Изобретение относится к обработке металлов давлением, а именно к способам правки профильного проката на машинах с качающимися обоймами
Цель изобретения - повьш1ение производительности за счет.увеличения скорости перемещения проката по оси без снижения качества правкио
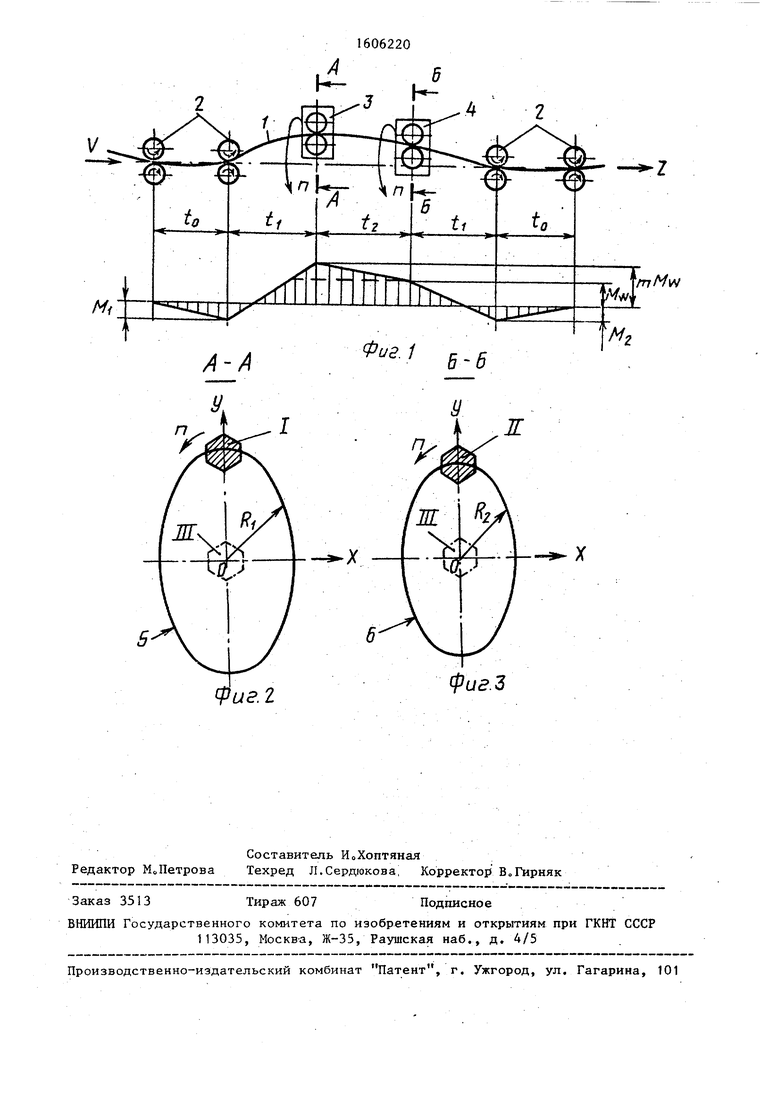
На фиго показана схема правки, и эпюра распределения изгибающих моментов вдоль продольной оси проката; на фиго2 - разрез А-А на фиго1; на фигоЗ - разрез Б-Б на фИГо 1 ,
Способ правки включает поступательное перемещение проката 1 подающими роликами 2 через две качающиеся обоймы 3 и 4 и его деформирование многократным знакопеременным изгибом во всех продольных плоскостях путем синхронного перемещения сечений I и II проката в обоймах 3 и 4 относительно соосно расположенных сечений III в подающих роликах 2 (фиго2 и 3) по замкнутым траекториям 5 и 6 обойм в плоскостяхj перпендикулярных направлению поступательного перемещения проката. При этом расстояния R и R 2 от орбит траекторий 5 и 6 до их центров в каждой плоскости определяют из условия возникновения в сечении I проката в первой по ходу его движения 3 упругопластического изгиба- 1
кщего момента гаМ, при котором пластические деформации охватывают не менее 2/3 этого сечения, а в сечении II проката во второй обойме 4 - наибольшего упругого изгибающего момента М, Наибольшую скорость v поступательного перемещения проката определяют по формуле
,v nt,
где п - частота качания обойм 3 и 4 по замкнутым траекториям 5 и 6; t - расстояние между обоймами
3 и 4о
Дпя создания в сечениях I и II проката соответственно изгибающих моментов гаМ и М у в каждой продольной плоскости проката эти сечения перемещают в обоймах 3 и 4 по соответствующим замкнутым траекториям 5 и 6 Характер и размеры траекторий зависят от формы и размеров проката, а также от расстояний между сечениями проката, проходящими через ролики и обоймыо Калибры подакщих роликов 2 соосныс Из теории правки:
гаМ mW;
GT- Wo
М
Относительный изгибаю1ций момент m принимается для конкретного проката из условия, чтобы пластическая деформация охватывала не менее 2/3 сечения Момент сопротивления W определяется также для конкретного проката
I
Затем определяют, какие изгибающие моменты М и М получает прокат в ближних к обоймам подающих роликах М меньше Н и поэтому не вызывает пластических деформаций После этого зная распределение изгибанмцих моментов, определяют расстояния E. и Rj, составляя дифференциальные уравнения изогнутой оси npokaTa Производя аналогичные расчеты для каждой продольной плоскости проката, определяют характер и размеры траекторий 5 и 6, по которым выбирают тип механизмов качания обойм. Исправляемый прокат 1, поступательно перемещаясь, подвергается многоплоскостному многократному .знакопеременному изгибуо Величина изгиба постепенно увеличивается и достигает наибольшей величины
5
0
в первой обойме Зо При этом пластическая деформация охватывает не менее 2/3 сечения и к этому моменту вся исIходная кривизна проката в кажР исх дои продольной плоскости сводится к
какой-TQ постоянной кривизне -- .
На участке между обоймами величина изгибающего момента постепенно уменьшается до наибольшего упругого изгибающего момента менее чем за три перегиба (условие качественной правки) во всех продольных плоскостях Далее прокат не подвергается пластическому деформированиюо Таким образом, именно на участке между
обоймами 3 и 4 кривизна сводится
Р
к допустимой кривизне
ir
При по
ступательном перемещении проката со
2 скоростью V - nt обеспечивается
наибольшая производительность при выполнении условия качественной правки. Любое уменьшение скорости правки приводит к повышению точности правки, но при этом снижается производительность о При повьш1ении скорости больше указанной величины нарушается условие качественной правки, поэтому точность исправления снижается
0
5
0
П р и м е РО Исправляемый материал - шестигранный прокат диаметром вписанной окружности d ,j,jj 32 мм с пределом текучести материала О у 80 кг/мм с Оборудование - правильная машина с двумя качающимися обоймами и подающими роликамИо
Расстояния между подающими роликами 440 мм, между обоймами и подающими роликами 500 мм, между обоймами (t) 550 мм, частота качания обойм (п) 50 - 240 об/мин.
Скорость поступательного перемещения проката
D
п.р ttp
V
60
0,25 - 1,25 м/с.
5
где D
п.р
п
240 мм - диаметр подающих роликов;
20 - 1000 об/м - скорость их вращения. Механизм качания обойм выполнен в виде шатуна, несущего роликовый кап.
Р
W
15 дЭ 144 WHH
15 -5 О -3 /
516
либр и шарнирно соединенных с ним коромысла и приводного кривошипа регулируемой длины. При этом длина кривошипа может изменяться от О до 28 мм она определяет размеры траекторий, длина коромысла 60 мм, длина шатуна 1300 мм, а роликовый калибр размещен на щатуне на расстоянии 600 мм от шарнира, соединяющего его с коромыслом
Для шестигранного проката из условия качественной правки (тоео когда пластические деформации охватывают не менее 2/3 сечения) достаточно принять относительный изгибающий момент m
При изгибе в вертикальной плоскости YZ момент сопротивления проката W шестигранного сечения определяется по формуле
М,,0 W 8000кЗ,4 27200 кгсм
272 кгм; тМ т 1,5x27200 40800 кгсм
408 кгм; М. 0,6 ,4 М,0,6. 408+0,41
Х272 353,6 кгм; М 0,4 шМуу+ 0,32 М,0,4.408 + + 0,32-272 250,2 кгм ,
Зная распределение изгибающих моментов вдоль продольной оси проката, нетрудно определить необходимые Rj и Rn
м; dz Ё1:
чМ - текущее значение изгибающего момента;
I . - момент инерции сечения проката при его изгибе в рассматриваемой продольной плоскости:
ai iij«; «;- iil
M: dz
Подставляя значения дпя Z 440 + +500 940 мм и Zg 440 + 500 + 550 1490 мм, определяем: R, 18 мм, а
ММо
Скорость (наибольшая) поступательного перемещения лроката
R 12
о 2 V I nt,, : X X 0, ,25 м/Сс
При этом п 205 об/мин, а точность правки составляет 1 мм/м.
Таким образом, изобретение позволяет повысить производительность в 3 раза с обеспечением той же точности правки.
5
0
5
0
Формула изобретения
Способ правки проката путем его последовательного перемещения через две обоймы, качающиеся по замкнутым траекториям в плоскостях, перпендикулярных оси перемещения проката, с многократным знакоперемен}1ым упруго- пластическим изгибом, при котором в первой по ходу перемещения обойме пластические деформации охватывают не менее 2/3 сечения проката, отличающийся тем, что, с целью повышения производительности, во второй обойме прокат изгибают до возникновения наибольшего упругого изгибающего момента, при этом наибольшай скорость перемещения проката v по оси равна
V nt
где п - частота качаний обойм;
t - расстояние между обоймами
Mi
fpua2
mMw
(риг.З

| название | год | авторы | номер документа |
|---|---|---|---|
| Способ непрерывной правки фасонного проката | 1988 |
|
SU1532119A1 |
| Способ винтовой правки изгибом | 1986 |
|
SU1388139A1 |
| Машина для правки профильного проката | 1988 |
|
SU1532118A1 |
| СПОСОБ ВАЛКОВОЙ ПРАВКИ ИЗДЕЛИЙ | 1997 |
|
RU2113305C1 |
| ВАЛКОВАЯ ОБОЙМА ТРУБОПРАВИЛЬНОЙ МАШИНЫ | 2012 |
|
RU2506133C1 |
| Устройство для правки проката | 1979 |
|
SU867454A1 |
| СПОСОБ ПРАВКИ КОНЦЕВЫХ УЧАСТКОВ ПРОКАТА | 1997 |
|
RU2139767C1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ФОРМООБРАЗОВАНИЯ ДЕТАЛЕЙ ИЗ ПРОФИЛЕЙ И ПОЛОС | 2004 |
|
RU2288801C2 |
| Способ холодной правки длинномерных заготовок из профильного проката | 1984 |
|
SU1304957A1 |
| СПОСОБ ПРАВКИ ДЛИННОМЕРНЫХ ЦИЛИНДРИЧЕСКИХ ИЗДЕЛИЙ И ПРАВИЛЬНАЯ МАШИНА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1996 |
|
RU2116150C1 |
Изобретение относится к обработке металлов давлением, а именно к способам правки профильного проката на машинах с качающимися обоймами (КО). Цель изобретения - повышение производительности за счет увеличения скорости перемещения проката по оси без снижения качества правки. Прокат перемещают через две последовательно расположенные КО посредством подающих роликов, установленных по обе стороны от КО, которые движутся по замкнутым траекториям в плоскостях, перпендикулярных оси подачи проката. В первой по ходу перемещения КО пластические деформации охватывают не менее 2/3 сечения проката, а во второй КО его изгибают до возникновения наибольшего упругого изгибающего момента. Траектории перемещения КО определяются из условия возникновения указанных деформаций в прокате. Приводится математическая зависимость для определения скорости перемещения проката по оси. 3 ил.
Составитель ИоХоптяная Редактор MoПетрова Техред Л.Сердгакова Корректор В Гирняк
Заказ 3513
Тираж 607
ВНИИПИ Государственного комитета по изобретениям и открытиям при ГКНТ СССР 113035, Москва, Ж-35, Раушская наб., д. 4/5
Производственно-издательский комбинат Патент, г. Ужгород, ул. Гагарина, 101
Подписное
| Слоним АоЗо и дро Правка листового и сортового металлао Мо: Металлургия, 1981, Со 185-196, рисо54о |
