Изобретение относится к литейному производству и может быть использовано для финишной обработки отливок.
Цель изобретения - повышение про- изводительности за счет уменьшения позиций обработки и повьппение надежности.
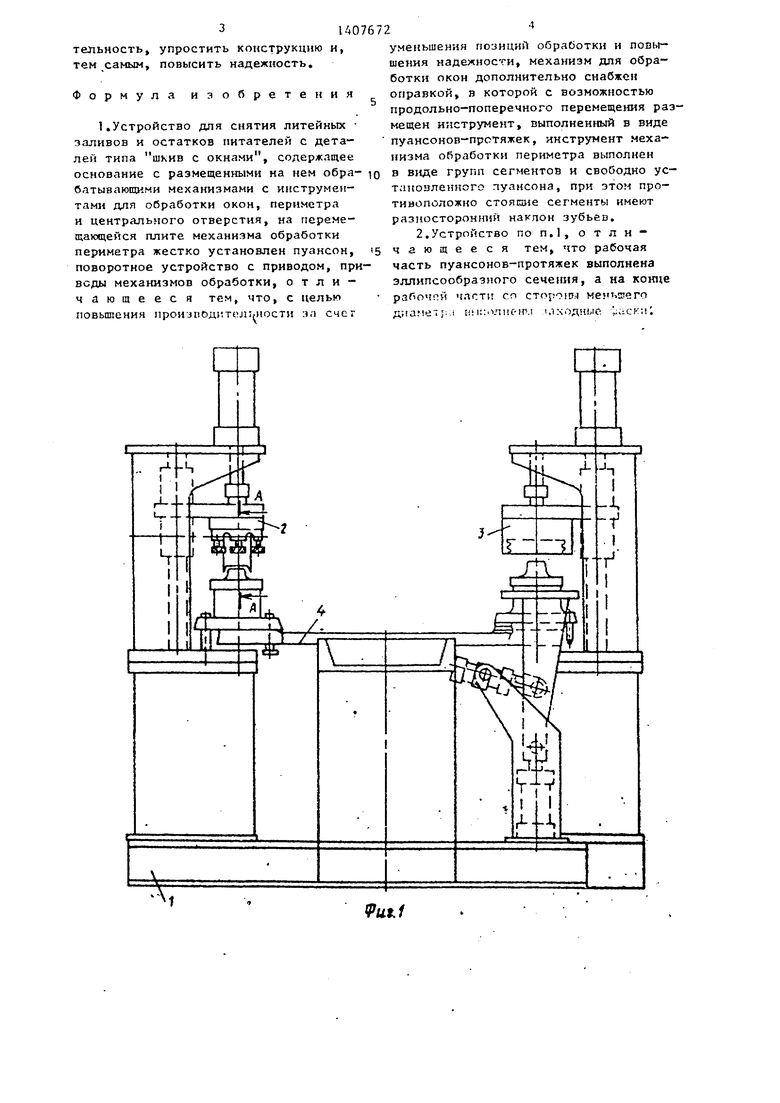
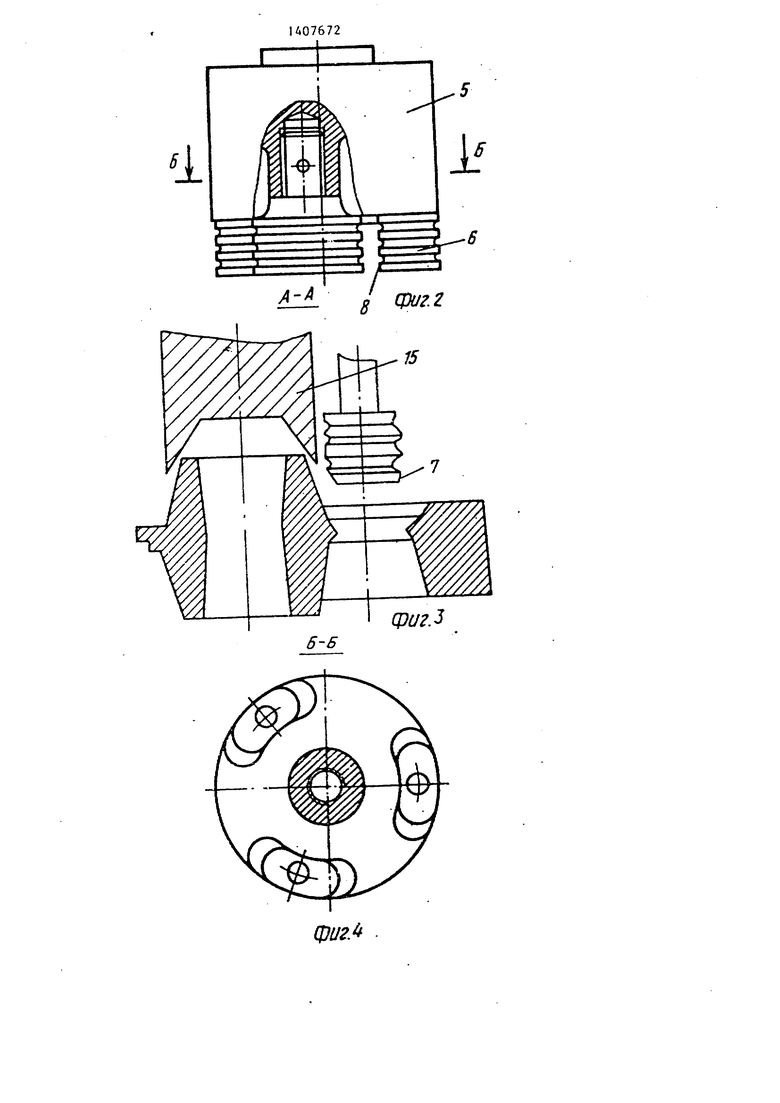
На фиг.1 изображено устройство, общий вид; на фиг.2 - инструмент для обработки окон; на фиг.З - разрез А-Л на фиг.1; на фиг.4 - разрез Б-Б на фиг.2; на фиг.З - механизм обработки периметра и центрального отверстия.
Устройство для снятия литейных заливов и остатков питателей типа шкивов с окнами содержит основание 1 с размещенными на нем обрабатывающим механизмом 2 для обработки окон и механизмом 3 для обработки периметра и центрального отверстия. Кроме того, устройство содержит поворотное устройство 4 и приводы (не noKa3.) упомянутых механизмов. ,
Механизм 2 для обработки окон выполнен в виде оплазки 5, в которой относительно своб.одно размещен обрабатывающий инструмент 6. Обрабатывающий H:iCTpyMeHT 6 в оправке 5 может .ограниченно перемещаться в продольно- поперечной плоскости и по радиусу на фактический допуск литья (0,5- 1,0 мм и 1-2°). Обрабатывающий инструмент 6 представляет собой пуансоныпротяжки, размещенные соответственно обрабатываемым окнам детали. Рабочая часть 7 пуансонов-пр тяжек имеет элли сообразное сечение соответствующее форме обрабатываемого окна. Кроме того, рабочая часть 7 протяжки-пуансона имеет заходную фаску 8, расположениую со стороны меньшего диаметра с внутренней стороны окна. Режущий инструмент 9 для обработки периметра элементов состоит из группы, например четырех, сегментов 10 и 11, 12 и 13 с обратными режущими зубьями, которые попарно - 10 и П имеют левый наклон зубьев: а элементы 12 и 13 имеют правый наклон зубьев. Пробивной пуансон 14 для пробивки центрального отверстия свободно подвешен в осиовании оправки 5, Кроме того, устройство содержит прижимиые устройства 15 - в механизме -обработки окон и 16 - в ме ханизме для обработки периметра детали.
Устройство работает следукицим образом,.
На ложемент поворотного устройства 2 укладывают отливку и вместе с ложементом поворачивают на заданный угол, последовательно перемещая отливку в зоны обрабатывающих позиций.
Затем обливка фиксируется прижимным устройством (синхронно 15 и 16), Подвижная каретка вместе с обрабатывающими механизмами 2 и 3 посредством привода опускается вниз. Обработка окон производится обрабатывающим инструментом 6 в виде протяжек-пуансонов, имеющих профиль oбpaбaтывae(ыx ОКОЙ И размещенных соответственно им.
Протяжки-пуансоны свободно размещены в оправке 5 и за счет этого могут ограниченно перемещаться на фактический допуск литья. Заходная фаска 8, расположенная со стороны меньте го радиуса окна (внутрс;ннего), скользит по выступу детали и устанавливается соответственно обрабатываемой поверхности. При дальнейшем опускании инструмента ocTpovi кромкой срезается больший радиус и боковые радиусы. Затем инструмент срезает меньший радиус и остальные элементы окна до полного прохождения сквозь обрабатываемые окна детали.
Синхронно обработке окон па другой позиции происходит обработка периметра ОТЛИВКИ и центрального отверстия следуюрхим образом.
Деталь зафиксирована на ложементе Обрабатывающий инструмент 9 под действием упругих сил отходит от детали, сламывая высокий облой, так кам, инструмент при ходе вниз входит в соприкосновение с деталью затылочной частью зуба и не срезает облой, а только сламывает, отжимаясь от детали а при ходе вверх зуб острой кромкой переднего угла врезается в облой и срезает его заподлицо, не ломая де- . таль, а пуансон для пробивки центрального отверстия за счет свободной посадки не ломается, так как пуансон 14 имеет возможность обходить поверхностные неровности.
После возвращения каретки в исходное (верхнее) состояни§ и поворота ло жемеитов, цикл обработки повторяется.
Использование предлагаемого устройства позволяет повысить производи-
15
Фиг.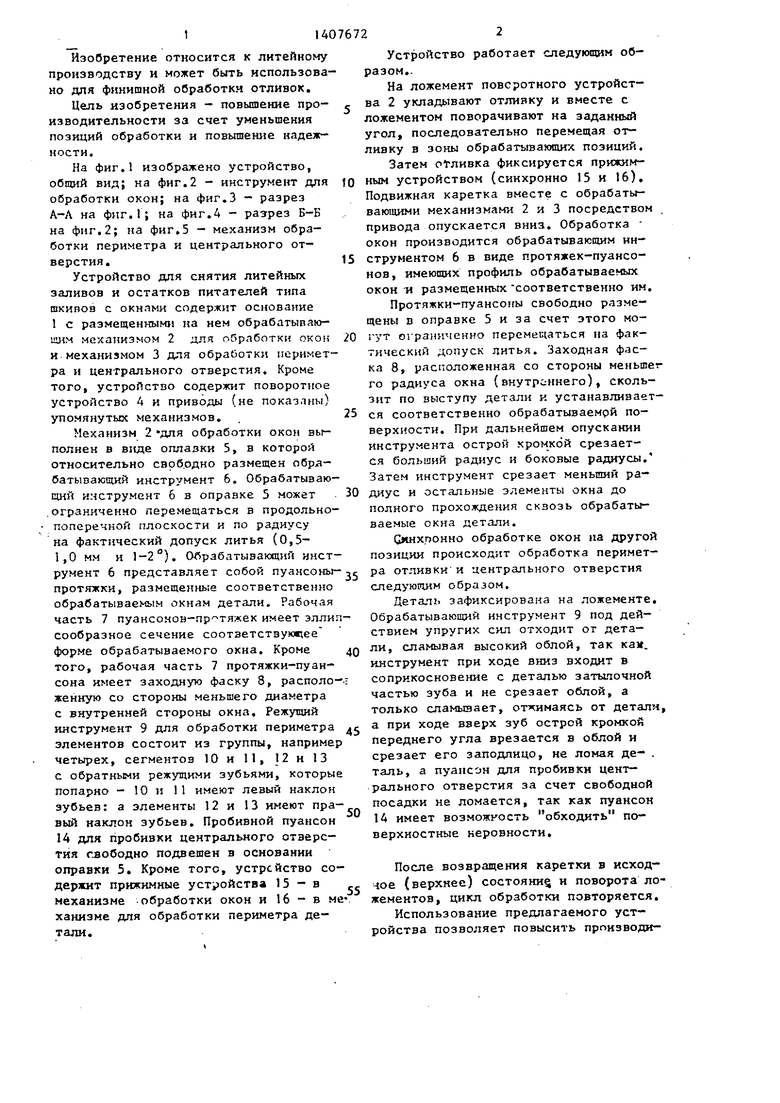
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для снятия литейных заливов и остатков питателей с деталей типа шкивов с окнами | 1985 |
|
SU1304985A1 |
| Устройство для зачистки литейных заливов на симметричных отливках | 1987 |
|
SU1468655A1 |
| Способ изготовления полых деталей | 1984 |
|
SU1240489A1 |
| Устройство для удаления литейных заливов от отливок | 1988 |
|
SU1696132A1 |
| Штамп для пробивки отверстий и зачистки литейных заливов | 1987 |
|
SU1437143A1 |
| Устройство для обработки литейных заливов | 1986 |
|
SU1400775A1 |
| АВТОМАТ ДЛЯ СБОРКИ ИГОЛЬЧАТЫХ ПОДШИПНИКОВ | 1970 |
|
SU425003A1 |
| Штамп для пробивки окон в полых изделиях | 1989 |
|
SU1750804A1 |
| Устройство для финишной обработки литых заготовок | 1983 |
|
SU1105278A1 |
| СПОСОБ ПОЛУЧЕНИЯ ОТВЕРСТИЙ С ФАСКОЙ | 1995 |
|
RU2080950C1 |
Изобрете ше относится к области литейного производства и может быть использовано для фхкишной обработки отписок. Цель изобрэтения - повышение iipoi-.тпдл1 е.:ьиос.ти ; 1 :- яьгяе)П1е иЛДСАНОСТИ. УсТр:. i но t .о J.-SIST ОСЛО- Baiuic, мexaниэ ы с инструментами дли обработки окон, периметра и центрального отверстия, поворотное устройство. Механизм для обработки окон ; состоит из оправки н размеченного р ней инструмента, выполненного в виде пуансонов-протяжек эллипсообразног го сечения, на концах которых со сто- меньшего диаметра выполнены за- ходные фаски. Инструмент для обработки г:ериметра вь.полнен я виде группы сегментов, противоположяо расположенные сегмгнты имеют разносторошшй наклон зубьев. 1 з.п. ф-лы, 5 ил. 5
фиг. .
| Устройство для снятия литейных заливов и остатков питателей с деталей типа шкивов с окнами | 1985 |
|
SU1304985A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
