Изобретение относится к шлифованию абразивными лентами, в частности, винтовых поверхностей.
Цель изобретения - повышение качества обработки винтовых поверхностей с криволинейной образующей.
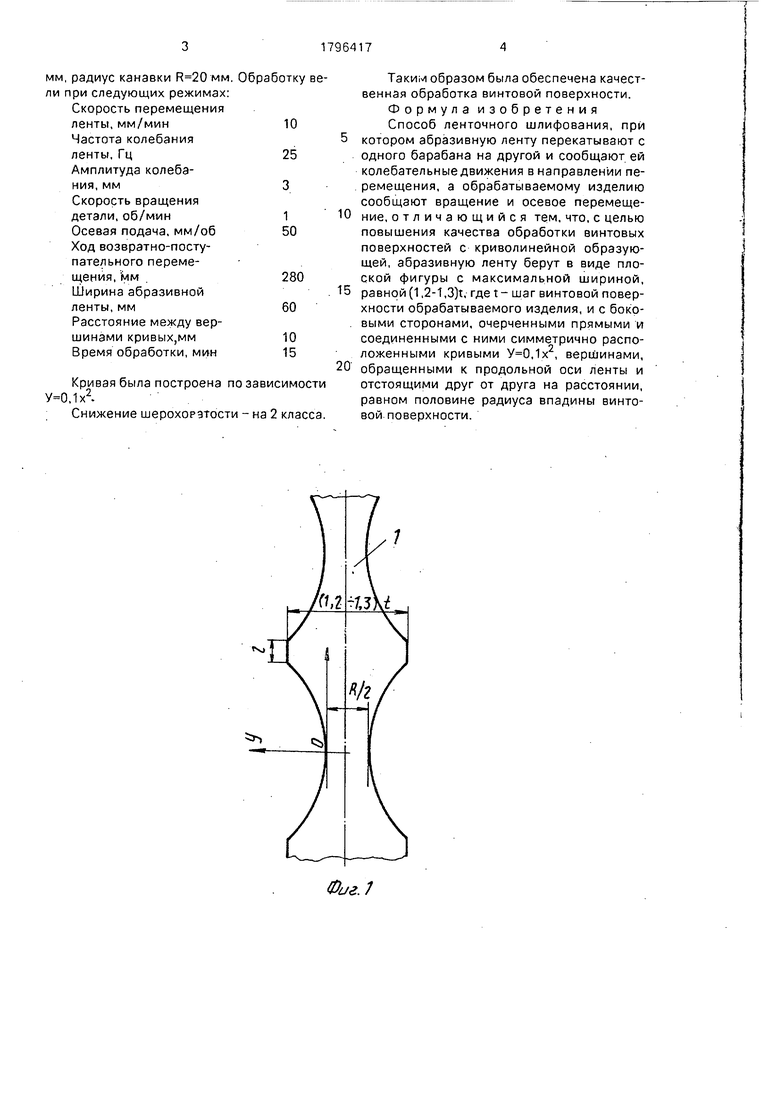
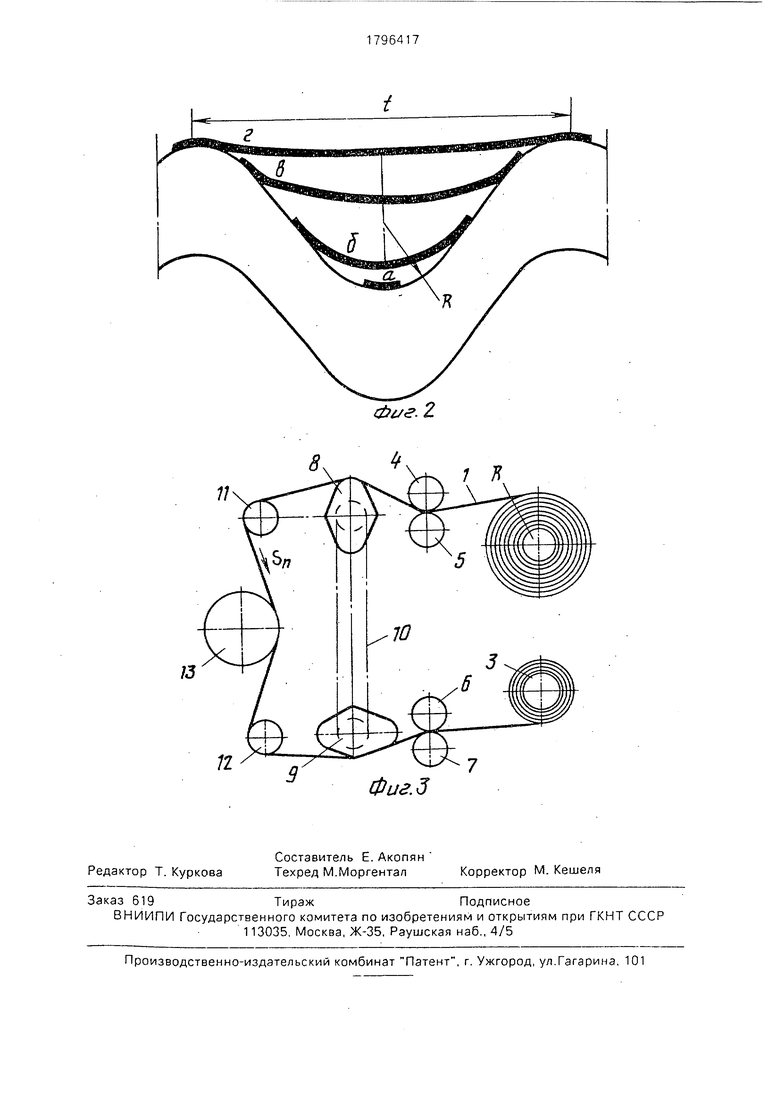
На фиг.1 показана абразивная лента; на фиг.2 - схема обработки различными участками ленты; на фиг.З - устройство,-реализующее способ.
Устройство содержит конечную абразивную ленту 1, намотанную на барабаны 2 и 3, направляющие ролики 4, 5 и 6, 7, узел осцилляции, включающий кулачки 8 и 9, кинематически связанные между собой передачей 10, и натяжные ролики 11 и 12.
Способ осуществляется следующим образом. Абразивную ленту 1 медленно перематывают с барабана 2 на барабан 3. сообщают ей посредством осцилляции колебательные перемещения в направлении её перемещения и приводят в соприкосновение с обрабатываемой винтовой поверхностью изделия 13. Изделию сообщают вращение и осевые возвратно-поступательные перемещения с ходом, равным длине винтовой поверхности.
Для качественной обработки всей винтовой поверхности абразивную ленту берут в виде плоской фигуры с максимальной шириной, равной (Т.2...1,3)t, где t - шаг винтовой поверхности обрабатываемого изделия, и с боковыми сторонами, очерченными прямыми и соединенными с ними, симметрично . расположенными кривыми ,1х . Вершины кривых обращены к продольной оси ленты и отстоят друг от друга на расстоянии, равном половине радиуса впадины винтовой поверхности.
Пример.
Обрабатывалась деталь с длиной винтовой поверхности 280 мм. шаг винта , мм, наружный диаметр 75 мм, внутренний диаметр 25 мм. радиус канавки R 50 мм. наружный диаметр 75 мм, внутренний диаметр 25
XI
Ю
О
-N
ч
мм, радиус канавки мм. Обработку вели при следующих режимах: Скорость перемещения
ленты, мм/мин Частота колебания ленты, Гц Амплитуда колебания, мм
Скорость вращения детали, об/мин Осевая подача, мм/об Ход возвратно-поступательного перемещения, мм Ширина абразивной ленты, мм
Расстояние между вершинами кривых,мм Время обработки, мин
10
25
1
50
280
60
10
15
10
Кривая была построена по зависимости
,1х-%
Снижение шерохорэтости - на 2 класса.
Таким образом была обеспечена качественная обработка винтовой поверхности. Формула изобретения Способ ленточного шлифования, при котором абразивную ленту перекатывают с одного барабана на другой и сообщают ей колебательные движения в направлении перемещения, а обрабатываемому изделию сообщают вращение и осевое перемещение, отличающийся тем, что, с целью повышения качества обработки винтовых поверхностей с криволинейной образующей, абразивную ленту берут в виде плоской фигуры с максимальной шириной, 15 равной (1,2-t,3)t, где t- шаг винтовой поверхности обрабатываемого изделия, и с боко- . выми сторонами, очерченными прямыми и соединенными с ними симметрично расположенными кривыми ,1х , вершинами, обращенными к продольной оси ленты и отстоящими друг от друга на расстоянии, равном половине радиуса впадины винтовой поверхности.
20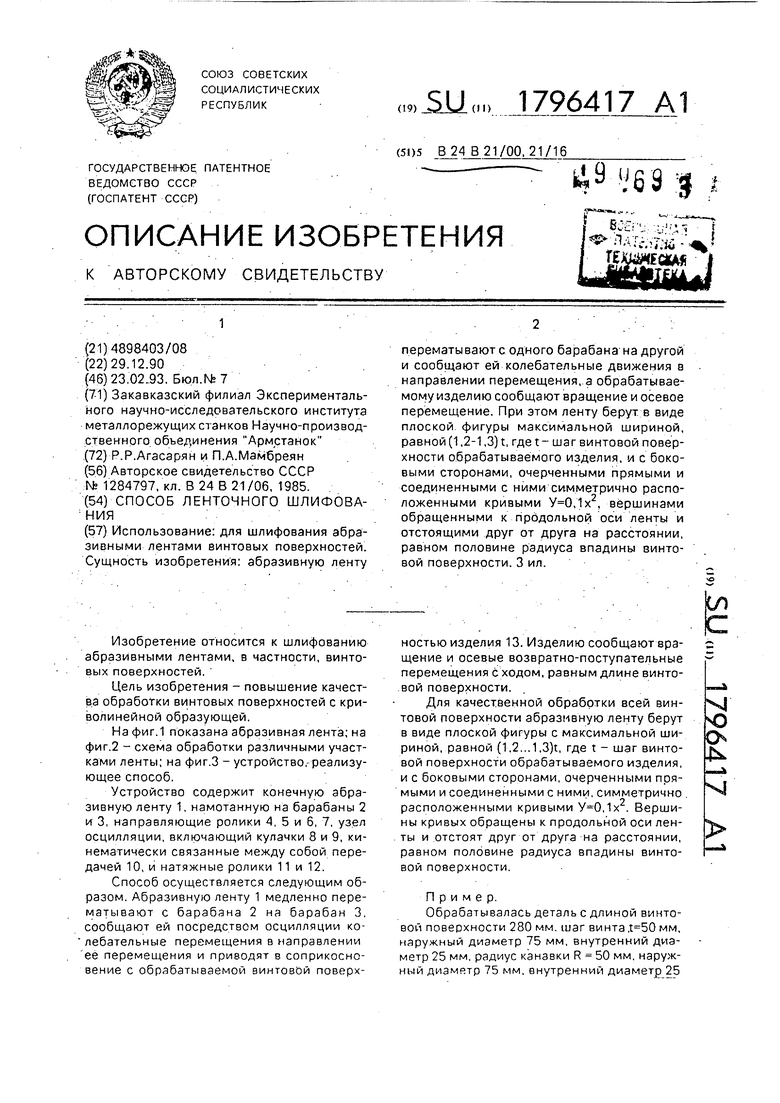
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ шлифования зубчатых режущих инструментов | 1988 |
|
SU1604565A1 |
| Способ шлифования абразивной лентой | 1987 |
|
SU1450983A2 |
| Способ ленточного шлифования тел вращения | 1989 |
|
SU1602702A1 |
| ДИСКОВЫЙ ОДНОНИТОЧНЫЙ КРУГ ДЛЯ ШЛИФОВАНИЯ ВИНТОВ | 1999 |
|
RU2170655C1 |
| СПОСОБ АБРАЗИВНО-АЛМАЗНОЙ ОБРАБОТКИ УПРУГИМ ИНСТРУМЕНТОМ | 2004 |
|
RU2261788C1 |
| Устройство для шлифования абразивной лентой | 1981 |
|
SU1007297A1 |
| АБРАЗИВНО-АЛМАЗНЫЙ ИНСТРУМЕНТ | 2004 |
|
RU2261793C1 |
| СПОСОБ ШЛИФОВАНИЯ ЗУБЬЕВ НОЖОВОЧНЫХ ПОЛОТЕН | 1995 |
|
RU2089357C1 |
| УСТРОЙСТВО ДЛЯ ОТДЕЛОЧНОЙ ОБРАБОТКИ ВИНТОВ | 2002 |
|
RU2228240C1 |
| СПОСОБ ФИНИШНОЙ ОБРАБОТКИ ВИНТОВ | 1999 |
|
RU2167748C1 |
Использование: для шлифования абразивными лентами винтовых поверхностей. Сущность изобретения: абразивную ленту перематывают с одного барабана на другой и сообщают ей колебательные движения в направлении перемещения, а обрабатываемому изделию сообщают вращение и осевое перемещение. При этом ленту берут в виде плоской фигуры максимальной шириной, равной (1,2-1,3)t, где t- шаг винтовой поверхности обрабатываемого изделия, и с боковыми сторонами, очерченными прямыми и соединенными с ними симметрично расположенными кривыми ,1х2, вершинами обращенными к продольной оси ленты и отстоящими друг от друга на расстоянии, равном половине радиуса впадины винтовой поверхности. 3 ил.
Фиг.1
| Авторское свидетельство СССР .№ 1284797, кл | |||
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
