Изобретение относится к литейному производству, в частности к устройствам для финишной обработки отливок, например картера редуктора заднего моста.
Целью изобретения является повышение качества обработки и производительности при одновременном сокращении габаритов устройства.
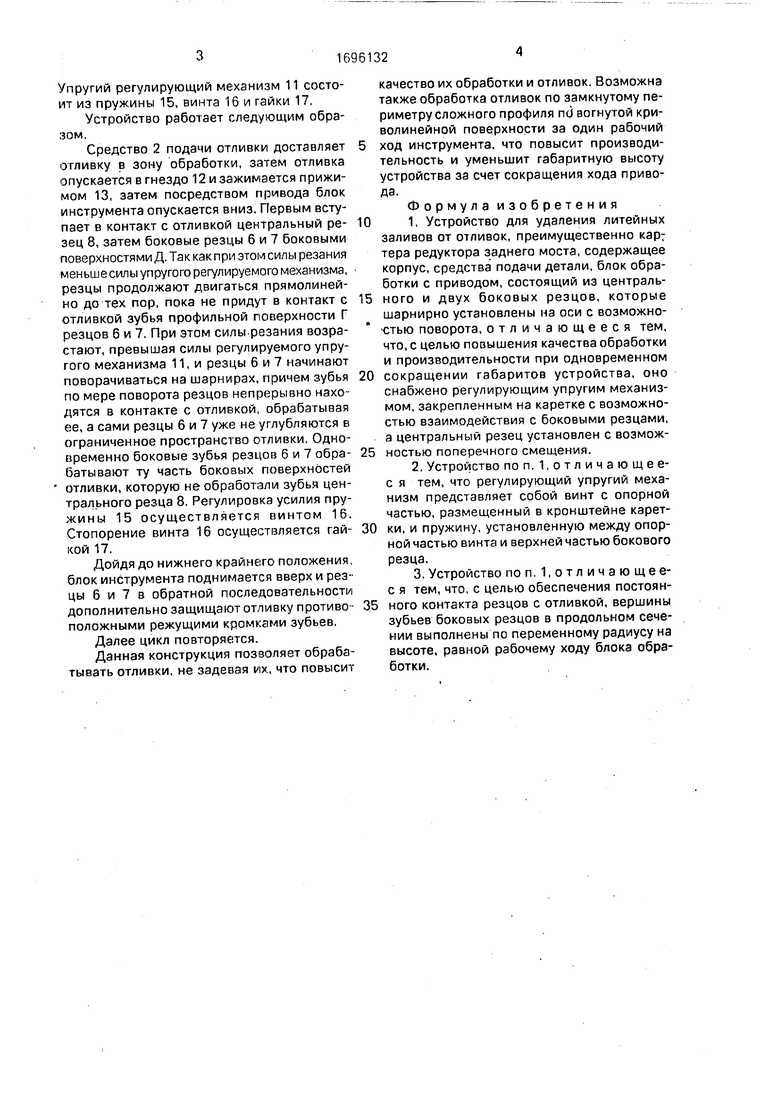
На фиг. 1 изображено устройство, общий вид; на фиг. 2 - разрез А-А на фиг. 1; на фиг. 3 - узел I на фиг. 1; на фиг. 4 - вид Б на фиг. 3; на фиг. 5 - вид В на фиг. 3; на фиг. 6 -упругий регулирующий механизм.
Устройство содержит станину 1, средство 2 подачи отливки, каретку 3, колонку 4 и привод 5 каретки, обрабатывающий блок, состоящий из трех многозуЕ,оввых резцов -правого 6, левого 7 и среднего 8. Средний резец 8 выполнен большей длины, чем резцы 6 и 7. Средний резец имеет заходные фаски С занижения и расположен на скалках 9 с возможностью поперечного перемещения. Боковые резцы 6 и 7 расположены
шарнирно на осях 10 и поджаты регулируемыми упругими механизмами 11. Резцы имеют зубья на профильной поверхности Г и на боковых поверхностях Д. На боковых поверхностях имеются также заходные фаски Р занижения. Зубья на профильной поверхности резцов 6 и 7 начинаются выше зубьев боковых поверхностей. Вершины профильных зубьев резцов 6 и 7 в любом фронтальном сечении, например Е - Е, образуют профиль переменного радиуса Р с координатами его начала и конца относительно шарнира соответственно К, L, М, N. Эти параметры подбираются эмпирическим путем в зависимости от конфигурации отливки с возможностью постоянного контакта зубьев резца с обрабатываемым профилем кромки отливки на протяжении
всего рабочего хода блока инструмента
I/
(ориентировочно - 4). Помимо этого устройство.содержит гнездо 12 для фиксации отливок, прижим 13 и привод 14 прижима.
Р
« w
k
о о
СА)
ГО
Ј
Упругий регулирующий механизм 11 состоит из пружины 15, винта 16 и гайки 17,
Устройство работает следующим образом.
Средство 2 подачи отливки доставляет отливку в зону обработки, затем отливка опускается в гнездо 12 и зажимается прижимом 13, затем посредством привода блок инструмента опускается вниз. Первым вступает в контакт с отливкой центральный резец 8, затем боковые резцы 6 и 7 боковыми поверхностями Д. Так как при этом силы резания меньше силы упругого регулируемого механизма. резцы продолжают двигаться прямолинейно до тех пор, пока не придут в контакт с отливкой зубья профильной поверхности Г резцов 6 и 7. При этом силы резания возрастают, превышая силы регулируемого упругого механизма 11, и резцы 6 и 7 начинают поворачиваться на шарнирах, причем зубья по мере поворота резцов непрерывно находятся в контакте с отливкой, обрабатывая ее, а сами резцы 6 и 7 уже не углубляются в ограниченное пространство отливки. Одновременно боковые зубья резцов 6 и 7 обрабатывают ту часть боковых поверхностей отливки, которую не обработали зубья центрального резца 8. Регулировка усилия пру- жины 15 осуществляется винтом 16. Стопорение винта 16 осуществляется гайкой 17.
Дойдя до нижнего крайнего положения, блок инструмента поднимается вверх и резцы 6 и 7 в обратной последовательности дополнительно защищают отливку противоположными режущими кромками зубьев.
Далее цикл повторяется.
Данная конструкция позволяет обрабатывать отливки, не задевая их, что повысит
качество их обработки и отливок. Возможна также обработка отливок по замкнутому периметру сложного профиля nd вогнутой криволинейной поверхности за один рабочий
ход инструмента, что повысит производительность и уменьшит габаритную высоту устройства за счет сокращения хода привода.
Формула изобретения
1. Устройство для удаления литейных заливов от отливок, преимущественно кар; тера редуктора заднего моста, содержащее корпус, средства подачи детали, блок обработки с приводом, состоящий из центрального и двух боковых резцов, которые шарнирно установлены на оси с возможностью поворота, отличающееся тем, что, с целью повышения качества обработки и производительности при одновременном
сокращении габаритов устройства, оно снабжено регулирующим упругим механизмом, закрепленным на каретке с возможностью взаимодействия с боковыми резцами, а центральный резец установлен с возможностью поперечного смещения.
2.Устройство поп. 1,отличающее- с я тем, что регулирующий упругий механизм представляет собой винт с опорной частью, размещенный в кронштейне каретки, и пружину, установленную между опорной частью винта и верхней частью бокового резца.
3.Устройство по п. 1,отличающее- с я тем, что, с целью обеспечения постоянного контакта резцов с отливкой, вершины зубьев боковых резцов в продольном сечении выполнены по переменному радиусу на высоте, равной рабочему ходу блока обработки.
4
@3flz№(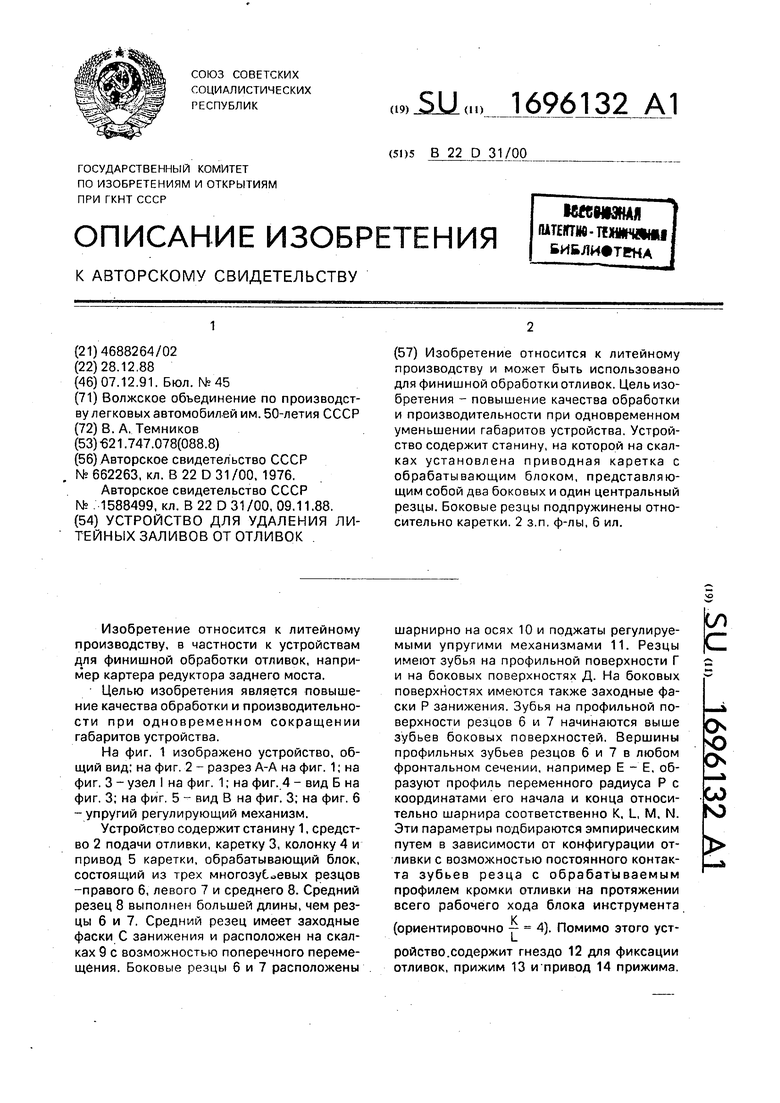
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для обработки литейных заливов | 1990 |
|
SU1787680A1 |
| Полуавтоматическая линия для зачистки отливок | 1987 |
|
SU1503995A1 |
| ЗАЖИМНОЕ ПРИСПОСОБЛЕНИЕ | 1992 |
|
RU2021879C1 |
| Установка для удаления с отливок литейных заливов | 1990 |
|
SU1726121A1 |
| Устройство для снятия литейных заливов и остатков питателей с деталей типа шкив с окнами | 1987 |
|
SU1407672A1 |
| Устройство для нарезания резьбы на токарных станках | 1990 |
|
SU1818178A1 |
| Устройство для обработки литейных заливов | 1989 |
|
SU1703248A1 |
| Устройство для зачистки отливок | 1983 |
|
SU1156845A1 |
| Линия для изготовления отливок | 1987 |
|
SU1597248A1 |
| Установка для финишной обработки отливок | 1987 |
|
SU1532198A1 |


Изобретение относится к литейному производству и может быть использовано для финишной обработки отливок. Цель изобретения - повышение качества обработки и производительности при одновременном уменьшении габаритов устройства. Устройство содержит станину, на которой на скалках установлена приводная каретка с обрабатывающим блоком, представляющим собой два боковых и один центральный резцы. Боковые резцы подпружинены относительно каретки. 2 з.п. ф-лы, 6 ил.
Фм.1
14
6 ид В
фигА
фиг.5
ю
Фие.Ь
| Устройство для отделения заливов от литых деталей | 1976 |
|
SU662263A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
| Установка для обработки литейных заливов | 1988 |
|
SU1588499A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
