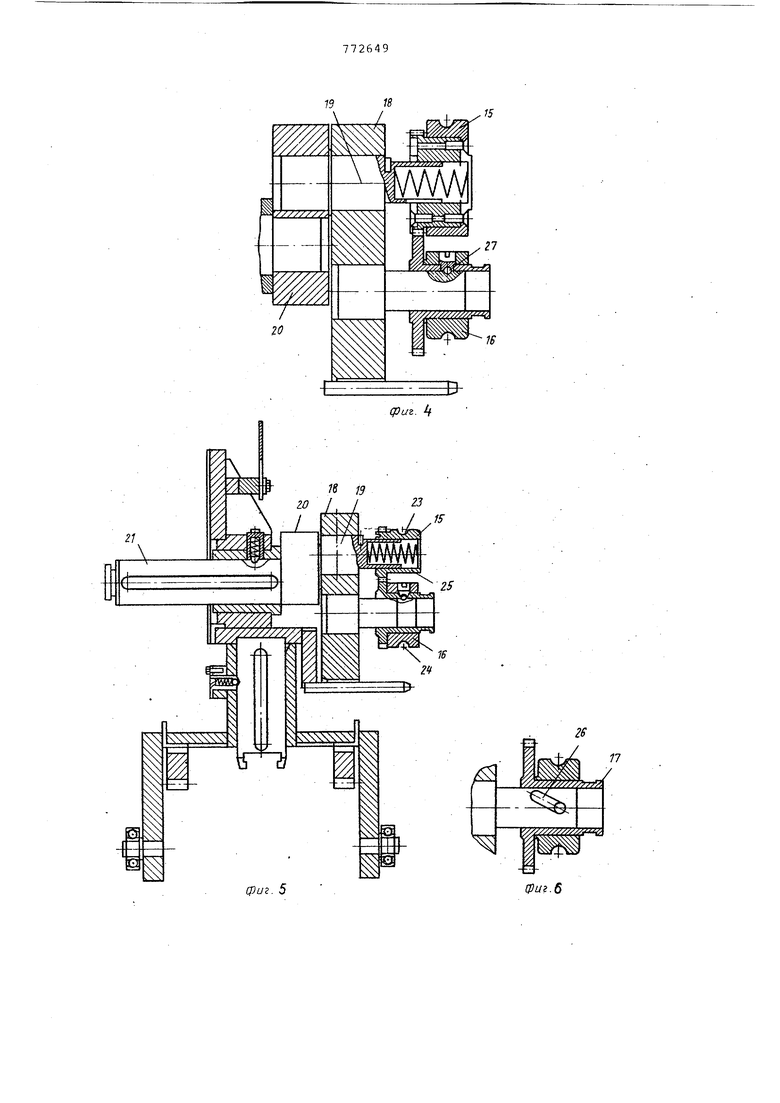
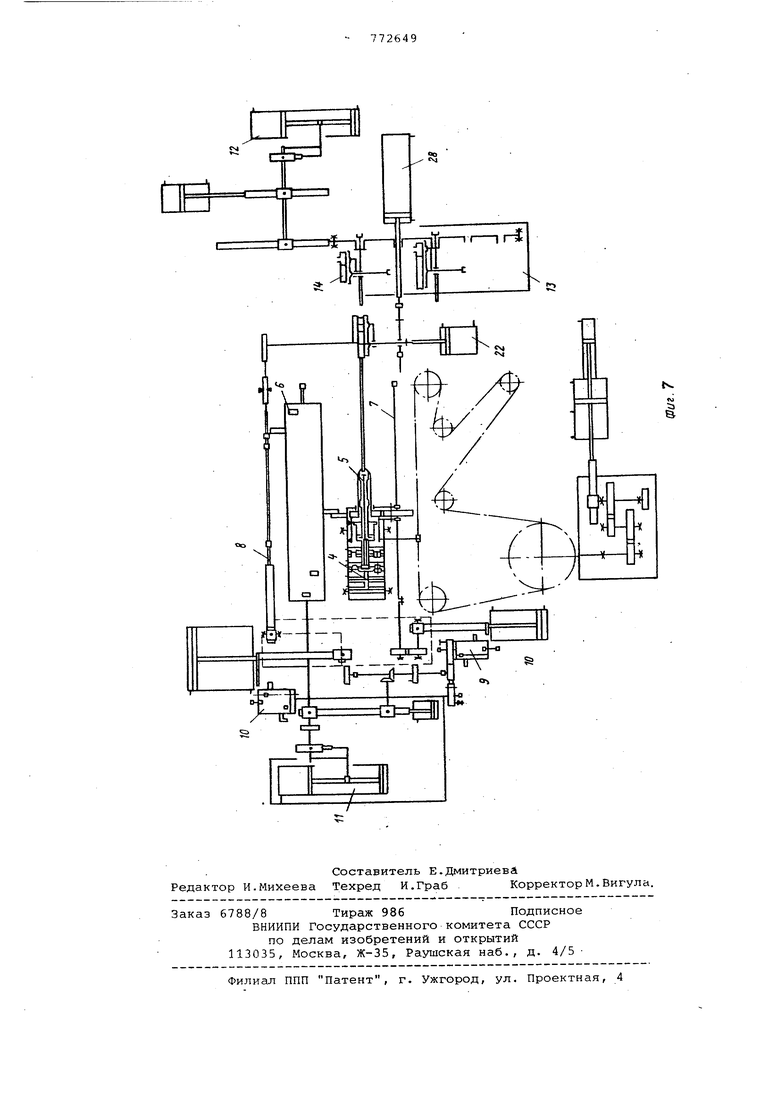
На фиг. 1 изображен станок, общий вид на фиг. 2 - каретка с набором гибочных головок; на фиг. 3 - 6 - механизм автоматической подачи гибочных головок и его составные части; на фиг. 7 - кинематическая схема станка.
В верхней части станка 1 располагают направляющие 2, по которым перемещают каретку 3, представляющую собой счетверенный цилиндр 4, шарнирно скрепленный штоком с устройством 5 зажима. Здесь же располагают барабан 6 с кулачками, шпоночный вал 7 и тягу 8. Барабан 6 настройки длины прямого участка, .барабан 9 настройки поворота и барабан 10 настройки гибки кинематически жестко связаны между собой и с механизмом 11 деления.
В передней части станины делительным механизмом 12 перемещают каретку 13 с несколькими типоразмерами гибочных головок 14, включающими пары разного размера, гибочный шаблон 15 и обкатывающий ролик 16 с хвостовиком
17,входящие между собой в зубчатое зацепление и установленные на серьге
18,сидящей на верхней цапфе 19 коленчатого вала 20, нижний кривошип 21 которого соединяют (при подаче шаблона и ролика в рабочую зону) со штоком пневмопривода 22 автоматической подачи гибочных головок, причем и гибочный шаблон и обкатывающий ролик имеют профильные канавки 23 и 24 полу.круглого сечения и лыски 25 для вво-. да изгибаемой трубы. Кроме того, на валу обкатывающего ролика выполнена винтовая канавка 26 для перемещения по ней шаоика 27. Делительный механизм 12 пневматически связан с пневмоприводом 28 автоматического подъема гибочной головки и с пневмоприводом 22 автоматической подачи гибочных головок. Гибку трубы 29 осуществляют при помощи гибочного кривошипа 30.
Станок работает следующим образом
Включают подачу трубы 29 в устройство 5 зажима трубы и закрепляют ее, а каретку 3 с устройством 5 зажима трубы перемещают по направляющим 2, подавая часть трубы в зону гибки. Делительный механизм 12 по заданной программе подводит гибочную головку, нужного типоразмера к пневмоприводу 28 автоматического подъема гибочной головки. Гибочная головка входит в зацепление со штоком пневмопривода автоматического подъема гибочной головки, затем поднимается до уровня зоны гибки, при этом кривошип 21 входит в контакт со штоком пневмопривода 22 автоматической подачи гибочных головок в рабочую зону, после чего гибочную головку с гибочным шаблоном 15 и обкатывающим роликом 16 подают вперед в зону гибки. При движении гибочной головки вперед труба попадает в лыски между гибочным шаблоном и обкатывающим роликом, а в конце этого движения хвостовик 17 обкатывающего ролика входит в зацепление с кривошипом 30, при этом шаблон и ролик поворачиваются на-небольшой угол с помощью шарика 27, винтовой канавки 26 и зубчатой передачи, шестерни которой расположены на осях гибочного шаблона и обкатывающего ролика. Во время
этого поворота лыски 25 отводятся от .трубы и она попадает в профильные канавки 23 и 24. Затем кривошип 30 начинает поворачивать обкатывающий 16 вокруг шаблона 15 на заданный угол. После окончания гибки трубу подают на заданный шаг вперед, шаблон и гибочный ролик поворачиваются так, что труба попадает в лыски .между ними, гибочную головку выводят из рабочей зоны и опускают вниз, одновременно происходит поворот трубы на заданный угол для гибки ее в другой плоскости. Далее цикл повторяется.
Заданную последовательность работы силовых пневматических цилиндров обеспечивают с помощью обычной пневмоэлектроаппаратуры.
Применение станка позволяет производить гибку трубы с одного установа в различных плоскостях с различными радиусами гиба.
Формула изобретения
1.Универсальный трубогибочный станок, содержащий установленные на станине механизм зажима и поворота трубы и гибочную головку, состоящую из подвижного гибочного шаблона и обкатывающего ролика со ступицей, отличающийся тем, что, с целью расширения номенклатуры изготавливаемых изделий, он снабжен дополнительными гибочными головками, магазином для размещения основной и дополнительных гибочных головок и связанным с магазином механизмом автоматической поочередной подачи гибочных головок в зону гибки.
2.Станок по п. 1, отличающийся тем, что каждая из гибочных головок снабжена зубчатой передачей для перемещения гибочного шаблона, ведущая шестерня которой смонтирована на ступице обкатывающего ролика.
3.Станок по п. 1, о т -л и ч а ющ и и с я тем, что, с целью облегчения ввода трубы между гибочным шаблоном и обкаты.вающим роликом, на гибочном шаблоне и обкатывающем ролике выполнены соответствующие лыски.
Источники информации, принятые но внимание при экспертизе
1. Авторское свидетельство СССР 376148, кл. В 21 О 7/02, 14.06.71.
п -
| название | год | авторы | номер документа |
|---|---|---|---|
| Станок для изготовления змеевиков | 1981 |
|
SU997905A1 |
| Станок для гибки труб | 1977 |
|
SU667279A1 |
| СТАНОК ДЛЯ ГИБКИ ТРУБ | 1973 |
|
SU376148A1 |
| Трубогибочный станок | 1976 |
|
SU662196A1 |
| Трубогибочный станок | 1984 |
|
SU1274802A1 |
| Станок для изготовления змеевиков | 1980 |
|
SU863072A1 |
| Трубогибочный станок | 1980 |
|
SU956096A1 |
| ТРУБОГИБОЧНАЯ УСТАНОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ЗМЕЕВИКОВ | 1996 |
|
RU2101115C1 |
| Станок для гибки змеевиков | 1990 |
|
SU1726091A1 |
| Трубогибочный станок | 1975 |
|
SU659235A1 |