1
Изобретение относится к технологической оснастке для кузнечно-прессового производстве, и может быть использовано при окончательной обработке заготовок, полученных методом литья.
Известен штамп для изготовления металлических изделий ио авт. свид. №433946, содержащий установленные соответственно на верхней и нижней плитах пуансон и матрицу, а также размещенный в пазу матрицы элемент, иодвил ный в направлении, перпендикулярном ходу пуансона от клина, закрепленного Б верхней плите. Штамл содержит сменные калибрующие вставки, установленные в пазу матрицы за ее рабочей полостью по ходу перемещения подвижного элемента.
Для проталкивания изделия между калибрующими вставками на величину, превышающую величину перемещения подвижного элемента, в предлагаемом щтампе подвижный элемент выполнен составным из толкателя и нерабочей части, связанных с возможностью продольного относительного перемещения, и снабжен зубчато-реечным механизмом, содержащим зубчатое .колесо, поворотное вокруг оси, закрепленной на нерабочей части подвижного элемента, и взаимодействуюп ие с ним две зубчатые рейки, одна из которых жестко связана с нижней плитой, а другая - с толкателсм подвижного элемента.
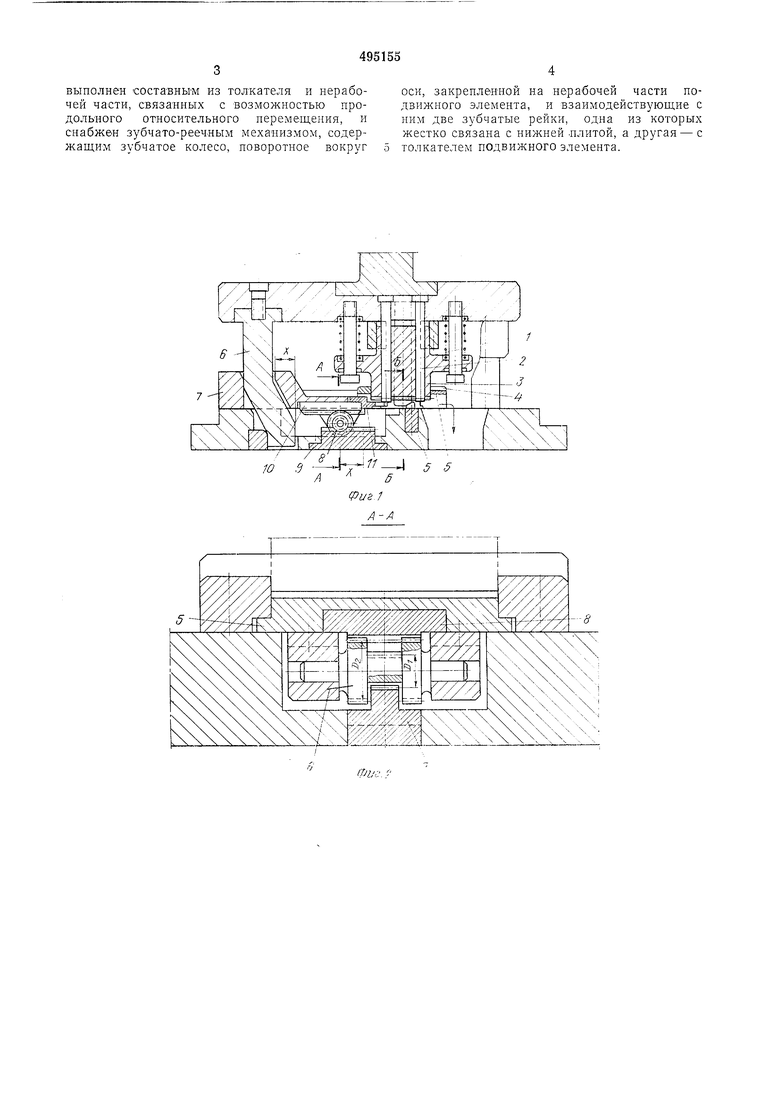
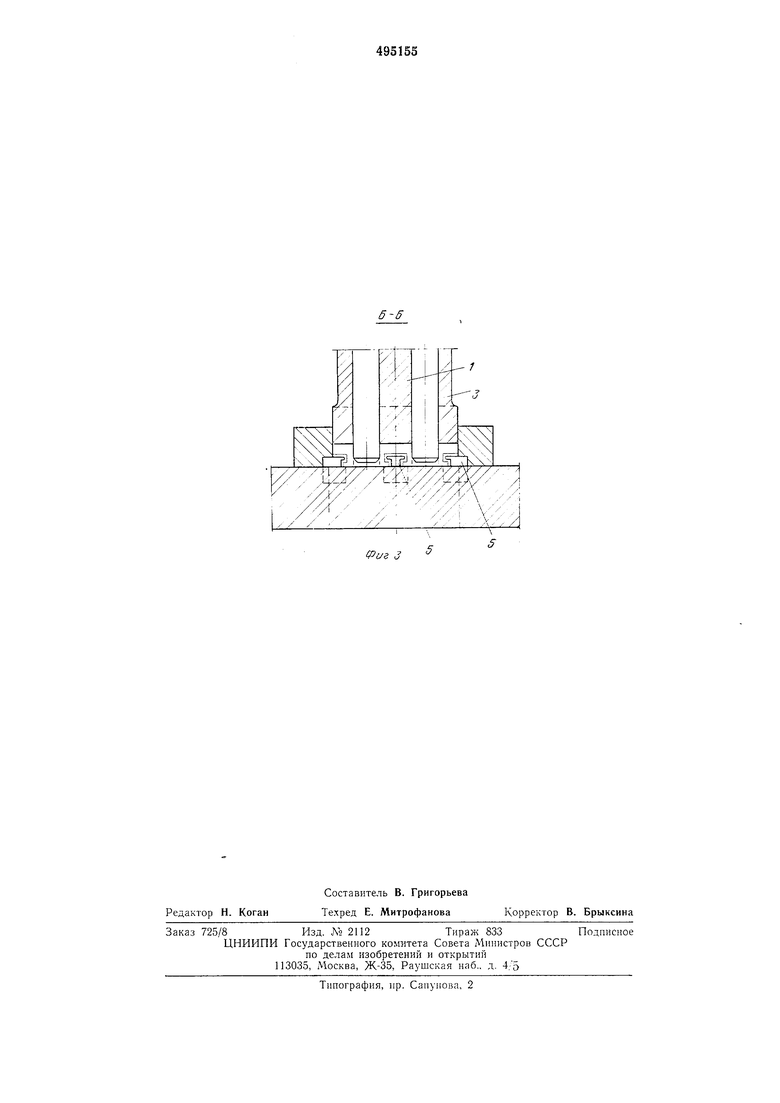
На фиг. 1 изображен предложенный штамп в продольном разрезе в закрытом положении; на фиг. 2 - разрез по А-А «а фиг. 1; на фиг.
3- сечение щтампа по Б-Б на фиг. 1.
Штамп имеет размещенные на соответствующих плитах фиксатор 1 для центрирования изделия, пробивные пуансоны 2, подпружиненный обрезной пуансон 3 и обрезную матрицу
4с пазом, внутри которого расположены калибрующие вставки 5 и подвижный от клина
6 ползун 7.
В случаях, когда длина обрабатываемого изделия больше величины X перемещения ползуна 7, в конструкцию введен укрепленный
на ползуне и перемещаемый с ним зубчатый валик 8, вращающийся от зацепления с неподвижной рейкой 9, укрепленной на нилсней плите и обеспечивающей поступательное перемещение подвижной внутри ползуна рейке 10 с
толкателем 11 в передней части, проталкивающей изделие на величину L 2A (при Оч 0,).
Формула изобретения
Штамп для изготовления металлических 1здел1п по авт. св. jYo 433946, отличающийся тем, что, с целью проталкивания изделия на величину, превышающую величину перемещения подвижного элемента, последний
выполнен составным из толкателя и нерабочей части, связаниых с возможностью продольного относительного перемещения, и снабжен зубчато-реечным механизмом, содержащим зубчатое колесо, поворотное вокруг
оси, закрепленной на нерабочей части подвижного элемента, и взаимодействующие с ним две зубчатые рейки, одна из которых жестко связана с нижней ллитой, а другая - с толкателем подвижного элемента.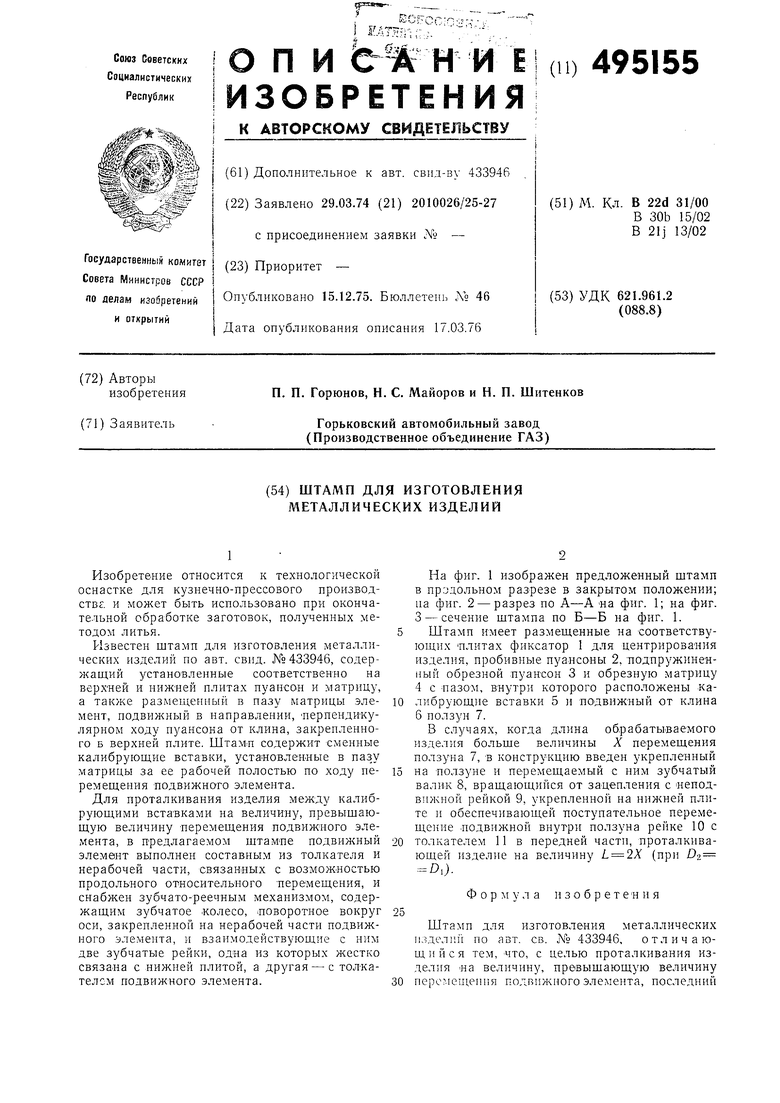
| название | год | авторы | номер документа |
|---|---|---|---|
| Штамп совмещенного действия для гибки и обрезки деталей | 1988 |
|
SU1505647A1 |
| ШТАМП ДЛЯ ИЗГОТОВЛЕНИЯ МЕТАЛЛИЧЕСКИХИЗДЕЛИЙ | 1972 |
|
SU433946A1 |
| Штамп для вытяжки и обрезки | 1982 |
|
SU1015973A1 |
| Штамп для вырубки и многопереходной вытяжки | 1987 |
|
SU1459768A1 |
| Штамп для обработки листового материала | 1974 |
|
SU540692A1 |
| Устройство для штамповки деталей из ленточного материала | 1988 |
|
SU1590170A1 |
| Автоматическая линия для изготовления деталей зонтичных каркасов из проволоки | 1983 |
|
SU1296271A1 |
| Штамп для двухпереходной вытяжки | 1982 |
|
SU1053929A1 |
| Штамп совмещенного действия для гибки и обрезки деталей | 1980 |
|
SU931261A1 |
| Штамп для изготовления деталей корончатого типа | 1974 |
|
SU533440A1 |
tPue J
