Изобретение относится к обработке металлов давлением и может быть использовано в заготовительном, производстве для разделения профильного материала, например швеллера.
Цель изобретения - повышение производительности и улучшение качества получаемых изделий.
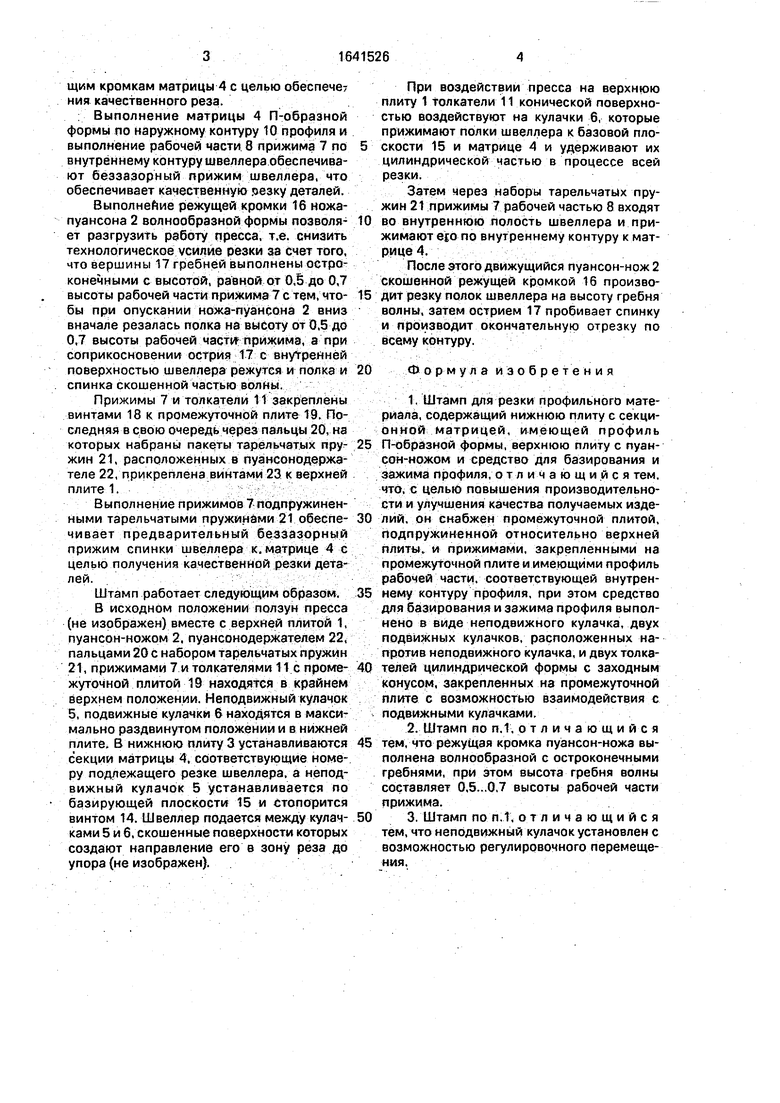
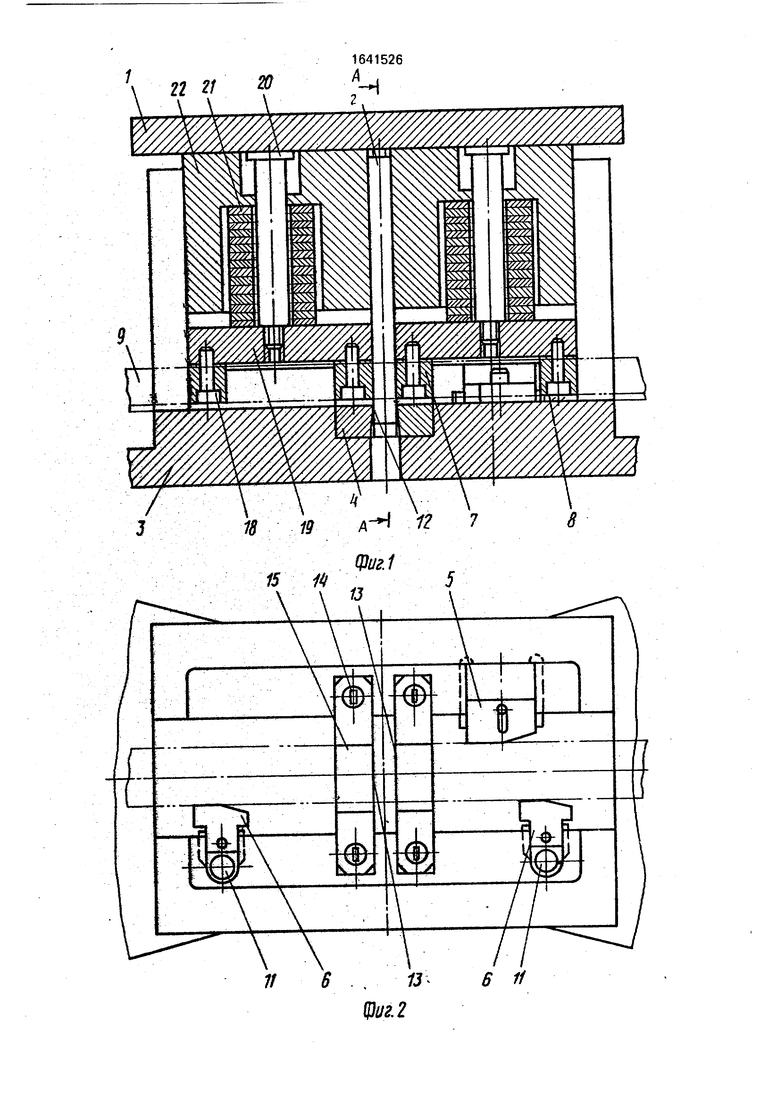
На фиг.1 схематически изображен предлагаемый штамп для резки профильного материала, разрез; на фиг.2 - то же, план: на фиг.З - разрез А-А на фиг.1.
Штамп для резки профильного материала содержит закрепленный на верхней плите 1 нож-пуансон 2, расположенную в нижней плите 3 секционную матрицу 4 и средство для базирования и зажима профиля в виде неподвижного 5 и подвижных 6 кулачков. На верхней плите 1 закреплены подпружиненные прижимы 7, рабочая часть 8 которых выполнена по внутреннему контуру профиля 9 (например, швеллера). Секционная матрица 4 нижней плиты 3 выполнена П-образной формы по наружному контуру 10 профиля 9 (швеллера). Кулачки 6 подвижны от толкателей 11 цилиндрической формы с заходным конусом, взаимодействующих через прижимы 7 с верхней плитой 1. Режущая кромка 12 ножа-пуансона 2, размещенного между рабочими плоскостями 13 матрицы 4, прикрепленной к нижней плите 3 винтами 14. выполнена волнообразной.
Неподвижный кулачок 5 выполнен регулируемым и является направляющим и базой при порезке профиля 9.
Подвижные кулачки 6 предназначены для обеспечения зажима к базирующей плоскости 15 и направления в зону резки профиля 9.
Подпружиненный прижим 7 предназначен для прижима спинки швеллера к режу:0
fe
СЛ
1ND iOs
щим кромкам матрицы 4 с целью обеспечения качественного реза.
Выполнение матрицы 4 П-образной формы по наружному контуру 10 профиля и выполнение рабочей части 8 прижима 7 по внутреннему контуру швеллера обеспечивают беззазорный прижим швеллера, что обеспечивает качественную резку деталей.
Выполнение режущей кромки 16 ножа- пуансона 2 волнообразной формы позволяет разгрузить работу пресса, т.е. снизить технологическое усилие резки за счет того, что вершины 17 гребней выполнены остроконечными с высотой, равной от 0,5 до 0,7 высоты рабочей части прижима 7 с тем, чтобы при опускании ножа-пуансона 2 вниз вначале резалась полка на высоту от 0,5 до 0,7 высоты рабочей части прижима, а при соприкосновении острия 17 с внутренней поверхностью швеллера режутся и полка и спинка скошенной частью волны.
Прижимы 7 и толкатели 11 закреплены винтами 18 к промежуточной плите 19. Последняя в свою очередь через пальцы 20, на которых набраны пакеты тарельчатых пружин 21, расположенных в пуансонодержа- теле 22, прикреплена винтами 23 к верхней плите 1.
Выполнение прижимов 7 подпружиненными тарельчатыми пружинами 21 обеспечивает предварительный беззазорный прижим спинки швеллера к. матрице 4 с целью получения качественной резки деталей.
Штамп работает следующим образом.
В исходном положении ползун пресса (не изображен) вместе с верхней плитой 1, пуансон-ножом 2. пуансонодержателем 22, пальцами 20 с набором тарельчатых пружин 21, прижимами 7 и толкателями 11с промежуточной плитой 19 находятся в крайнем верхнем положении. Неподвижный кулачок 5, подвижные кулачки 6 находятся в максимально раздвинутом положении и в нижней плите. В нижнюю плиту 3 устанавливаются секции матрицы 4, соответствующие номеру подлежащего резке швеллера, а неподвижный кулачок 5 устанавливается по базирующей плоскости 15 и стопорится винтом 14. Швеллер подается между кулачками 5 и 6, скошенные поверхности которых создают направление его в зону реза до упора {не изображен).
При воздействии пресса на верхнюю плиту 1 толкатели 11 конической поверхностью воздействуют на кулачки 6, которые прижимают полки швеллера к базовой плоскости 15 и матрице 4 и удерживают их цилиндрической частью в процессе всей резки.
Затем через наборы тарельчатых пружин 21 прижимы 7 рабочей частью 8 входят
во внутреннюю полость швеллера и прижимают ег.0 по внутреннему контуру к матрице 4.
После этого движущийся пуансон-нож 2 скошенной режущей кромкой 16 производит резку полок швеллера на высоту гребня волны, затем острием 17 пробивает спинку и производит окончательную отрезку по всему контуру.
20
Формула изобретения
1.Штамп для резки профильного материала, содержащий нижнюю плиту с секционной матрицей, имеющей профиль
П-образной формы, верхнюю плиту с пуансон-ножом и средство для базирования и зажима профиля, отличающийся тем, что, с целью повышения производительности и улучшения качества получаемых изделий. он снабжен промежуточной плитой, подпружиненной относительно верхней плиты, и прижимами, закрепленными на промежуточной плите и имеющими профиль рабочей части, соответствующей внутреннему контуру профиля, при этом средство для базирования и зажима профиля выполнено в виде неподвижного кулачка, двух подвижных кулачков, расположенных напротив неподвижного кулачка, и двух толкателей цилиндрической формы с заходным конусом, закрепленных на промежуточной плите с возможностью взаимодействия с подвижными кулачками.
2.Штамп по п.1,отличающийся тем, что режущая кромка пуансон-ножа выполнена волнообразной с остроконечными гребнями, при этом высота гребня волны составляет 0,5...0,7 высоты рабочей части прижима.
3. Штамп по п.1, отличающийся тем, что неподвижный кулачок установлен с возможностью регулировочного перемещения.
cr
| название | год | авторы | номер документа |
|---|---|---|---|
| ШТАМП ДЛЯ РЕЗКИ ПРОФИЛЬНОГО МАТЕРИАЛА | 1997 |
|
RU2133658C1 |
| Штамп для резки профильного материала | 1989 |
|
SU1775242A1 |
| Устройство для изготовления полых деталей из полосового и ленточного материала | 1983 |
|
SU1204302A1 |
| Штамп для резки швеллеров | 1979 |
|
SU854618A1 |
| АВТОМАТ ДЛЯ ИЗГОТОВЛЕНИЯ ИЗ ПРОВОЛОКИ ДЕТАЛЕЙ ТИПА ШТЫРЕЙ | 1971 |
|
SU414034A1 |
| Штамп для резки коробчатого незамкнутого профиля | 1987 |
|
SU1581483A1 |
| Штамп для резки профильного материала | 1979 |
|
SU863202A1 |
| Универсальный штамп для подсечки профилей | 1983 |
|
SU1134259A1 |
| ШТАМП ДЛЯ ПОЛУЧЕНИЯ ИЗ ПРУТКА ДЕТАЛЕЙ С ПОЛОСТЬЮ | 2002 |
|
RU2219011C1 |
| Штамп для резки труб | 1982 |
|
SU1118489A1 |
Изобретение относится к обработке металлов давлением и может быть использовано Для резки швеллеров. Цель изобретения- повышение производительности и улучшения качества получаемых изделий. Штамп для резки профилей содержит закрепленный на верхней плите нож-пуансон и расположенные в нижней плите секционную матрицу и средство для базирования и зажима профиля. На верхней плите закреплены подпружиненные прижимы, рабочая часть которых выполнена по внутреннему контуру профиля (например, швеллера), а секции-матрицы нижней плиты выполнены П-образной формы по наружному контуру профиля. Средство для базирования и зажима профиля выполнено из неподвижного кулачка, расположенного напротив пары кулачков, подвижных от толкателей, взаимодействующих через прижимы с верхней плитой. Режущая кромка ножа-пуансона, размещенного между рабочими плоскостями секций матрицы,выполнена волнообразной. 2 з.п.ф-лы, 3 ил.
| ШТАМП ДЛЯ РЕЗКИ ПРОФИЛЕЙ | 0 |
|
SU405705A1 |
| кл | |||
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
