-fr
пГ Т
t
Л
InefifKOd
3 I nffttxod
(Л
t,« iv
,- 5 а г а г
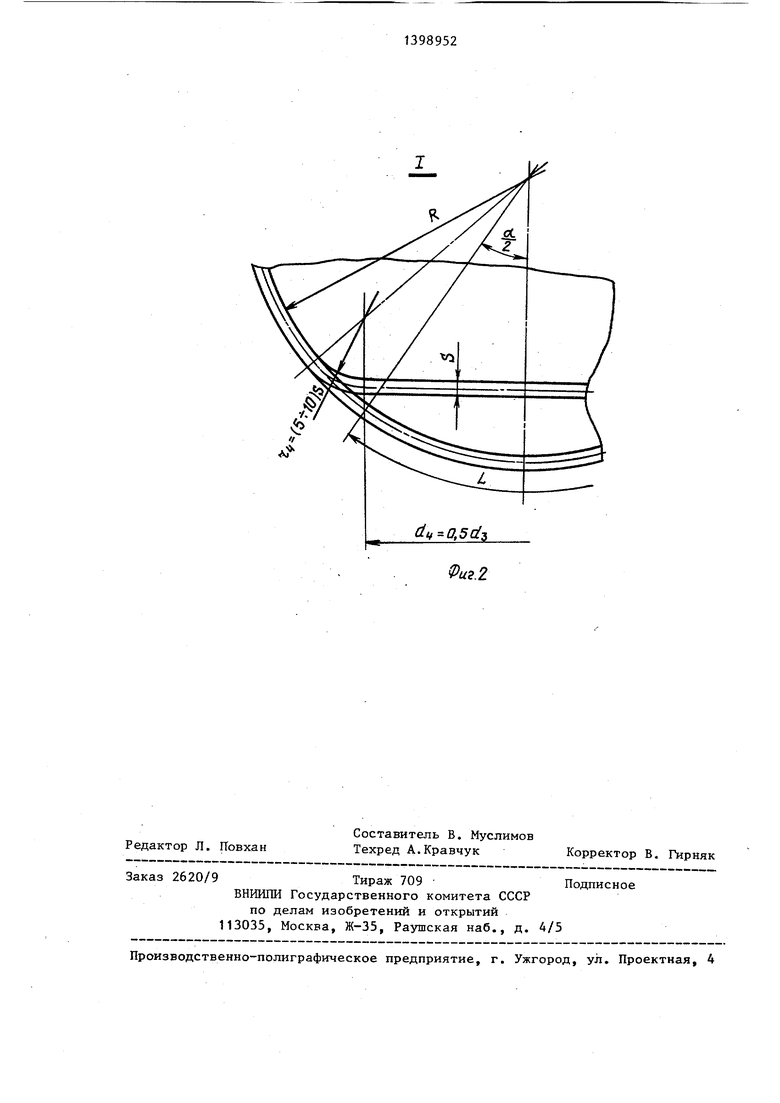
зоне. На первом переходе из центральной зоны 3 заготовки 1 формуют полусферу с плоским дном 2, диаметр которого Ьавен половине диаметра готового днища 4. Дно 2 сопряжено с полусферой радиусом, равным 5-10 толпинам заготовки 1. На последнем технологическом переходе осуществляют формовку плоского дна 2. В момент начала штамповки пуансон касается заготовки 1 не в точке (вершине), а по плоскому дну 2, ограниченному указанным диаметром. Это приводит к уменьшению величины утонения как на первом, так и на последующих технологических переходах штамповки. 2 ил.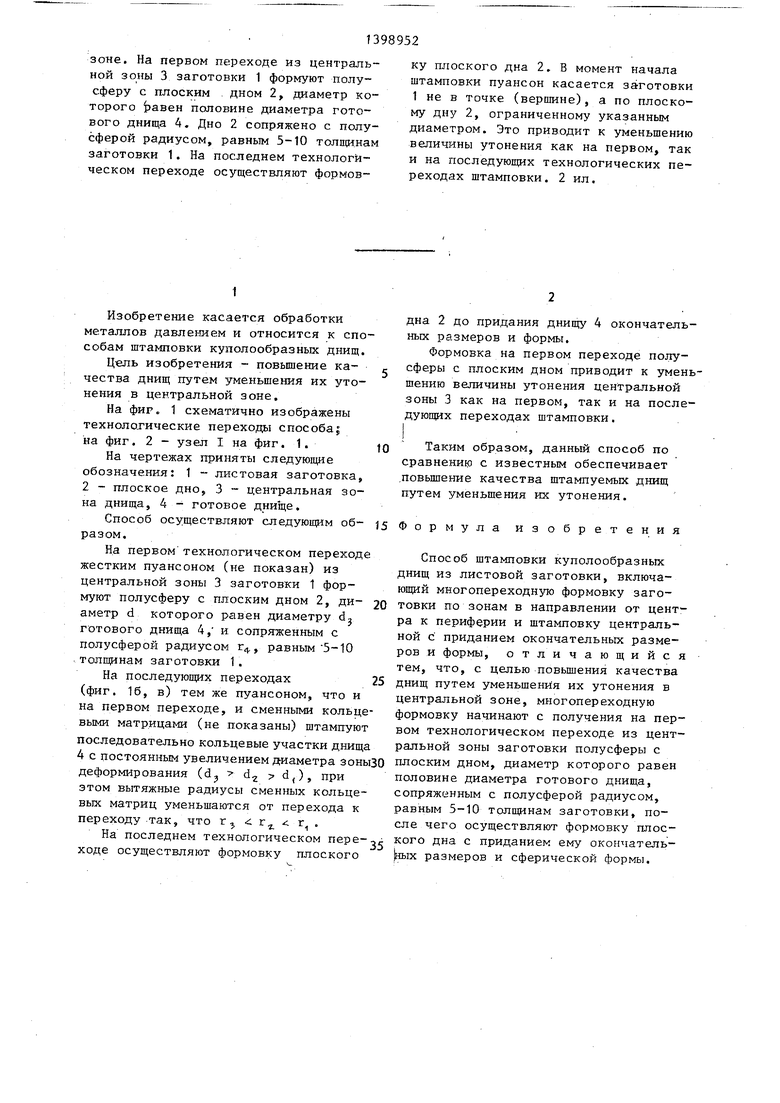
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ШТАМПОВКИ ТОНКОСТЕННЫХ ПОЛУСФЕРИЧЕСКИХ ДНИЩ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2008 |
|
RU2392079C1 |
| СПОСОБ ПОЛУЧЕНИЯ ЗАГОТОВКИ ПОРШНЯ МЕТОДОМ ЛИСТОВОЙ ШТАМПОВКИ | 2004 |
|
RU2278759C1 |
| КОРПУС БАНКИ | 2011 |
|
RU2566941C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ГЛУБОКОПРОФИЛЬНОЙ ГОФРИРОВАННОЙ МЕМБРАНЫ | 2014 |
|
RU2576970C1 |
| Инструмент для обработки листового металла давлением | 1984 |
|
SU1201023A1 |
| Способ штамповки полых осесимметричных изделий | 1976 |
|
SU633643A1 |
| СПОСОБ ФОРМООБРАЗОВАНИЯ ТОНКОСТЕННЫХ ТРОЙНИКОВ | 2014 |
|
RU2559623C1 |
| Способ изготовления полой детали бутылочной формы | 2020 |
|
RU2744804C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛЫХ ДЕТАЛЕЙ ПОЛУСФЕРИЧЕСКОЙ ФОРМЫ ИЗ ТРУДНОДЕФОРМИРУЕМОГО ТИТАНОВОГО СПЛАВА ВТ6-С | 2016 |
|
RU2635210C2 |
| Пуансон для вытяжки полусферических деталей с плоским дном | 2015 |
|
RU2608925C1 |
Изобретение относится к обработке металлов давлением и может быть использовано в машиностроении для изготовления куполообразных днищ. Цель - повьшение качества днищ путем уменьшения их утонения в центральной
I
Изобретение касается обработки металлов дaвлe шeм и относится к способам штамповки куполообразных днищ.
Цель изобретения - повышение ка- чества днищ путем уменьшения их утонения в центральной зоне,
На фир. 1 схематично изображены технологические переходы способа; на фиг. 2 - узел I на фиг. 1.
На чертежах приняты следующие обозначения: 1 -- листовая заготовка, 2 - плоское дно, 3 - центральная зона днища, 4 - готовое днище.
Способ осуществляют следующим об- разом.
На первом технологическом переходе жестким пуансоном Сне показан) из центральной зоны 3 заготовки 1 формуют полусферу с плоским дном 2, ди- аметр d которого равен диаметру d готового днища 4, и. сопряженным с полусферой радиусом г,, равным 5-10 толщинам заготовки 1.
На последующих переходах (фиг. 16, в) тем же пуансоном, что и на первом переходе, и сменными кольцевыми матрицами (не показаны) штампуют последовательно кольцевые участки днища 4 с постоянным увеличением диаметра зоны деформирования (d d d), при этом вытяжные радиусы сменных кольцевых матриц уменьшаются от перехода к переходу так, что г,. г - г .
На последнем технологическом переходе осуществляют формовку плоского
дна 2 до придания днищу 4 окончательных размеров и формы.
Формовка на первом переходе полусферы с плоским дном приводит к уменшению величины утонения центральной зоны 3 как на первом, так и на последующих переходах штамповки.
Таким образом, данный способ по сравнению с известным обеспечивает .повьшение качества штампуемых днищ путем уменьшения их утонения.
Формула изобретения
Способ штамповки куполообразных днищ из листовой заготовки, включающий многоперекодную формовку заготовки по зонам в направлении от центра к периферии и штамповку центральной с приданием окончательных размеров и формы, отличающийся тем, что, с целью повьш1ения качества днищ путем уменьшения их утонения в центральной зоне, многопереходную формовку начинают с получения на первом технологическом переходе из центральной зоны заготовки полусферы с плоским дном, диаметр которого равен половине диаметра готового днища, сопряженным с полусферой радиусом, равным 5-10 толшинам заготовки, после чего осуществляют формовку плоского дна с приданием ему окончатель- )ных размеров и сферической формы.
| СПОСОБ ФОРМОВКИ СФЕРИЧЕСКИХ, ЭЛЛИПТИЧЕСКИХ И ДРУГИХ КУПОЛООБРАЗНЫХ ДНИЩ | 0 |
|
SU182667A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
