Изобретение относится к термической обработке с применением вибрации и магнитного насыщения и может быть использовано при механизации данных процессов д,ля снижения уровня остаточных напряжений и стабилизации размеров обрабатываемых деталей.
Цель изобретения - повышение качества обработки и производительности.
На фиг. 1 изображена общая схема
же содержит контрольно-измерительные приборы и средства автоматики (не показаны) для работы в автоматическом режиме.
Линия работает следующим образом.
Обрабатывае.мая деталь 14 загрузочным .манипулятором 2 подается в нагревательную печь 1. После посадки детали в печь манипулятор 2 возвращается в исходное положение. При начале работы линии во время нагрева первой детали остальлинии; на фиг. 2 - устройство для вы- 10 ные механизмы находятся в исходном погрузки деталей из печи, разрез; на фиг. 3 - ложении. Посадочная вилка 24 введена в камеру 8. После окончания процесса нагрева детали посадочная вилка 24 выводит
разрез А-А на фиг. 2; на фиг. 4 - разрез Б-Б на фиг. 2; на фиг. 5 - вибро- комнлекс с установкой .намагничивания; на фиг. 6 - вид В на фиг. 5; на фиг. 7 - разрез Г-Г на фиг. 5.
Линия для термообработки деталей содержит проходную нагревательную печь 1 с загрузочным манипулятором 2. Нагревательная печь 1 состоит из корпуса 3,
деталь 14 из печи 1 и передает ее в камеру 8 принудительного охлаждения,
охлаждение детали и через отсасывающий патрубок 46 и газоход 47 газы отсасываются из камеры 8. По окончании процесса охлаждения закрываются водяные
5закрывается заслонка 7 печи 1 и заслонка 9 камеры 8. Одновременно манипулятор 2 загружает в печь 1 следующую деталь 14. В это же время посадочная вилка 24 выводится из камеры 8, закрывается засзагрузочного окна 4 с заслонкой 5 и раз- 10, открываются водяные форсунки 11 грузочного окна 6 с заслонкой 7. Переди воздущные сопла 12, происходит резкое разгрузочным окном б установлена камера 8 принудительного охлаждения с заслонками 9 и 10 и с водяными форсунками 11 и воз- дущными соплами 12. За камерой 8 установлено устройство 13 для выгрузки деталей 14, 25форсунки II и воздущные сопла 12, откры- состоящее из рамы 15, направляющих 16,ваются заслонки 10, включается привод 18, тележки 17 с приводами 18 и 19 ееперемещает тележку 17 и вводит в камеру 8 возвратно-поступательного перемещения. Те-посадочную вилку 24, которая принимает лежка 17 перемещается в направляющихдеталь и с помоп1ью привода 19 выводит 16 на катках 20. На тележке 17 на пре-деталь из камеры 8. С помощью приво- дусмотренной поворотной оси 21 установлена 0да 27 и четырехшарнирного параллело- каретка 22, поворотная ось связана с ме-грамма 25 посадочная вилка 24 вводится ханизмом 23 поворота (в данном случаемежду направляющими 16 и опускает де- выполненным в виде гидроцилиндра) . Наталь на стол 31, установленный между каретке 22 установлена посадочная вилка 24,полюсами 29 и 30 баллистической установ- выполненная в виде четырехшарнирного па-ки 28 намагничивания, которая включает- раллелограмма 25, продолжение одного из ся в работу, образуя магнитное поле, звеньев 26 связано с приводом 27 коор-После установки охлажденной детали 14 динатного перемещения, представляющимна амортизаторы 35 стола 31 посадочная собой гидроцилиндр с системой полиспас-вилка 24 выводится из-под детали 14. тов. Внутри рамы 15 между направляю-Одновременно с выводом посадочной вилки щими 16 в вертикальной плоскости, прохо- включается привод, который с помощью дяилей через ось возвратно-поступательно-плунжера 42 в направляющих 34 подни- го перемещения тележки 17 и перпенди-мает виброблок 36 до контакта с ниж- кулярно этой оси, установлена баллисти-ней поверхностью детали, после чего сра- ческая установка 28 намагничивания с полю-батывают подвижные клещи 39 и, Пересами 29 и 30, между которыми установленмещаясь в пазах 40, прикрепляют вибростол 31 виброкомплекса 32. Стол З состоит 45блок 36 с установленным на нем вибра- из стоек 33, направляющих 34 и аморти-тором 37 и вибродатчиком 38 к обраба- заторов 35.тываемой детали 14.
В направляющих 34 установлен вибро-После выполнения этих манипуляций
блок 36 с вибратором 37 и вибродат-включается вибратор 37, представляющий
чиком 38. Виброблок 36 включает в себясобой электромеханический вибровозбуди- подвижные клещи 39, которые установлены 50 тель с двигателем постоянного тока с бесс возможностью перемещения в пазах 40.ступенчатым плавным регулированием до
Виброблок 36 имеет возможность переме-8000 об./мин и развивающий частоту колещаться в направляющих 34 с помощьюбаний до 130 Гц. Вибратор возбуждает
гидропривода 41. Смещение виброблока 36в обрабатываемой детали механические колеотносительно плунжера 42 предохранено ,,бания резонансной частоты. Направляющие
втулкой 43, выполненной в нижней части34 не препятствуют вибрированию, так как
виброблока. Вибратор 37 и вибродатчик 38выполнены в верхней части ступенчатыми,
соединены с помощью кабелей 44 с элект-Соответственно ступенчатыми выполнены
рическим пультом 45 управления. Линия так-внутренние поверхности втулок 48 (фиг. 7).
же содержит контрольно-измерительные приборы и средства автоматики (не показаны) для работы в автоматическом режиме.
Линия работает следующим образом.
Обрабатывае.мая деталь 14 загрузочным .манипулятором 2 подается в нагревательную печь 1. После посадки детали в печь манипулятор 2 возвращается в исходное положение. При начале работы линии во время нагрева первой детали остальдеталь 14 из печи 1 и передает ее в камеру 8 принудительного охлаждения,
закрывается заслонка 7 печи 1 и заслонка 9 камеры 8. Одновременно манипулятор 2 загружает в печь 1 следующую деталь 14. В это же время посадочная вилка 24 выводится из камеры 8, закрывается засохлаждение детали и через отсасывающий патрубок 46 и газоход 47 газы отсасываются из камеры 8. По окончании процесса охлаждения закрываются водяные
10, открываются водяные форсунки 11 и воздущные сопла 12, происходит резкое форсунки II и воздущные сопла 12, откры- ваются заслонки 10, включается привод 18, перемещает тележку 17 и вводит в камеру 8 посадочную вилку 24, которая принимает деталь и с помоп1ью привода 19 выводит деталь из камеры 8. С помощью приво- да 27 и четырехшарнирного параллело- грамма 25 посадочная вилка 24 вводится между направляющими 16 и опускает де- таль на стол 31, установленный между полюсами 29 и 30 баллистической установ- ки 28 намагничивания, которая включает- ся в работу, образуя магнитное поле, После установки охлажденной детали 14 на амортизаторы 35 стола 31 посадочная вилка 24 выводится из-под детали 14. Одновременно с выводом посадочной вилки включается привод, который с помощью плунжера 42 в направляющих 34 подни- мает виброблок 36 до контакта с ниж- ней поверхностью детали, после чего сра- батывают подвижные клещи 39 и, Перемещаясь в пазах 40, прикрепляют виброблок 36 с установленным на нем вибра- тором 37 и вибродатчиком 38 к обраба- тываемой детали 14.
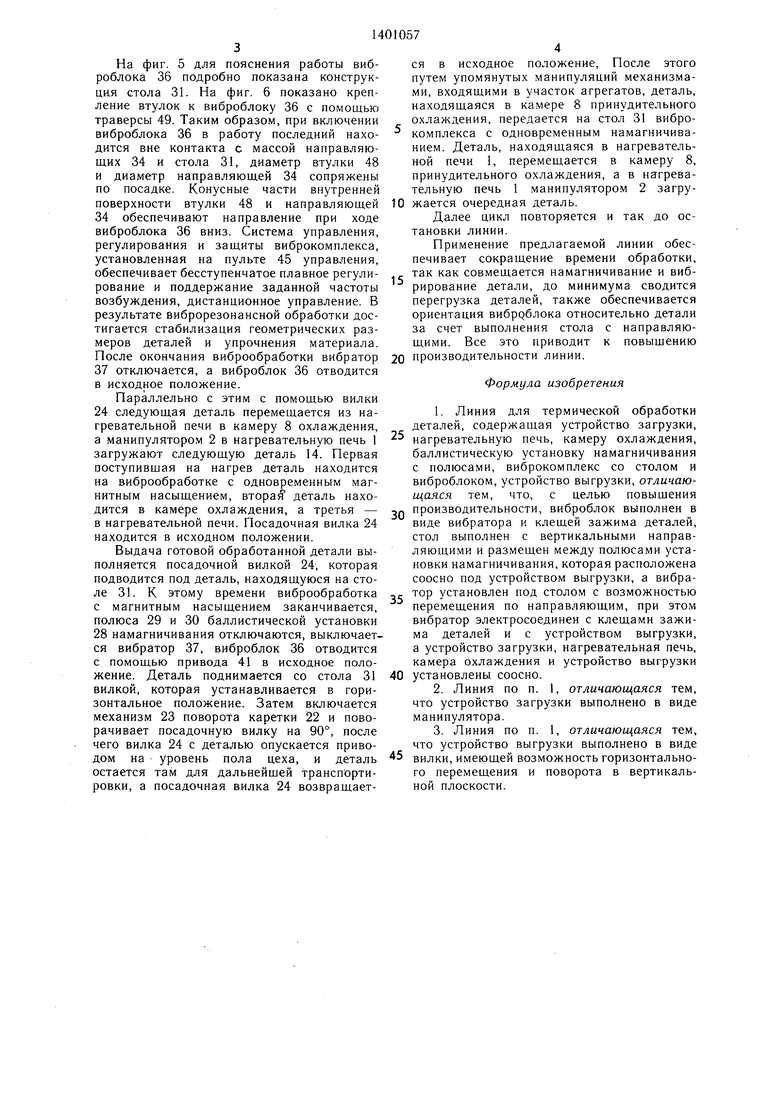
На фиг. 5 для пояснения работы виброблока 36 подробно показана конструкция стола 31. На фиг. 6 показано крепление втулок к виброблоку 36 с помощью траверсы 49. Таким образом, при включении
ся в исходное положение, После этого путем упомянутых манипуляций механизмами, входящими в участок агрегатов, деталь, находящаяся в камере 8 принудительного охлаждения, передается на стол 31 вибровиброблока 36 в работу последний нахо- комплекса с одновременным намагничива- дится вне контакта с массой направляю- нием. Деталь, находящаяся в нагреватель- щих 34 и стола 31, диаметр втулки 48 и диаметр направляющей 34 сопряжены
по посадке. Конусные части внутренней
ной печи 1, перемещается в камеру 8, принудительного охлаждения, а в нагревательную печь 1 манипулятором 2 загру- поверхности втулки 48 и направляющей 10 жается очередная деталь. 34 обеспечивают направление при ходеДалее цикл повторяется и так до освиброблока 36 вниз. Система управления, тановки линии.
регулирования и защиты виброкомплекса.Применение предлагаемой линии обесустановленная на пульте 45 управления, печивает сокращение времени обработки, обеспечивает бесступенчатое плавное регули- .., так как совмещается намагничивание и вибг лг,,,,, „ г,„т,,,,,„ .,„„„...,л,н . 1- рирование детали, до минимума сводится
перегрузка деталей, также обеспечивается ориентация вибр9блока относительно детали за счет выполнения стола с направляющими. Все это приводит к повыщению
рование и поддержание заданной частоты возбуждения, дистанционное управление. В результате Виброрезонансной обработки достигается стабилизация геометрических размеров деталей и упрочнения материала. После окончания виброобработки вибратор 20 производительности линии. 37 отключается, а виброблок 36 отводится в исходное положение.
Параллельно с этим с помощью вилки 24 следующая деталь перемещается из нагревательной печи в камеру 8 охлаждения, а манипулятором 2 в нагревательную печь 1 загружают следующую деталь 14. Первая поступивщая на нагрев деталь находится на Биброобработке с одновременным магнитным насыщением, вторай деталь нахо25
Формула изобретения
. Линия для термической обработки деталей, содержащая устройство загрузки, нагревательную печь, камеру охлаждения, баллистическую установку намагничивания с полюсами, виброкомплекс со столом и виброблоком, устройство выгрузки, отличающаяся тем, что, с целью повышения
дится в камере охлаждения, а третья - on производительности, виброблок выполнен в
в нагревательной печи. Посадочная вилка 24 находится в исходном положении.
Выдача готовой обработанной детали выполняется посадочной вилкой 24, которая подводится под деталь, находящуюся на стовиде вибратора и клещей зажима деталей, стол выполнен с вертикальными направляющими и размещен между полюсами установки намагничивания, которая расположена соосно под устройством выгрузки, а вибрале 31. К этому времени виброобработка .,. тор установлен под столом с возможностью с магнитным насыщением заканчивается,перемещения по направляющим, при этом
полюса 29 и 30 баллистической установкивибратор электросоединен с клещами зажи28 намагничивания отключаются, выключает- ма деталей и с устройством выгрузки, ся вибратор 37, виброблок 36 отводитсяа устройство загрузки, нагревательная печь,
с помощью привода 41 в исходное поло-камера охлаждения и устройство выгрузки
жение. Деталь поднимается со стола 31 40 установлены соосно.
вилкой, которая устанавливается в гори-2. Линия по п. 1, отличающаяся тем,
зонтальное положение. Затем включается механизм 23 поворота каретки 22 и поворачивает посадочную вилку на 90°, после чего вилка 24 с деталью опускается приводом на уровень пола цеха, и деталь
45
остается там для дальнейщей транспортировки, а посадочная вилка 24 возвращаетчто устройство загрузки выполнено в виде манипулятора.
3. Линия по п. 1, отличающаяся тем, что устройство выгрузки выполнено в виде вилки, имеющей возможность горизонтального перемещения и поворота в вертикальной плоскости.
ся в исходное положение, После этого путем упомянутых манипуляций механизмами, входящими в участок агрегатов, деталь, находящаяся в камере 8 принудительного охлаждения, передается на стол 31 виброкомплекса с одновременным намагничива- нием. Деталь, находящаяся в нагреватель-
20 производительности линии.
25
Формула изобретения
. Линия для термической обработки деталей, содержащая устройство загрузки, нагревательную печь, камеру охлаждения, баллистическую установку намагничивания с полюсами, виброкомплекс со столом и виброблоком, устройство выгрузки, отличающаяся тем, что, с целью повышения
производительности, виброблок выполнен в
виде вибратора и клещей зажима деталей, стол выполнен с вертикальными направляющими и размещен между полюсами установки намагничивания, которая расположена соосно под устройством выгрузки, а вибра
что устройство загрузки выполнено в виде манипулятора.
3. Линия по п. 1, отличающаяся тем, что устройство выгрузки выполнено в виде вилки, имеющей возможность горизонтального перемещения и поворота в вертикальной плоскости.
2 Zff
ф1..2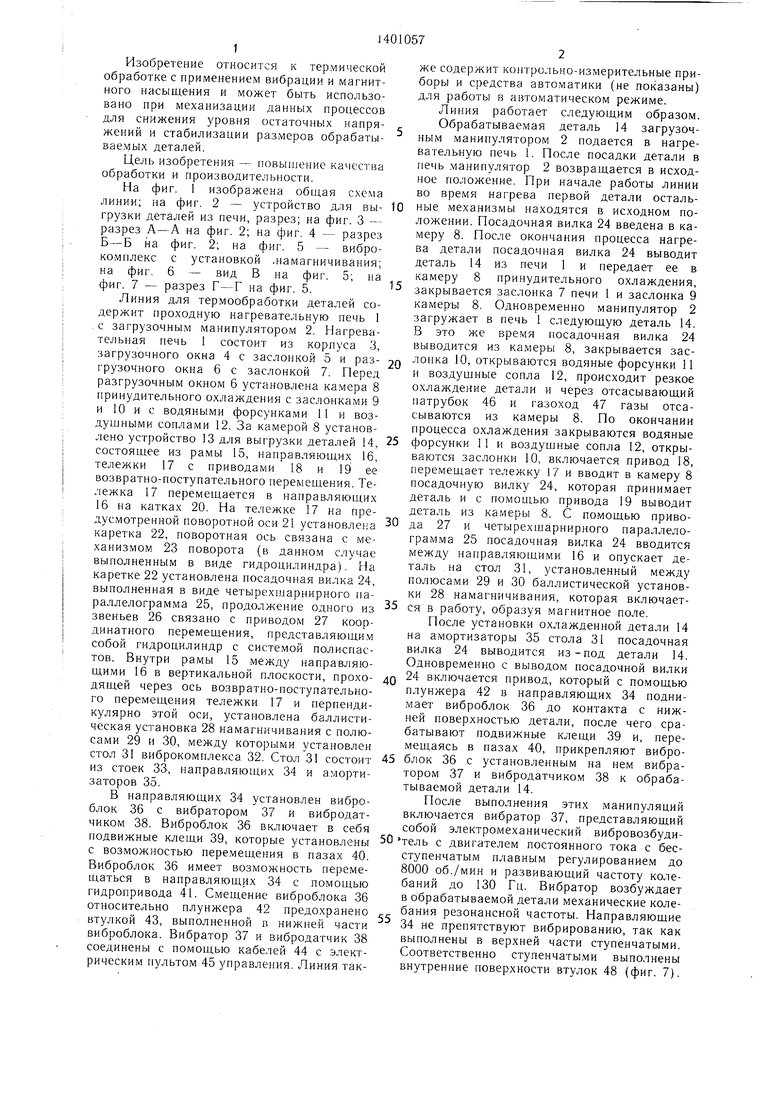
| название | год | авторы | номер документа |
|---|---|---|---|
| Ковочный комплекс | 1991 |
|
SU1787639A1 |
| Устройство для выгрузки заготовок из печи | 1983 |
|
SU1100483A1 |
| ПОТОЧНАЯ ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ ШТАМПОВАННЫХ ИЗДЕЛИЙ | 1989 |
|
SU1815872A1 |
| Автоматическая линия бездеформационной термообработки деталей | 1989 |
|
SU1759910A1 |
| УСТАНОВКА ДЛЯ ВАКУУМНОЙ ПАЙКИ | 1992 |
|
RU2029664C1 |
| Установка для литья по выплавляемым моделям | 1981 |
|
SU1003995A1 |
| АВТОМАТИЗИРОВАННАЯ ПОТОЧНАЯ ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ КОЛЕС | 1992 |
|
RU2043817C1 |
| КОЛЬЦЕВАЯ КОНВЕЙЕРНАЯ ЭЛЕКТРОПЕЧЬ "ПРЭТТИ" | 1996 |
|
RU2131569C1 |
| Ковочный комплекс | 1987 |
|
SU1532305A1 |
| УСТАНОВКА ДЛЯ ГАЗОВОЙ ИЗОТЕРМИЧЕСКОЙ ФОРМОВКИ ДЕТАЛЕЙ ИЗ ЛИСТОВЫХ ЗАГОТОВОК | 2016 |
|
RU2621531C1 |
Изобретение относится к линии для термообработки деталей. Цель изобретения - повышение производительности линии. Линия содержит расположенные соосно загрузочный манипулятор 2, нагревательную печь 1, камеру 8 охлаждения и устройство 13 выгрузки, выполненное в виде- вилки, имеющей возможность горизонтального пе- ремеш,ения и поворота. В состав линии входит установка намагничивания, расположенная соосно под устройством 13 выгрузки. Между полюсами 29, 30 установки размешены стол и установленный под ним вибратор виброкомплекса. Деталь после нагрева и охлаждения устанавливается между полюсами 30, 29 баллистической установки намагничивания. К детали крепится виброблок 36, и производится ее виброобработка одновременно с магнитным насы- ш,ением, затем обработанная деталь передается для дальнейшей транспортировки. Повышение производительности в данной линии обеспечивается за счет совмеш,ения намагничивания и вибрации, а также быстрой перегрузки с одной позиции обработки на другую. 2 з.п. ф-лы, 7 ил. (О (Л О1 фиг.1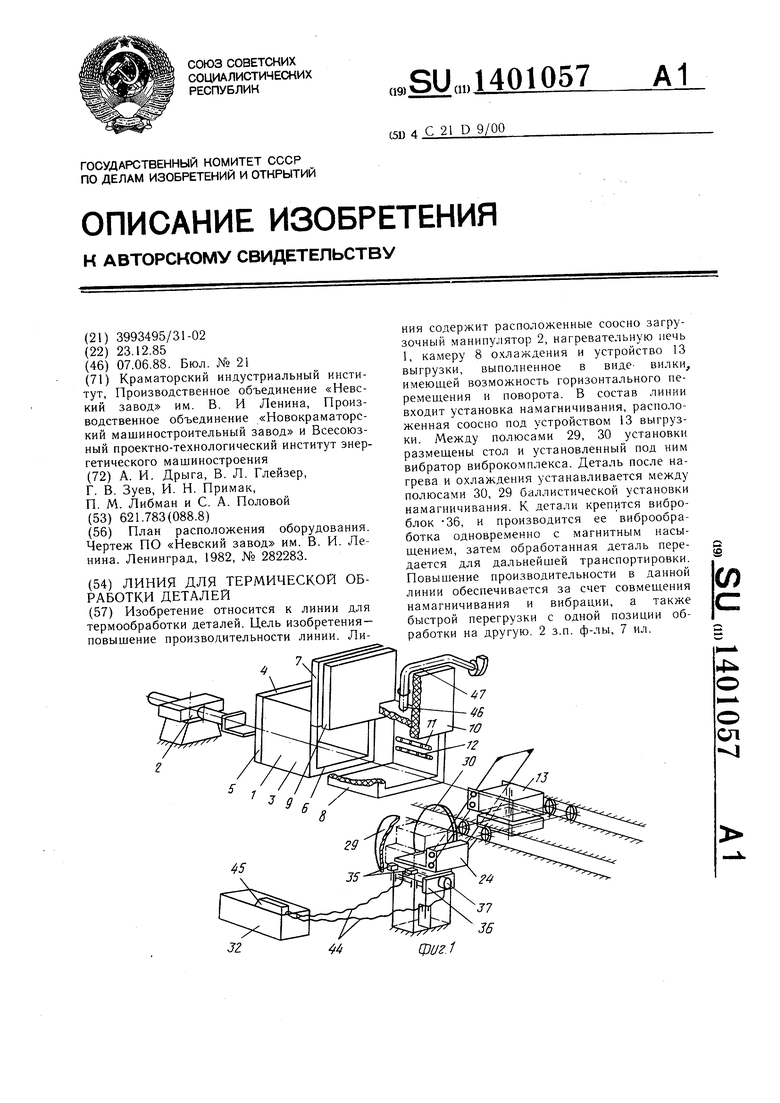
/Т7
J3 J
Фиг .
| План расположения оборудования | |||
| Чертеж ПО «Невский завод им | |||
| В | |||
| И | |||
| Ленина | |||
| Ленинград, 1982, № 282283. |
