Известны дисковые шеверы Однако производительность их недостаточна.
В описываемом шевере для повышения производительности и создания лучших условий для автоматизации процесса отделки зубчатых колес путем шевингования при постоянном межцентровом расстоянии за один продольный ход стола станка, зубья шевера выполнены с утонением для образования на нем заборной, режущей и калибрующей зон.
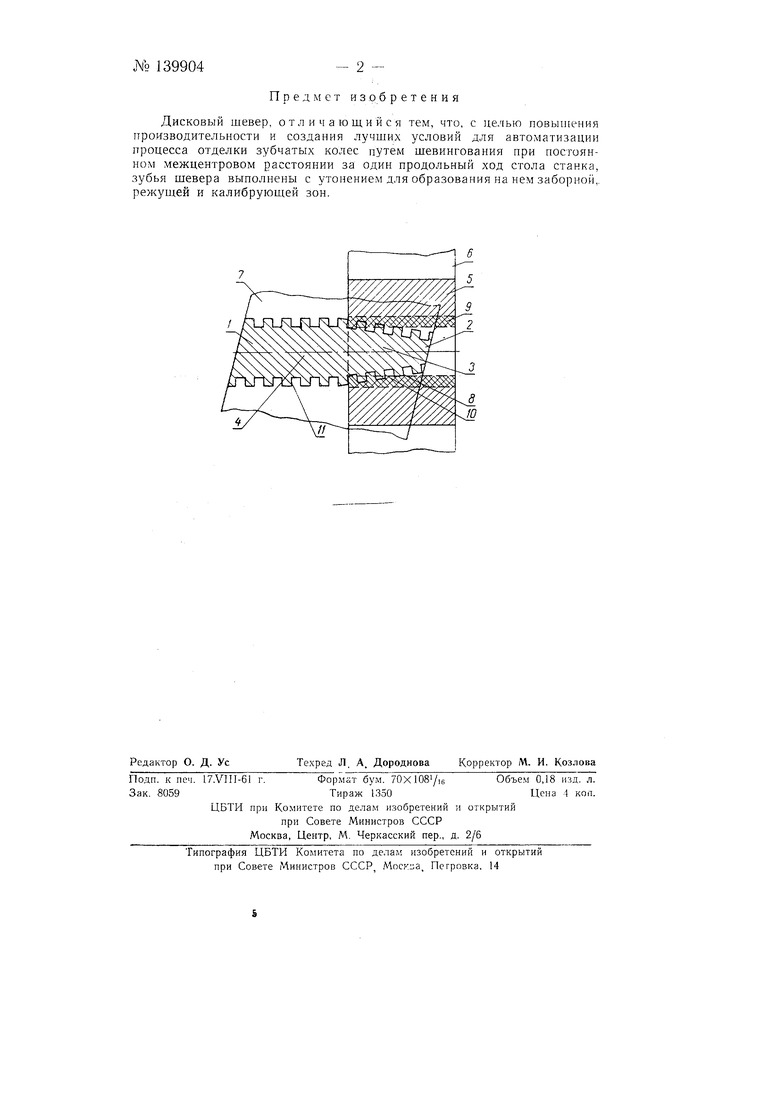
На чертеже изображена схема обработки шевером зубчатого колеса.
Дисковый шевер имеет утонение зубьев /, выполненное с одной стороны, благодаря чему образуются заборная зона 2, режуи1ая зона 3 и калибрующая зона 4.
Для чистовой обработки-отделки зубьев 5 зубчатого колеса 6 шевер 7 подводится к нему путем сообщения столу станка продольной подачи. При этом режущие кромки 8 заборной зоны 2 зуба / врежутся в зубья 5 и начнут снимать с них часть припуска 9 на шевингование. Режущие кромки 10 зоны 3 снимут припуск 9 целиком, а режущие кромки 11 зоны 4 произведут калибрование обработанных зубьев 5. При изготовлении особо точных зубчатых колес обратный продольный ход стола станка может быть использован для дополнительного калибрования, но со значительно большей подачей.
Описываемый шевер позволяет повысить производительность зубоотделочных станков и упростить их конструкцию, стабилизировать наладку оборудования, а также увеличить физическую и размерную стойкость режущего инструмента. Последнее преимущество достигается вследствие увеличения зоны контакта и числа режущих кромок, одновременно участвующих в процессе резания, разделения припуска между режущими и калибрующими зубьями, снижения нагрузки на режущие кромки и устранения их выкращивания. большего числа переточек.
Предмет из об р е т е н и я
Дисковый шевер, отличающийся тем, что, с целью повышения производительности и создания лучших условий для автоматизации процесса отделки зубчатых колес путем шевингования нри постоянном межцентровом расстоянии за один продольный ход стола станка, зубья шевера выполнены с утонением для образования на нем заборной,, режущей и калибрующей зон.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ чистовой обработки цилиндрических зубчатых колес | 1986 |
|
SU1419833A1 |
| Станок для чистовой обработки зубьев цилиндрических зубчатых колес | 1983 |
|
SU1129038A1 |
| Способ обработки зубьев шестерен обкаткой путем фрезерования, долбления, протягивания и т.п. | 1959 |
|
SU129461A1 |
| Способ чистовой обработки цилиндрических зубчатых колес | 1987 |
|
SU1484492A1 |
| УСТРОЙСТВО ДЛЯ ШЕВИНГОВАНИЯ ЗУБЧАТЫХ КОЛЕС | 1999 |
|
RU2176178C2 |
| Способ обработки зубчатых колесшЕВЕРОМ | 1979 |
|
SU806303A1 |
| ИНСТРУМЕНТ ДЛЯ ЧИСТОВОЙ ОБРАБОТКИ ЗУБЧАТЫХ КОЛЕС | 1994 |
|
RU2074063C1 |
| Способ бочкообразного шевингования цилиндрических зубчатых колес | 1985 |
|
SU1364444A1 |
| ИНСТРУМЕНТ ДЛЯ ОТДЕЛОЧНОЙ ОБРАБОТКИ БОЧКООБРАЗНЫХ ЗУБЬЕВ ЦИЛИНДРИЧЕСКИХ ЗУБЧАТЫХ КОЛЕС | 2010 |
|
RU2428286C1 |
| Способ многопроходного шевингования цилиндрических зубчатых колес | 1985 |
|
SU1294597A1 |