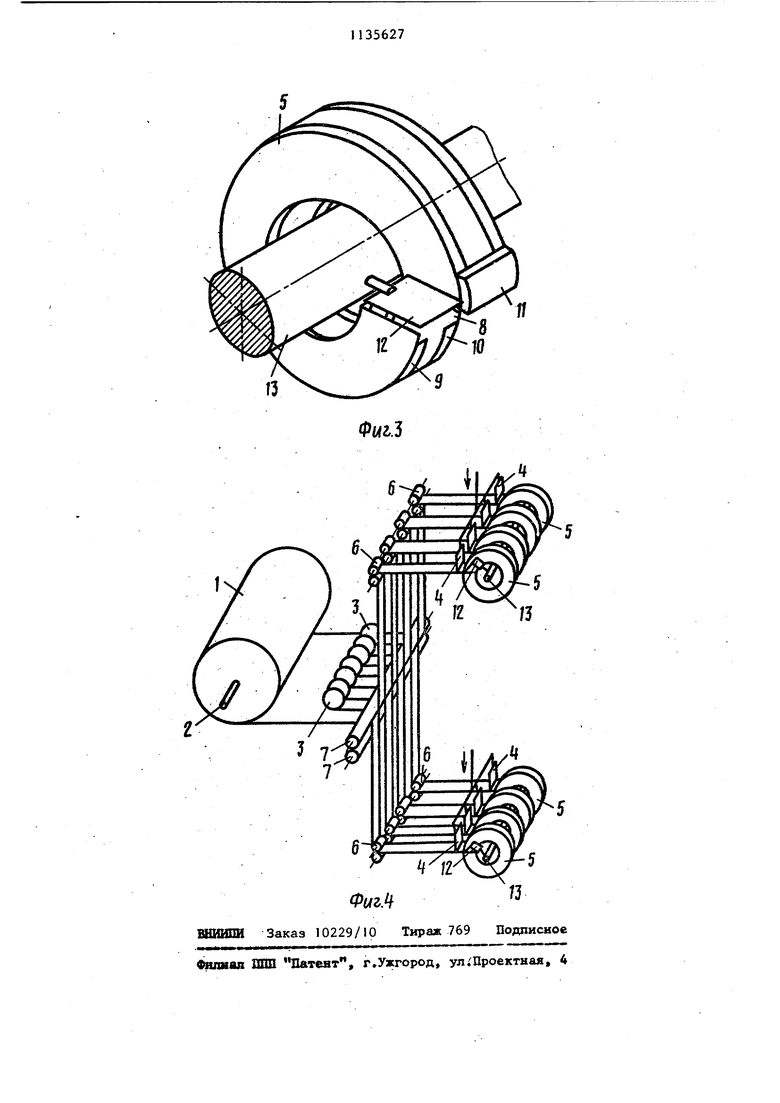
Изобретение относится к машиностроению и касается устройств для изготовления лепестковых кругов. Известно устройство для изготов ления полировальных кругов из абразивной ленты, включающее ленто протяжный механизм и механизмы отрезки и укладки абразивных элементов, последний из которых выпол нен в виде формообразующей оправки с прижимом, смонтированным на скал ке. Прижим обеспечивает установку абразивных элементов на формообраз ющую оправку. Изв.естным устройство формуют полировальные круги из ленты с волнообразной рабочей поверхностью Ц . Однако при работе периферией волнообразные полировальные круги, изготовленные на известном устройстве, менее стойки, чем лепестковы Это связано с тем, что в резании принимает участие только половина каждой волны, т.е. часть абразивно материала, в которой сила резания прижимает абразивные зерна к полотну. Другая же половина каждой волны находится в тех условиях, когда силы резания направлены на отрыв или сдвиг зерен относительно полотна. Это приводит к тому, что при одном и том же направлении вра щения волнового круга в условиях обработки периферийной частью прои ходит интенсивное выкрашивание и унос из зоны резания абразивных зерен, что и влечет за со&ой низку стойкость. Этот недостаток в значи тельной мере исключен в лепестковы кругах, где сила резания всегда прижимает зерна к полотну, уменьша тем самым износ круга. Известным же устройством невозможно изготовить лепестковые круги поэтому производительность при изготовлении известными способами и устройствами лепестковых кругов низкая. Цель изобретения - повышение производительности изготовления ле стковых кругов путем механизации комплектования пакета лепестков. Поставленная цель достигается тем, что в устройстве для изготовл ния полировальных кругов из абразивной ленты, содержащем лентопротяжный механизм и механизмы отрезк и укладки абразивных элементов. последний из которых выполнен в виде формообразующей оправки с прижимом, смонтированным на скалке и обеспечивающим установку абразивных элементов, формообразующая оправка выполнена в виде желобообразного разрезного кольца со смещенными в плоскости разреза торцами и установлена соосно скалке, при этом последняя смонтирована с возможностью согласованного осевого перемещения и поворота, а прижим установлен с возможностью перемещения в полости желобообразного кольца. При этом формообразующая оправка выполнена из упругого материала. На фиг.1 схематично изображено предлагаемое устройство вид сбоку; на фиг.2 - разрез А-А на фиг.1; на фиг.З - примерное конструктивное исполнение формообразующей оправки; на фиг.4 - предлагаемое устройство, общий вид. Устройство для изготовления лепестковых кругов состоит из барабана 1 с абразивным полотном, установленным на оси 2 свободно, механизма резки, представляющего собой ряд дисковых ножей 3, установленных на выходе из барабана абразивного полотна, и наборов отсечных ножей 4, установленных у входа в формообразующие оправки 5. Дисковые ножи 3 установлены с шагом, равным ширине лепестка, а отсечные ножи 4 установлены с возможностью возвратнопоступательного перемещения под действием привода, например пневматического (не показан). Лентопротяжный механизм состоит из наборов тянущих роликов 6 и направляющих валиков 7, соединенных с приводом (не показан), причем тянущие ролики 6 попарно смещены в шахматном порядке относительно плоскости абразивного полотна, выходящего из 6apai6aHa 1. При этом каждая пара роликов набора отстоит от соседней пары роликов этого же набора на расстоянии, равном или большем ширины абразивной ленты, что создает условия для разделения абразивного полотна на полосы, расположенные между собой с шагом, равным или большим ширины лепестка. Каждая из приемных оправок 5 ыполнена в виде желобообразного азрезного кольца со смещенными
3
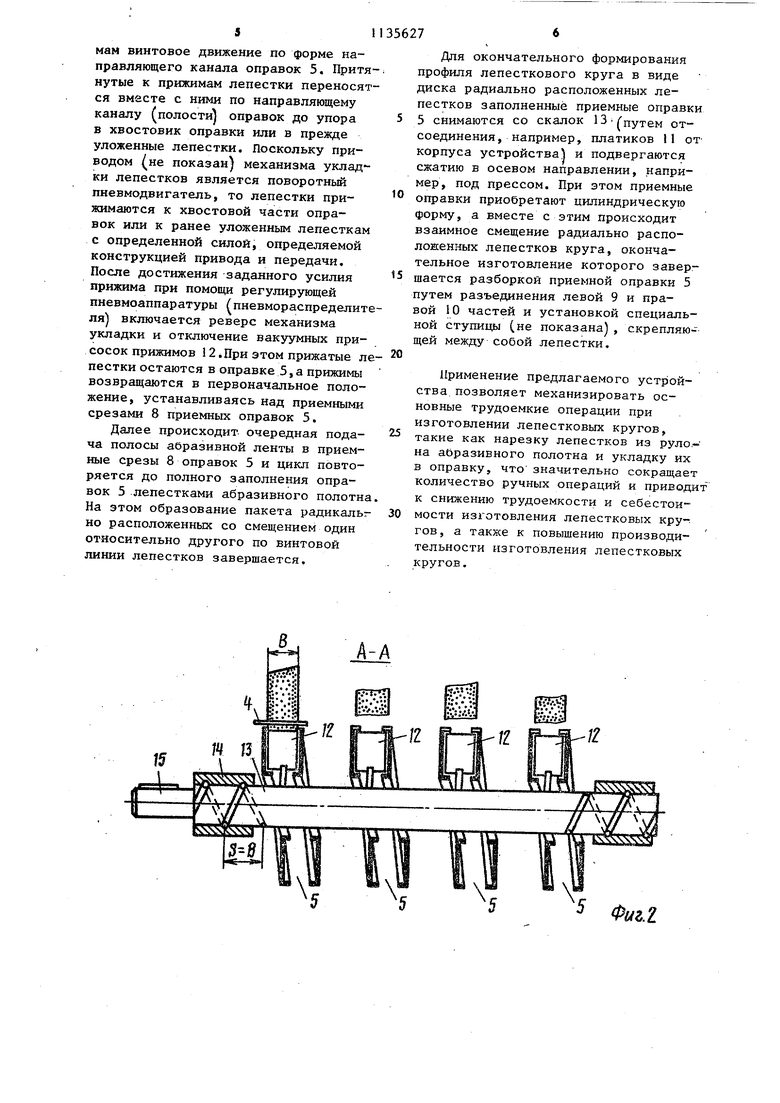
в плоскости разреза торцами в виде винтового направляющего канала), причем шаг винтовой линии равен или больше ширины лепестка лепесткового круга. Таким ооразом, формообразующая оправка по своей форме похожа на пружинную шайбу, срезы которой смещены один относительно другого, не перекрываясь (фиг.З Каждая из оправок имеет приемный срез 8 и может состоять из двух частей: левой 9 и правой 10, соединенных между собой, например, платиком 11, которьш является одновременно элементом крепления оправки к корпусу устройства (не показан) , причем соединение левой 9 и правой 10 частей оправки к платик 11 является разъемным.
Каждая из оправок 5 выполнена из упругого материала, который при сжимании оправки силой, в направлении ее оси, спосрьен в пределах упругих деформаций изменить форму направляющего канала из винтовой в цилиндрическую, т.е. материал обеспечивает возможность преобразования оправки из винтовой в цилиндрическую .
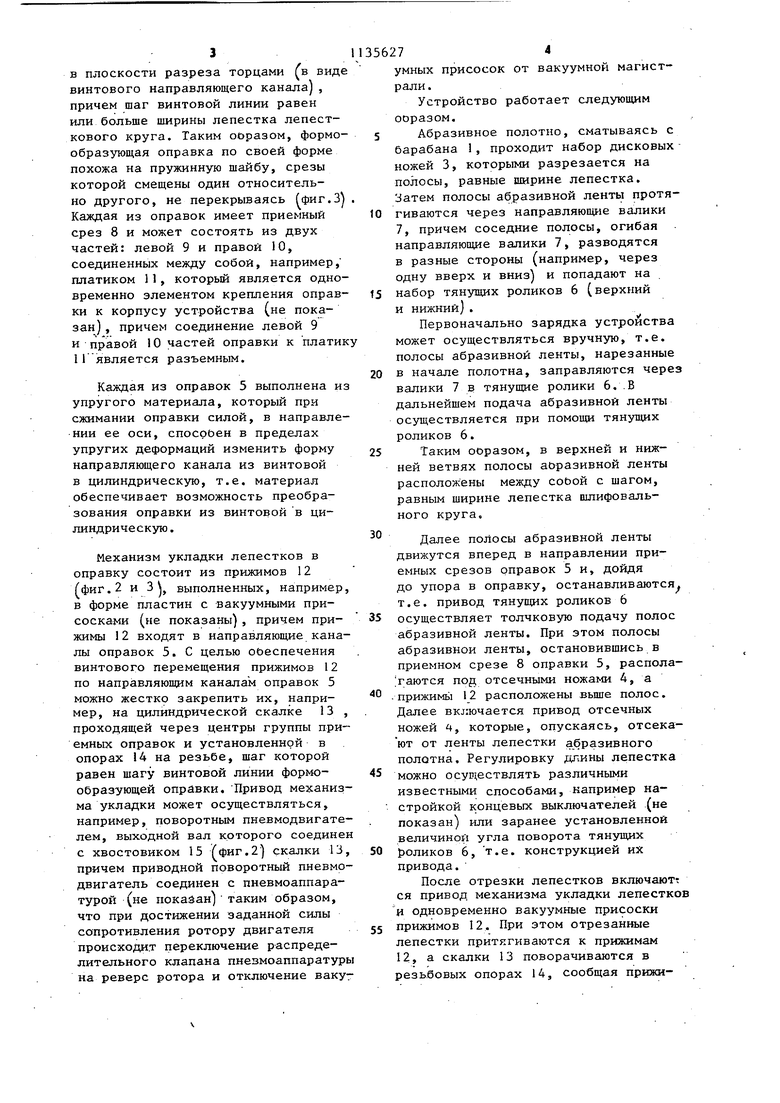
Механизм укладки лепестков в оправку состоит из прижимов 12 ГФИГ.2 и выполненных, например, в форме пластин с вакуумными присосками (не показаны), причем прижимы 12 входят в направляющие каналы оправок 5. С целью ооеспечения винтового перемещения прижимов 12 по направляющим каналам оправок 5 можно жесткр закрепить их, например, на цилиндрической скалке 13 , проходящей через центры группы приемных оправок и установленной в опорах 14 на резьбе, шаг которой равен шагу винтовой линии формообразующей оправки. Привод механизма укладки может осуществляться, например, поворотным пневмодвигателем, выходной вал которого соединен с хвостовиком 15 /фиг.2) скалки 13, причем приводной поворотный пневмодвигатель соединен с пневмоаппаратурой (не показан) таким образом, что при достижении заданной силы сопротивления ротору двигателя происходит переключение распределительного клапана пнезмоаппаратуры на реверс ротора и отключение ваку356274
умных присосок от вакуумной магистрали.
Устройство работает следующим ооразом.
5 Абразивное полотно, сматываясь с барабана 1, проходит набор дисковых ножей 3, которыми разрезается на полосы, равные ширине лепестка. Затем полосы абразивной ленты протягиваются через направляющие валики 7, причем соседние полосы, огибая направляющие валики 7, разводятся в разные стороны (например, через одну вверх и вниз) и попадают на
15 набор тянущих роликов 6 (верхний и нижний).
Первоначально зарядка устройства может осуществляться вручную, т.е. полосы абразивной ленты, нарезанные
20 в начале полотна, заправляются через валики 7 в тянущие ролики 6. .В дальнейшем подача абразивной ленты осуществляется при помощи тянущих роликов 6.
25 Таким ооразом, в верхней и нижней ветвях полосы аоразивной ленты расположены между собой с шагом, равным ширине лепестка шлифовального круга.
Далее полосы абразивной ленты движутся вперед в направлении приемных срезов оправок 5 и, дойдя до упора в оправку, останавливаются, т.е. привод тянущих роликов 6
5 осуществляет толчковую подачу полос абразивной ленты. При этом полосы абразивной ленты, остановившись в приемном срезе 8 оправки 5, располагаются под отсечными ножами 4, а
. прижимь 12 расположены вьшге полос. Далее включается привод отсечных ножей , которые, опускаясь, отсека- ют от ленты лепестки абразивного полотна. Регулировку длины лепестка
можно осуществлять различными
известными способами, например настройкой концевых выключателей (не показан) или заранее установленной величиной угла поворота тянущих
0 роликов 6, т.е. конструкцией их привода.
После отрезки лепестков включают ся привод механизма укладки лепестков и одновременно вакуумные присоски
5 прижимов 12. При этом отрезанные лепестки притягиваются к прижимам 12, а скалки 13 поворачиваются в резьбовых опорах 14, сообщая прижи5мам винтовое движение по форме направляющего канала оправок 5. Притя нутые к прижимам лепестки переносят ся вместе с ними по направляющему каналу (полости оправок до упора в хвостовик оправки или в прежде уложенные лепестки. Поскольку приводом (не показан) механизма укладки лепестков является поворотный пневмодвигатель, то лепестки прижимаются к хвостовой части оправок или к ранее уложенным лепесткам с определенной силой, определяемой конструкцией привода и передачи, После достижения заданного усилия прижима при помощи регулирующей пневмоаппаратуры пневмораспределит ля) включается реверс механизма укладки и отключение вакуумных присосок прижимов 12 .При этом прижатые л пестки остаются в оправке 5,а прижимы возвращаются в первоначальное положение, устанавливаясь над приемными срезами 8 приемных оправок 5. Далее происходит очередная подача полосы абразивной ленты в приемные срезы 8 оправок 5 и цикл повторяется до полного заполнения оправок 5 лепестками абразивного полотн На этом образование пакета радикалы но расположенных со смещением один относительно другого по винтовой линии лепестков завершается. 7 Для окончательного формирования профиля лепесткового круга в виде диска радиально расположенных лепестков заполненные приемные оправки 5 снимаются со скалок 13 путем отсоединения, например, платиков 11 от корпуса устройства) и подвергаются сжатию в осевом направлении, например, под прессом. При этом приемные оправки приобретают цилиндрическую форму, а вместе с этим происходит взаимное смещение радиально расположенных лепестков круга, окончательное изготовление которого завершается разборкой приемной оправки 5 путем разъединения левой 9 и правой 10 частей и установкой специальной ступицы (не показана), скрепляющей между собой лепестки. Применение предлагаемого устройства позволяет механизировать основные трудоемкие операции при изготовлении лепестковых кругов, такие как нарезку лепестков из руло.на аьразивного полотна и укладку их в оправку, ЧТО значительно сокращает количество ручных операций и приводит к снижению трудоемкости и себестоимости изготовления лепестковых кругов , а также к повыщению производительности изготовления лепестковых кругов.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для изготовления лепестковых кругов | 1989 |
|
SU1703439A1 |
| Устройство для изготовления лепесткового абразивного круга | 1985 |
|
SU1286401A1 |
| Устройство для изготовления лепесткового абразивного инструмента | 1990 |
|
SU1756134A1 |
| Устройство для вырезки деталей из листового материала | 1975 |
|
SU572374A1 |
| Лепестковый полировальный круг | 1987 |
|
SU1523321A1 |
| Способ изготовления лепесткового абразивного инструмента | 1986 |
|
SU1393610A1 |
| Лепестковый полировальный круг | 1987 |
|
SU1491687A1 |
| Лепестковый полировальный круг | 1987 |
|
SU1502288A1 |
| Устройство для продольной резки абразивного полотна | 1986 |
|
SU1400801A1 |
| Торцовый лепестковый круг | 1991 |
|
SU1815201A1 |
1. УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ПШШРОВАЛЬНЫХ КРУГОВ из абразивной ленты, содержащее лентопротяжный механизм и механизмы отрезки и укладки абразивных элементов, последний из которых выполнен в виде формообразующей оправки с прижимом, смонтированным на скалке и обеспечивающим установку абразивных элементов, отличающееся тем, что, с целью повышения производительности изготовления лепестковых кругов, формообразующая оправка выполнена в виде желобообразиого разрезного кольца со смещенными в плоскости разреза торцами и установлена сооснр скалке, при этом последняя смонтирована с возможностью согласованного осевого перемещения и поворота, а прижим установлен с возможностью перемещения в полости желобообразного кольца. 2. Устройство по п.1, о (Л чающееся тем, что формообразующая оправка выполнена из упругого материала.
Фи1.1
| I | |||
| Устройство для изготовления полировальных кругов | 1976 |
|
SU715311A1 |
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
