(21)3913761/31-27
(22)19.06.85
(46) 07.06.88. Бкш. № 21
(71)Ждановский металлургический институт
(72)С.Ф.Клюйков, Б.М.Горенштейн, В.А.Матвеев и М.М.Ростам
(53) 621.982.5 (088.8)
(56) Изыскание основных параметров
процесса и оборудования агрегатов
термопластической отделки проката:
Отчет ВНИИМЕТМА . Гос. регистр
78072773. - М., 1981, с. 99, 130139, рис. 4.6, 4.16.
(54) СПОСОБ ПРАВКИ 1НСТОВОГб ПРОКАТА И ПЛАНЕТАРНАЯ МАШИНА ДЛЯ ЕГО OCYPfECT- ВЛЕНИЯ
(57) Изобретение относится к обработке металлов давлением и может быть использовано дпя правки листового проката на планетарной машине. Цель изобретения - повышение качества правки путем оптимизации режимов обработки проката. Цель достигается за счет того, что при правке проката 7 правильными роликами 3 и 4 регулируют скорости перемещения сепараторов с роликами 3 и 4 в зависимости от скорости перемещения проката 7. Это позволяет исключить режимы обработки, при которых не достигается оптимальное количество перегибов. Приведены расчетные зависимости соотношения скоростей сепаратора и проката. 2 с.п. ф-лы, 2 ип., 1 табл.
(Л
Изобретение относится к обработке металлов давлением и может быть использовано для правки листового проката на планетарной машине.
Цель изобретения - повышение качества правки путем оптимизации режимов обработки проката.
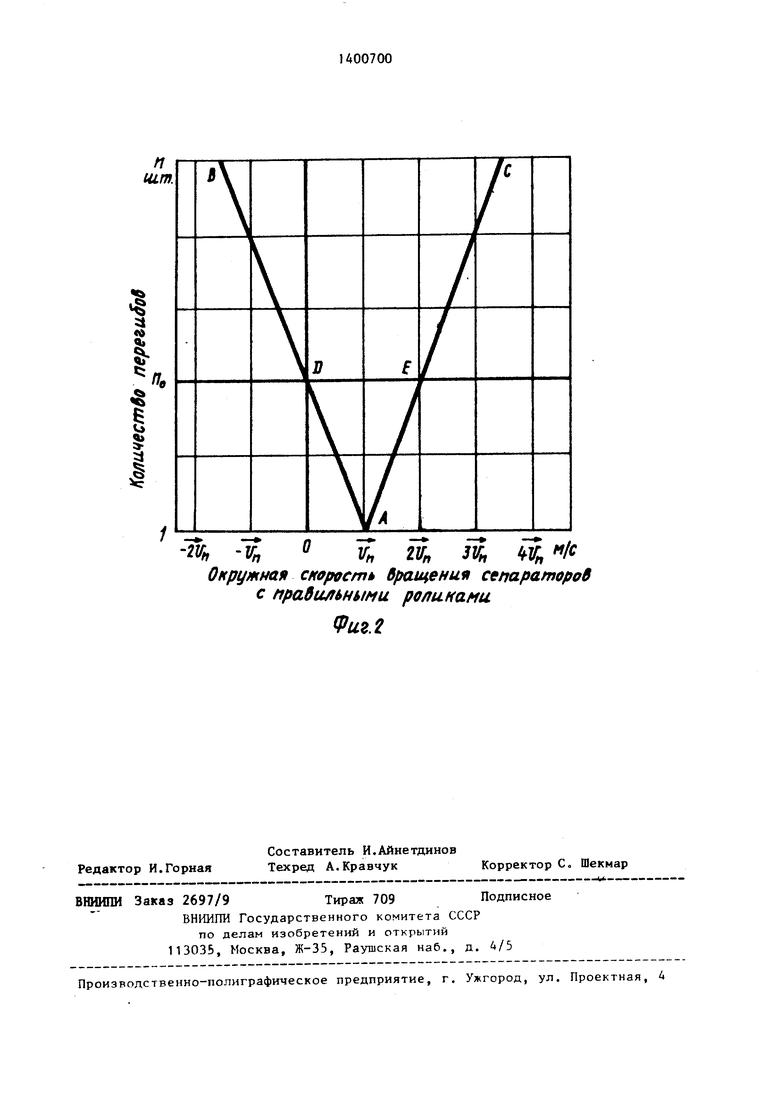
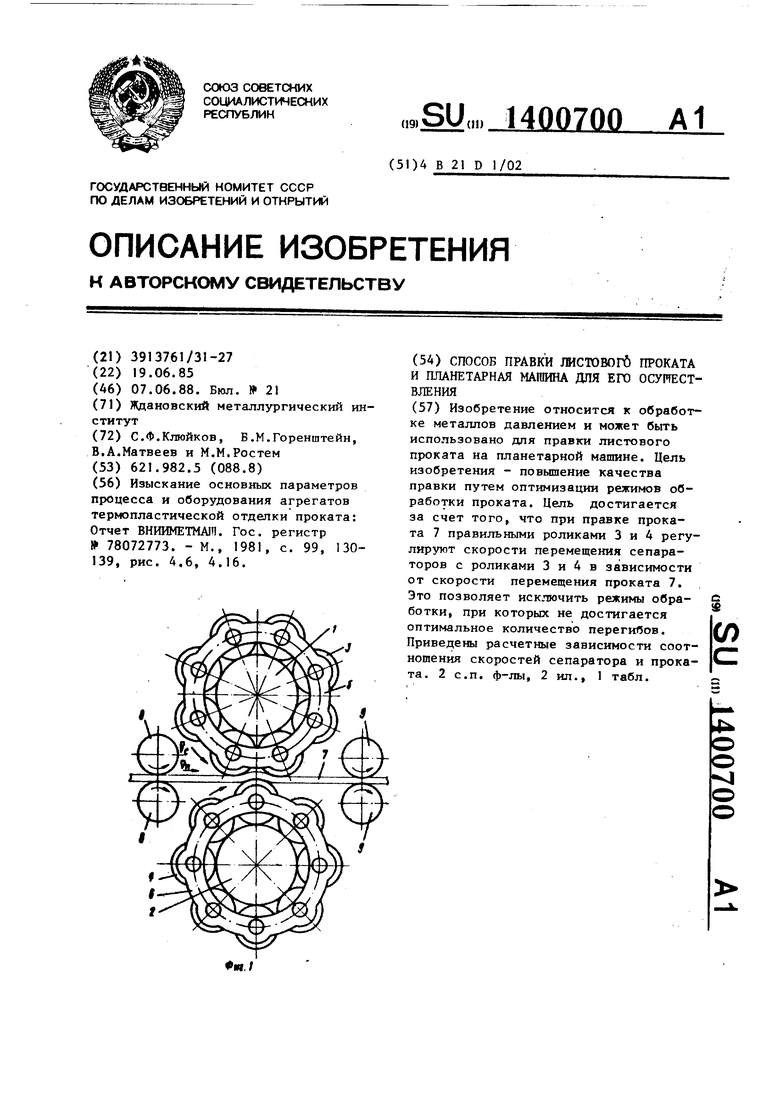
На фиг.1 приведена схема планетарной машины для правки листового проката; на фиг.2 - диаграмма режимов правки.
Способ плавки листового проката на планетарной магаине, содержащей (фиг.1) установленные на станине свободно вращающиеся опорные ролики 1 и 2, холостые правильные ролики 3 и 4, смонтированные на приводных сепараторах 5 и 6, и механизм перемещения проката 7 в виде тянущих роликов 8 и 9, включает поступательное перемещение проката 7 тянущими роликами 8 и 9 и его многократный знакопеременный упругопластический изгиб правильными роликами 3 и 4, причем количество перегибов регулируется изменением скорости и направления вращения сепараторов 5 и 6 в зависимости от скорости перемещения проката 7 (скорости вращения тянущихся роликов В и 9) в диапазоне (фиг.2) V 2V,, при попутном перемещении правильных роликов и проката и в диапазоне Vj, О при их встречном перемещении, где Vf, - скорость перемещения проката; V - окружная скорость вращения сепараторов.
Предлагаемый способ осуществляют следующим образом.
Перед началом процесса между рядами правильных роликов задают прокат с постоянными направлением и скоростью его перемещения. Одновременно, изменяя направление и величину скорости перемещения роликов, устанавливают необходимый режим правки. Если на новых участках выправляемого проката изменяются кривизна, неплоскост- иость, волнистость и другие параметры, вызывающие ухудшение их правки установленным ранее режимом, непосредственно в ходе правки регулировкой скорости перемещения сепараторов с правильными роликами устанавливают новый режим, обеспечивающий необходимое качество правки.
При УС О (фиг-. 2, точка D) режим правки аналог-ичен режиму правки известным способом знакопеременного изo
5
0
5
0
5
0
5
0
5
гиба в многороликовой правильно машине, количество знакопеременных изгибов проката п определяется коли- i честном контактирующих с прокатом правильных роликов, скорость изгиба равна скорости V.
При совпадении направлений скоростей Vj. и Т/„ и-возрастании скорости Vj. в пределах .V (фиг. 2, участок DA), количество и скорость знако- nepe eHHbtx изгибов уменьшаются, а при V У„ прокат подвергается только однократному изгибу с чередованием его знака на соседних участках.
При сов падении направлений скорос- гей Vj. и У„ и возрастании скорости Vf в пределах V -V - 2У„ (фиг. 2, участок АЕ) количество знакопеременных изгибов возрастает от единицы до Пд, возможного при УС О, скорость изгибов возрастает до скорости V при V 2Vj, показатели режима правки в основном аналогичны показателям режима при V 0.
Режимы правки при скорости ZVf (фиг. 2, участок DAE) рекомендуются только для правки специальных сталей, допускающих ограниченное количество знакопеременных изгибов,
При совпадении направлений скоростей VP и V, возрастании скорости УО 7 2У„ (фиг.2, участок ЕС) количест во знакопеременных изгибов возрастает больше п, а скорость изгибов пре- BbmiaeT У .
При несовпадении направлений ско- , ростей Vf и У,т.е. с переходом в область отрицательных значений скорости Ур л О, создаются условия, подобные режимам правки при У 2У для случаев совпадения направлений скоростей У и „.
Предлагаемый способ правки опробован на лабораторной - установке с шестью правильными роликами (30 мм), собранными по три в верхнюю и нижнюю кассеты, и с двумя парами обре- зиненных подающих и тянущих роликов (30 мм), установленных в двух общих станинах на одной раме. Кассеты, подающие и тянущие ролики приводятся в движение ручным приводом через общую цепную передачу. Образцами выпрямляемого проката служат стальные полосы шириной 100 мм, толщиной 0,5 мм и длиной 2000 мм. Лабораторная установка опробывается в различных режимах работы, оцениваемых соот
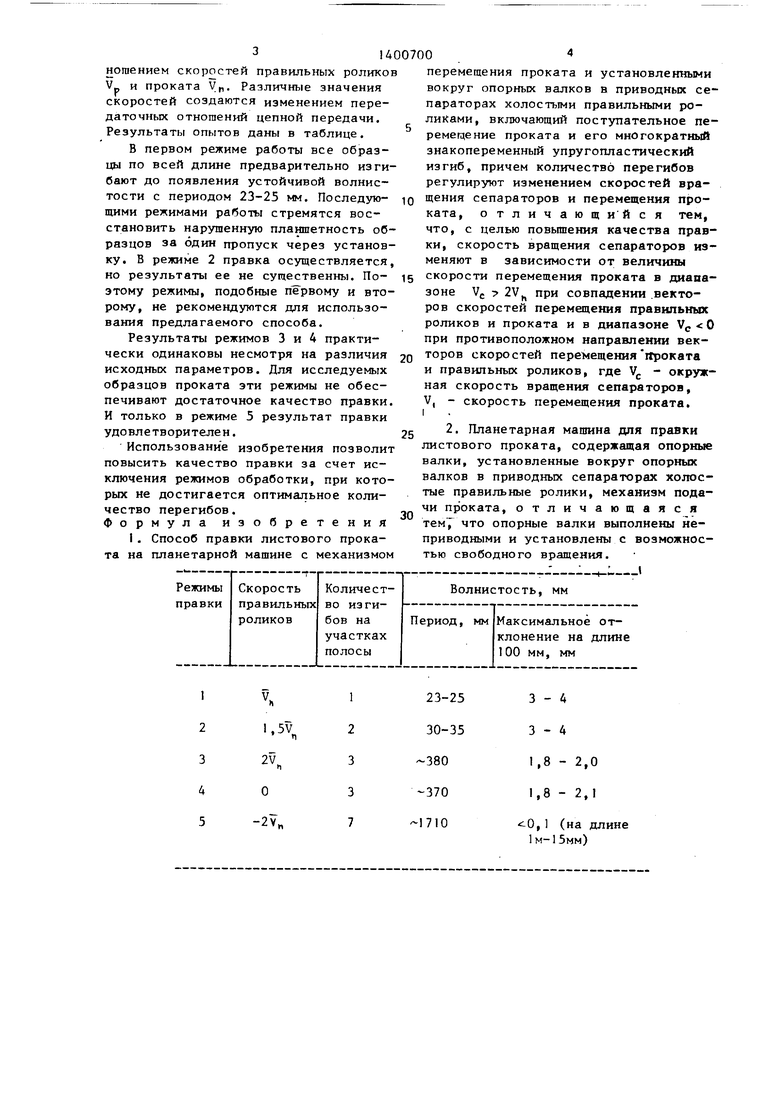
ношением скоростей правильных роликов V и проката V. Различные значения скоростей создаются изменением передаточных отношений цепной передачи. Результаты опытов даны в таблице.
В первом режиме работы все образцы по всей длине предварительно изгибают до появления устойчивой волнистости с периодом 23-25 мм. Последую- щими режимами работг: стремятся восстановить нарушенную планшетность образцов за один пропуск через установку. В режиме 2 правка осуществляется, но результаты ее не существенны. Поэтому режимы, подобные первому и второму, не рекомендуются для использования предлагаемого способа.
Результаты режимов 3 и 4 практически одинаковы несмотря на различия исходных параметров. Для исследуемых образцов проката эти режимы не обеспечивают достаточное качество правки. И только в режиме 5 результат правки удовлетворителен.
Использование изобретения позволит повысить качество правки за счет исключения режимов обработки, при которых не достигается оптимальное количество перегибов. Формула изобретения
I, Способ правки листового проката на планетарной машине с механизмом
5
Q
0
5
0
перемещения проката и установленными вокруг опорных валков в приводных сепараторах холостыми правильными роликами, включающий поступательное перемещение проката и его многократный знакопеременный упругопластический изгиб, причем количество перегибов регулируют изменением скоростей вращения сепараторов и перемещения проката, отличающийся тем, что, с целью повьппения качества правки, скорость вращения сепараторов изменяют в зависимости от величины скорости перемещения проката в диапазоне УС 2V при совпадении .векторов скоростей перемещения правильных роликов и проката и в диапазоне V,. О при противоположном направлении векторов скоростей перемещения itpoKara и правильных роликов, где V - окружная скорость вращения сепараторов,
V, - скорость перемещения проката.
I
2. Планетарная машина для правки листового проката, содержащая опорные валки, установленные вокруг опорных валков в приводных сепараторах холостые правильные ролики, механизм подачи проката, отличающаяся тем7 что опорные валки выполнены неприводными и установлены с возможностью свободного вращения.
t
| название | год | авторы | номер документа |
|---|---|---|---|
| ПЛАНЕТАРНАЯ МАШИНА ДЛЯ ПРАВКИ ЛИСТОВОГО ПРОКАТА | 1992 |
|
RU2010643C1 |
| СПОСОБ ПРАВКИ ТОЛСТОЛИСТОВОГО ПРОКАТА | 2015 |
|
RU2581697C1 |
| Способ правки стального проката | 2021 |
|
RU2784711C1 |
| СПОСОБ ПРАВКИ ТОЛСТОЛИСТОВОГО ПРОКАТА | 2010 |
|
RU2432221C1 |
| Способ правки листового проката | 1989 |
|
SU1690887A1 |
| СПОСОБ ПРАВКИ КРУГЛОГО ПРОКАТА | 2001 |
|
RU2188092C1 |
| Устройство для правки проката | 1980 |
|
SU893303A1 |
| СПОСОБ ПРАВКИ ТОЛСТОГО ЛИСТА ШТРИПСОВОЙ СТАЛИ | 2005 |
|
RU2299775C2 |
| УСТАНОВКА ДЛЯ ПРАВКИ ТРУБ И ПРУТКОВ | 1973 |
|
SU408686A1 |
| Способ правки проката | 1988 |
|
SU1606220A1 |
23-253-4
30-353-4
-3801,8 - 2,0
- 3701,8-2,1
1710 0, (на длине
1м-15мм)
-2Й
ff -Vn Vf, 2Vn Щ fC Окружная скорости вращении сепараторов с правильными роли нами
иг.2
