сл
Изобретение относится к литейному производству и может быть использовано для финитной обработки литых деталей.
Цель изобретения - расширение технологических возможностей, увеличение производительности и снижение энергоемкости.
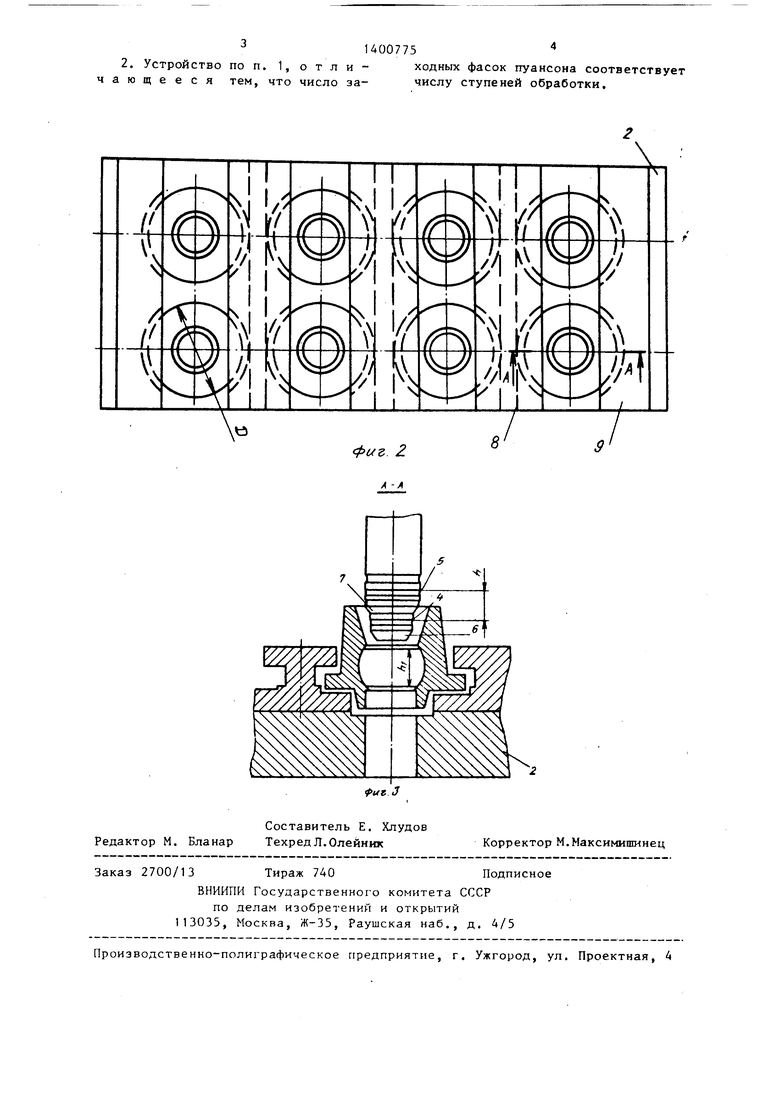
На фиг. 1 представлено устройство, общий вид; на фиг. 2 - нижняя плита, вид сверху; на фиг. 3 - сечение А-А на фиг. 2.
Устройство содержит верхнюю.под- : вижную плиту 1 с пуансонами 2 различ- ной длины и нижнюю плиту 3. Пуансоны выполнены с режущими кромками 4 и 5 и сопряженными с ними заходными фасками 6 и 7: нижними и верхними, расположенными соответственно обрабатываемым участкам. Шаг режущих кромок пуансонов 2 не равен расстоянию между обрабатываемыми поверхностями (h h). Пуансоны 2 установлены в несколько рядов с возможностью возвратно-посту- пательного перемещения. Расстояние q между рядами пуансонов больше диаметра D заготовки на величину допуска на литые размеры.
На нижней плите 3 размещены гори- зонтальные направляющие 8 и 9. Крайние направляющие 9 имеют швеллера и направлены внутрь, а средние направляющие В имеют профиль двутавра.
Устройство работает следующим об- разом.
Отливки устанавливаются в направляющие 8 и 9. При установке в направ- лякадие каждой последующей отливки пре дьдущая отливка смещается вдоль нап- равляющих. Последующая отливка устанавливается по торцу направляющих 8 и 9. Установка остальных отливок про- изводится аналогично. После нажатия кнопки Пуск (не показана) верхняя подвижная плита 1 с пуансонами 2 опускается. Обработка отливок производится сначала пуансонами большей длины, а затем пуансонами меньшей длины.
При совмещении нижних заходных фасок 6 пуансонов 2 с конусными частями отливок происходит центрирование отливок относительно соответствующих пуансонов, т.е. отливки сами ориентируются относительно инструментов.
Заходные фаски 6 пуансонов 2 предварительно сламывают облой (верхний) большего диаметра и пуансоны продол
5 05
0 эс
о
0
жают опускаться вниз, вторично центрируя отливки фасками 7 в зонах боль- ошх диаметров, еще раз сламьшая отбеленный облой в зтих зонах.
При дальнейшем опускании инструмента режущие Кромки 4 пуансонов 2 обрабатывают окончательно облой больших диаметров, т.е. происходит чистовая обработка отливок. В это же время за- ходные фаски 6 меньших диаметров пуансонов 2 ломают предварительно отбеленный облой, зачищая окончательно обработанные поверхности режущими кромками 5.
В таком же порядке осуществляется последующая обработка отливок пуансонами меньшей длины по мере опускания верхней подвижной плиты 1. Когда отливки обработаны, срабатывает конечный выключатель (не показан), верхняя подвижная плита 1 перемещается в исходное положение и цикл повторяется. При установке новых отливок в направляющие 8 и 9 обработанные отливки выталкиваются и падают в тару.
Использование предлагаемого устройства позволяет избежать дополнительного центрирования заготовки относительно обрабатываюи1его инструмента, что упрощает его конструкцию. Наличие нескольких режущих кромок пу- ансонор позволяет за один рабочий ход произвести и черновую и чистовую обработки, а разная длина пуансонов позволяет снизить усилие на пуансоны и
,тем самым снизить энергоемкость.
«
Формула изобретения
1. Устройство для обработки литейных заливов, содержащее верхнюю плиту, группу пуансонов, размещенных в несколько рядов в верхней плите, и нижнюю плиту, отличающее ся тем, что, с целью расширения технологических возможностей,увеличения производительности и снижения энергоемкости, оно снабжено горизонтальными направляющими для отливок, ус- таГНовленными на нижней плите, а пуансоны вьтолнены различной длины, режущие кромки которых сопряжены с их заходными фасками, причем крайние направляющие выполнены в виде швеллера и направлены внутрь плиты, а средние направляющие выполнены в виде двутавра.
31400775
2. Устройство по п. 1, о т л и -ходных фасок пуансона соответствует
чающееся тем, что число за-числу ступеней обработки.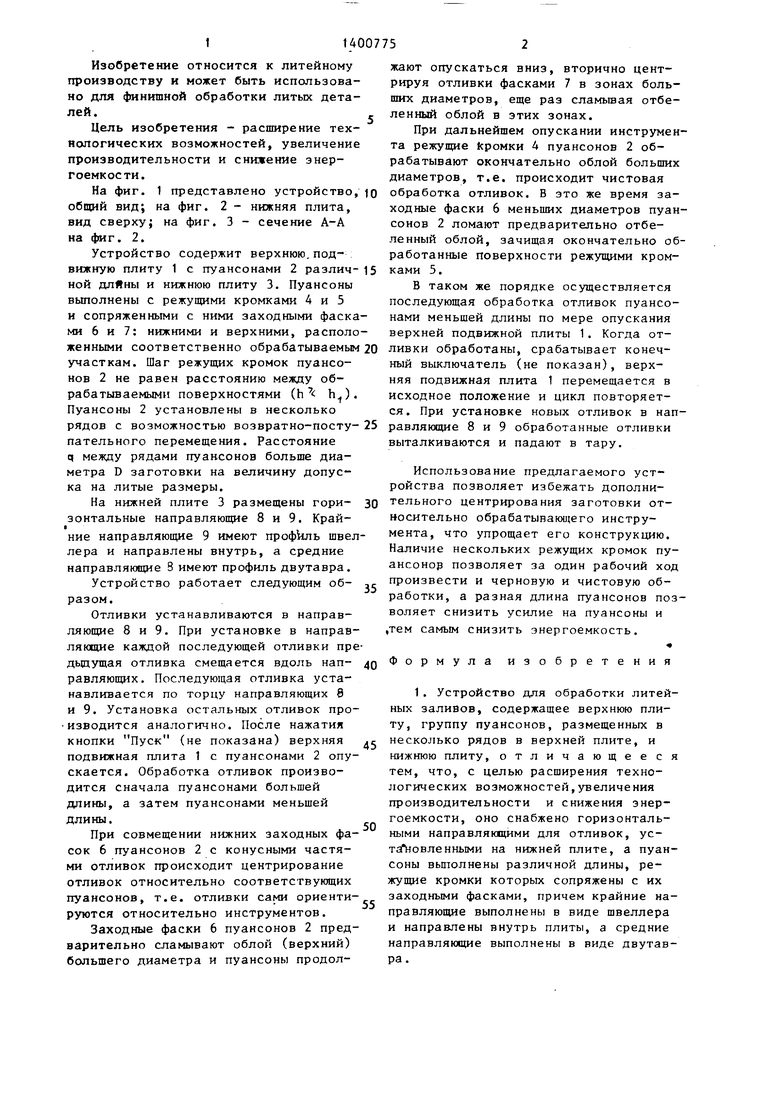
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для снятия литейных заливов и остатков питателей с деталей типа шкив с окнами | 1987 |
|
SU1407672A1 |
| Штамп для обрезки облоя и пробивки отверстий в отливках, полученных литьем под давлением | 1987 |
|
SU1470448A1 |
| Штамп для многоместной обрезки и зачистки отливок | 1984 |
|
SU1243898A1 |
| Устройство для зачистки литейных заливов на симметричных отливках | 1987 |
|
SU1468655A1 |
| КОКИЛЬ | 2015 |
|
RU2620231C2 |
| Устройство для зачистки пластмассовых деталей | 1987 |
|
SU1470548A1 |
| ПРОТЯЖКА ДЛЯ ОБРАБОТКИ ОТВЕРСТИЙ В ЛИТЫХ ИЗДЕЛИЯХ | 1995 |
|
RU2106938C1 |
| УСТАНОВКА ДЛЯ ВЫБИВКИ | 1972 |
|
SU360150A1 |
| Устройство для удаления литейных заливов от отливок | 1988 |
|
SU1696132A1 |
| Штамп для резки профильного материала | 1987 |
|
SU1641526A1 |
Изобретение относится к области литейного производства и может быть использовано для финишной обработки отливок. Цель изобретения - расширение технологических возможностей, увеличение производительности и снижение энергоемкости. Устройство содержит верхнюю подвижную плиту 1 с пуансоном 2 разной длины, нижнюю плиту 3 с установленными на ней направляющими 8 и 9. Крайние направляющие 9 имеют профиль швеллера, а средние направляющие 8 - двутавра. Пуансоны 2 выполнены с режущими кромками и сопряженными с ними заходными фасками - нижней и верхней. Обработку производят сначала пуансонами большей длины, затем пуансонами меньшей длины. 1 з.п. ф-лы, 3 ил.j
фиг 2
| Штамп для изготовления металлических изделий | 1974 |
|
SU495155A2 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
| Штамп для обрезки отливок | 1977 |
|
SU738762A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
