11
оо
05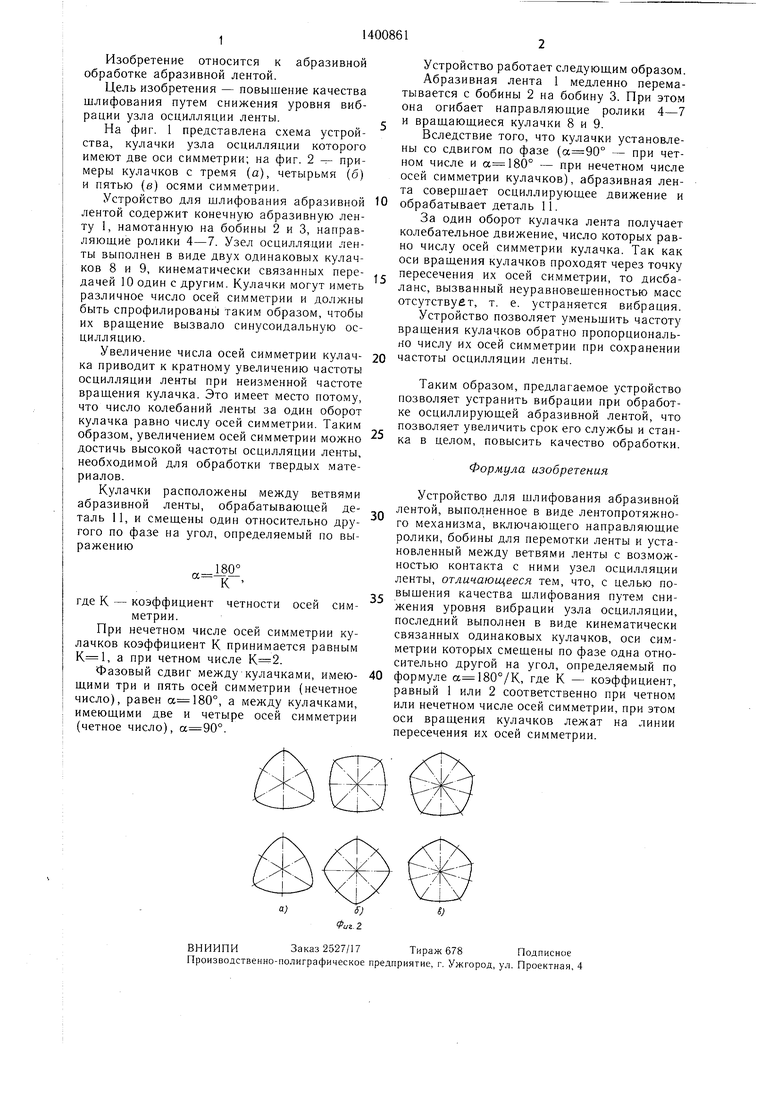
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для обработки рабочих поверхностей кулачкового вала | 1989 |
|
SU1729734A1 |
| Устройство для сообщения шлифовальной ленте поперечных осциллирующих движений | 1978 |
|
SU787157A1 |
| Способ ленточного шлифования | 1990 |
|
SU1796417A1 |
| СПОСОБ ПЛОСКОГО ШЛИФОВАНИЯ | 2000 |
|
RU2182070C2 |
| СПОСОБ ШЛИФОВАНИЯ | 1999 |
|
RU2164851C1 |
| СПОСОБ АЛМАЗНО-АБРАЗИВНОЙ ОБРАБОТКИ ПЛОСКИХ ПОВЕРХНОСТЕЙ | 2010 |
|
RU2440881C2 |
| Способ ленточного шлифования и устройство для его осуществления | 1991 |
|
SU1816660A1 |
| УСТРОЙСТВО ДЛЯ АЛМАЗНО-АБРАЗИВНОЙ ОБРАБОТКИ ПЛОСКИХ ПОВЕРХНОСТЕЙ | 2010 |
|
RU2440880C2 |
| Устройство для объемной полировки | 1977 |
|
SU1071411A1 |
| Устройство для абразивной обработки деталей типа тел вращения | 1979 |
|
SU856763A1 |
Изобретение относится к области абра зивной обработки абразивной лентой. Цель изобретения - повышение качества шлифования, что достигнуто снижением уровня вибрации узла осцилляции ленты. Устройство содержит бобины 2 и 3 для перематывания ленты и узел осцилляции, включающий кулачки 8 и 9 с осями симметрии. Кулачки установлены между ветвями абразивной ленты, кинематически связаны и в исходном положении смеш,ены один относительно другого по фазе на угол а 180°/К, где К - коэффициент, равный 1 в случае нечетного количества осей симметрии и равный 2 в случае четного количества осей симметрии кулачков. 2 ил. а 
ф. f
Изобретение относится к абразивной обработке абразивной лентой.
Цель изобретения - повышение качества шлифования путем снижения уровня вибрации узла осцилляции ленты.
На фиг. 1 представлена схема устройства, кулачки узла осцилляции которого имеют две оси симметрии; на фиг. 2 - примеры кулачков с тремя (а), четырьмя (б) и пятью (в) осями симметрии.
Устройство для шлифования абразивной лентой содержит конечную абразивную ленту 1, намотанную на бобины 2 и 3, направ- ляюшие ролики 4-7. Узел осцилляции ленты выполнен в виде двух одинаковых кулачков 8 и 9, кинематически связанных передачей 10 один с другим. Кулачки могут иметь различное число осей симметрии и должны быть спрофилировань таким образом, чтобы их вращение вызвало синусоидальную осцилляцию.
Увеличение числа осей симметрии кулачка приводит к кратному увеличению частоты осцилляции ленты при неизменной частоте врашения кулачка. Это имеет место потому, что число колебаний ленты за один оборот кулачка равно числу осей симметрии. Таким образом, увеличением осей симметрии можно достичь высокой частоты осцилляции ленты, необходимой для обработки твердых материалов.
Кулачки расположены между ветвями абразивной ленты, обрабатывающей деталь 11, и смещены один относительно другого по фазе на угол, определяемый по выражению
гу-180: а- К
где К - коэффициент четности осей симметрии.
При нечетном числе осей симметрии кулачков коэффициент К принимается равным , а при четном числе .
Фазовый сдвиг между кулачками, имеющими три и пять осей симметрии (нечетное число), равен , а между кулачками, имеющими две и четыре осей симметрии (четное число), .
Устройство работает следующим образом.
Абразивная лента 1 медленно перематывается с бобины 2 на бобину 3. При этом она огибает направляющие ролики 4-7 и вращающиеся кулачки 8 и 9.
Вследствие того, что кулачки установлены со сдвигом по фазе ( - при четном числе и - при нечетном числе осей симметрии кулачков), абразивная лента соверщает осциллирующее движение и обрабатывает деталь 11.
За один оборот кулачка лента получает колебательное движение, число которых равно числу осей симметрии кулачка. Так как оси вращения кулачков проходят через точку пересечения их осей симметрии, то дисбаланс, вызванный неуравновешенностью масс отсутствует, т. е. устраняется вибрация.
Устройство позволяет уменьшить частоту вращения кулачков обратно пропорционально числу их осей симметрии при сохранении частоты осцилляции ленты.
Таким образом, предлагаемое устройство позволяет устранить вибрации при обработке осциллирующей абразивной лентой, что позволяет увеличить срок его службы и станка в целом, повысить качество обработки.
Формула изобретения
Устройство для шлифования абразивной лентой, выполненное в виде лентопротяжного механизма, включаюшего направляющие ролики, бобины для перемотки ленты и установленный между ветвями ленты с возможностью контакта с ними узел осцилляции ленты, отличающееся тем, что, с целью повышения качества щлифования путем снижения уровня вибрации узла осцилляции, последний выполнен в виде кинематически связанных одинаковых кулачков, оси симметрии которых смещены по фазе одна относительно другой на угол, определяемый по
формуле а 180°/К, где К - коэффициент, равный 1 или 2 соответственно при четном или нечетном числе осей симметрии, при этом оси вращения кулачков лежат на линии пересечения их осей симметрии.
| Кальченко В | |||
| И | |||
| Шлифование криво- линейны.х поверхностей крупногабаритных деталей.-М.: Машиностроение, 1979, с | |||
| Способ приготовления строительного изолирующего материала | 1923 |
|
SU137A1 |
