Известные приспособления для прорезки шлпца винта пли для фрезерования гранен, выполненные в виде оправки, несуще дисковую фрезу, требуют для выполнения этих операц1 Й остаиовкп шпинделя станка, что вызывает ненужный перерасход времени п электроэнергии.
Приспособление, выполненное согласно изобретению, лишено указаниых недостатков. Сущность изобретения заключается в том, что фреза закреплена в оправке па одном валике с зубчатым колесом, обкатывающимся по неподвижной И1естерне, являюп1е1 1ся наружным корпусом оправки, и враигается синхронно с обрабатываемой деталью вокруг шпинделя за счет снеплсния штырьков приспособления с выступами па торце гайки шпинделя, закреиляющей цангу.
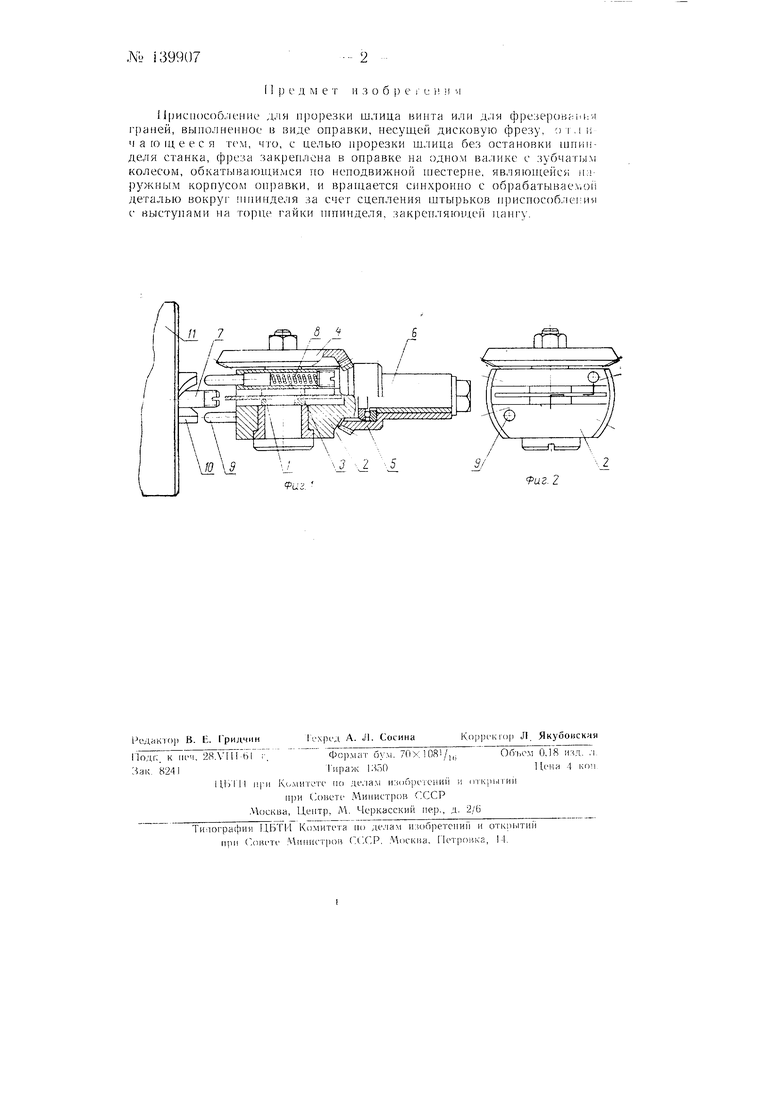
На фиг. 1 схематически изображено приспособ,пенпе, вид спсред); на фиг. 2 - приспособление со стороны режущего инструмента.
Фреза / закреплепа во вращающемся вдоль осп шпинделя корпу се 2, на одном валике 3 с зубчатым колесом 4, обкатывающимся но неподвижной тпестерне 5, являющейся иродолжепием наружного корпуса 6 оправки. Синхронность вращения фрезы / с обрабатываемой деталью 7 вокруг оси щпинделя станка достигается за счет сцепле ии иодиружпненных при помощи пружин 8 щтырьков 9, установленщ-л.х г.о вращающемся корпусе 2, с выcтyиa п 10. расположеппымн на торце гайки // щпинделя, закрепляющей цангу с обрабатываемой деталью 7.
Прорезка шлица винта или фрезерование граней осуществляегси ири вращающемся щпинделе за счет подачи вдоль оси шпинделя револьверной головки, оборудованной настоящим приспособлением.
Институт «Оргстаикиниром, подчеркивая оригинальность предложепного устройства, рекомендует его для изготовления на Киевском заводе станков-автоматов.
1 р е д м е т и 3 о б р е i- j и л ч
11рис|1()с()б.;|( д.мя п|)орезки шлица винта или для фрезер()в м11;л г)аней, выполненное а виде оправки, несущей дисковую фрезу, о г л i-; чающееся тем, что, с целью прорезки шлица без остановки юнин деля станка, фреза закреплена в оправке на одном валике с зубчатым колесом, обкатывающимся по неподвижной п естерне. являюп1;ейся п: ружиым корпусом оправки, и вращается синхронно с обрабатываемой деталью вокру ппшнделя за счет сцепления щтырьков нриспос()бле1:ия с выступами на торце гайки шпинделя, закрепляющей цапгу.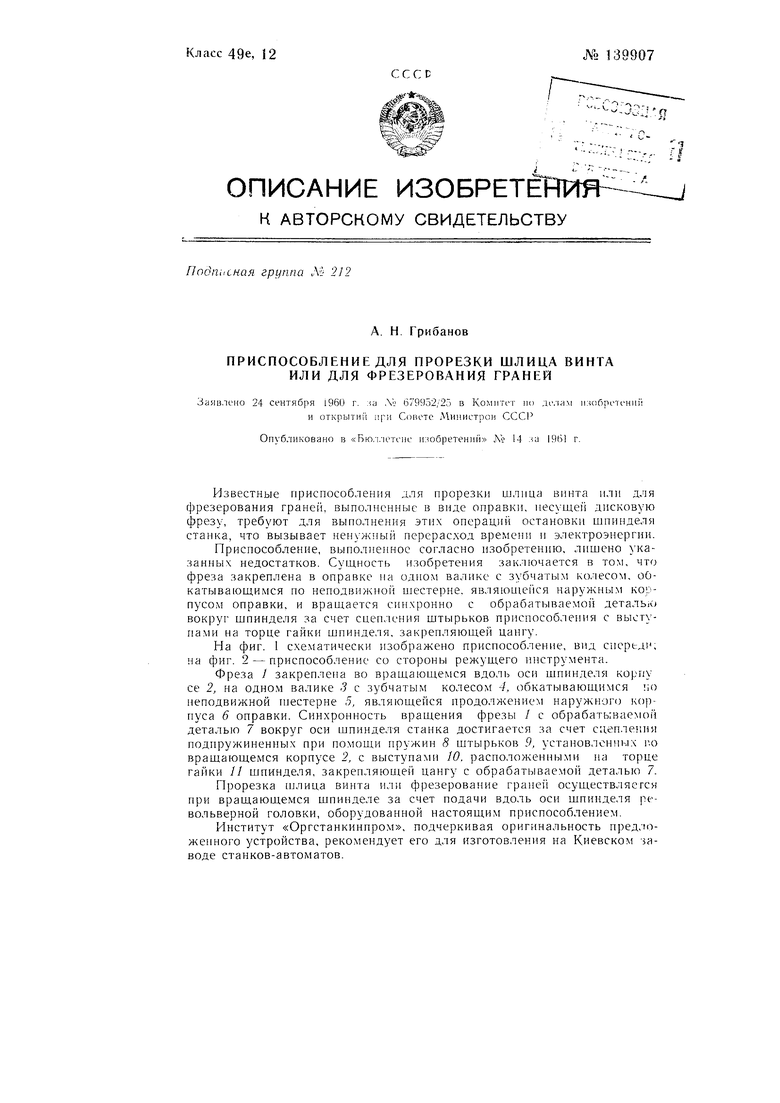
Риг. 2
