(Л
VJ
14
этого вал 1 вводят в центрирующую втулку 5, а фиксатор 21- в дополнительный центрирующий элемент 7, На основание 2 устанавливают изделие 3, крепят катодный контакт 10 и закрывают крышкой I. Основание 2, крьппку 1 и расположенное между ними изделие 3 скрепляют между собой и уплотняют, образуя герметичную полость. Через подающий патрубок 8 внутрь герметичной полости камеры 12 подают электро - лит, а через полость 19 вала Ив коллектор 1} - хладоагент. Подают электрический ток и осуществляют процесс
нанесения покрытия на внутреннюю поверхность изделия 3. Конструктивные особенности устройства обеспечивают нанесение покрытий при анодной плотности тока 100-150 А/дм(соответствен- но рабочей катодной плотности 60- 90 А/дм), что позволяет в 2-3 раза повысить производительность процесса, При этом обеспечивается точная фиксация анода относительно контура изделия, что позволяет поддерживать одинаковую плотность тока на всей ее сложной поверхности, снижая брак по причинам и переслоению, 3 ил.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТАНОВКА ДЛЯ НАНЕСЕНИЯ ЗАЩИТНЫХ ПОКРЫТИЙ | 2000 |
|
RU2187576C2 |
| Способ нанесения защитных покрытий и устройство для его осуществления | 2016 |
|
RU2625698C1 |
| УСТАНОВКА ДЛЯ НАНЕСЕНИЯ ЗАЩИТНЫХ ПОКРЫТИЙ | 2006 |
|
RU2318078C1 |
| СПОСОБ ЭЛЕКТРОЛИТИЧЕСКОГО ХРОМИРОВАНИЯ ВНУТРЕННЕЙ ПОВЕРХНОСТИ ТРУБ И УСТАНОВКА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2004 |
|
RU2275446C2 |
| СПОСОБ НАНЕСЕНИЯ ПОКРЫТИЯ И ЭЛЕКТРОДУГОВОЙ ИСПАРИТЕЛЬ ДЛЯ ОСУЩЕСТВЛЕНИЯ СПОСОБА | 2013 |
|
RU2554252C2 |
| КАТОДНЫЙ УЗЕЛ ЭЛЕКТРОДУГОВОГО ИСПАРИТЕЛЯ | 2008 |
|
RU2367723C1 |
| Установка для гальванической обработки | 1981 |
|
SU950805A1 |
| СПОСОБ ВАКУУМНОГО НАНЕСЕНИЯ ПОКРЫТИЯ НА ВНУТРЕННЮЮ ПОВЕРХНОСТЬ ТРУБЧАТОГО ИЗДЕЛИЯ | 1992 |
|
RU2065888C1 |
| Устройство для гальванического восстановления изношенных поверхностей деталей машин | 1981 |
|
SU969791A1 |
| Установка для химического никелирования | 1988 |
|
SU1514828A1 |
Изобретение относится.к оборудованию для нанесения гальванических покрытий на внутреннюю поверхность детали сложной формы. Цель изобретения - повышение производительности и качества покрытия. На основание 2 ус-, танавливают охлаждаемый аиод 4, Дпя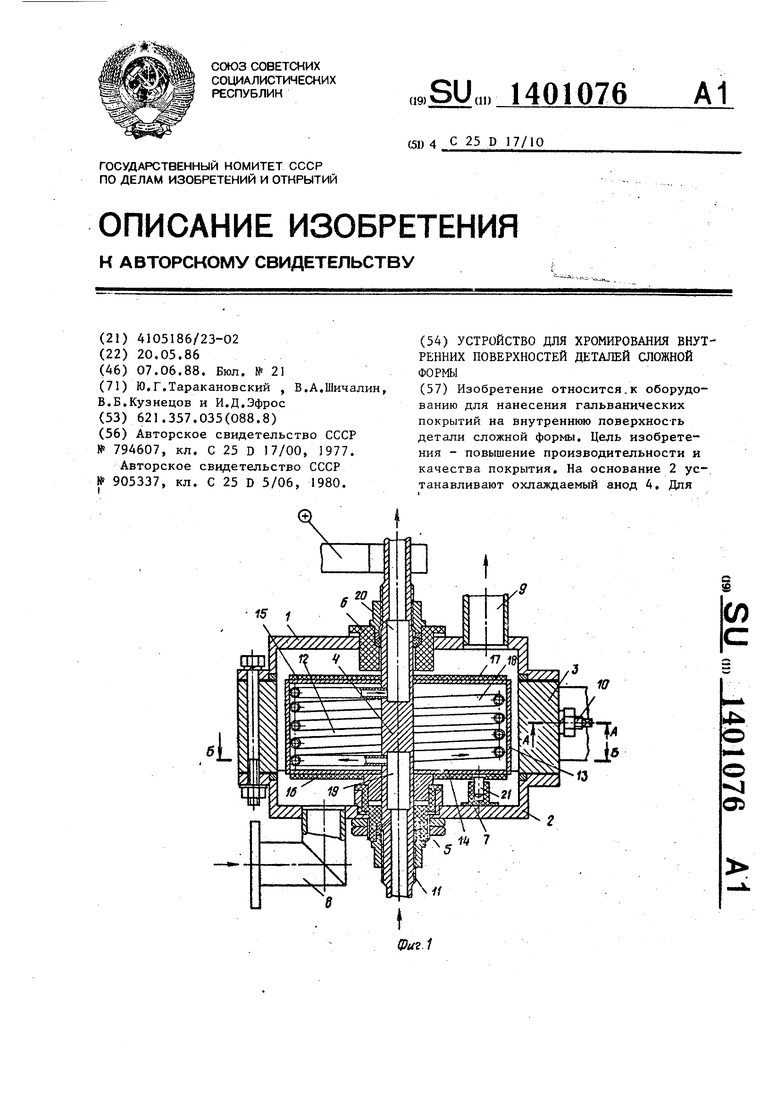
1
Изобретение относится к гальванотехнике и может быть использовано для нанесения гальванических покрытий на детали сложной формы, в частности на внутреннюю поверхность статора ро- торно-поршневого двигателя.
Цель изобретения - повышение производительности и качества покрытия.
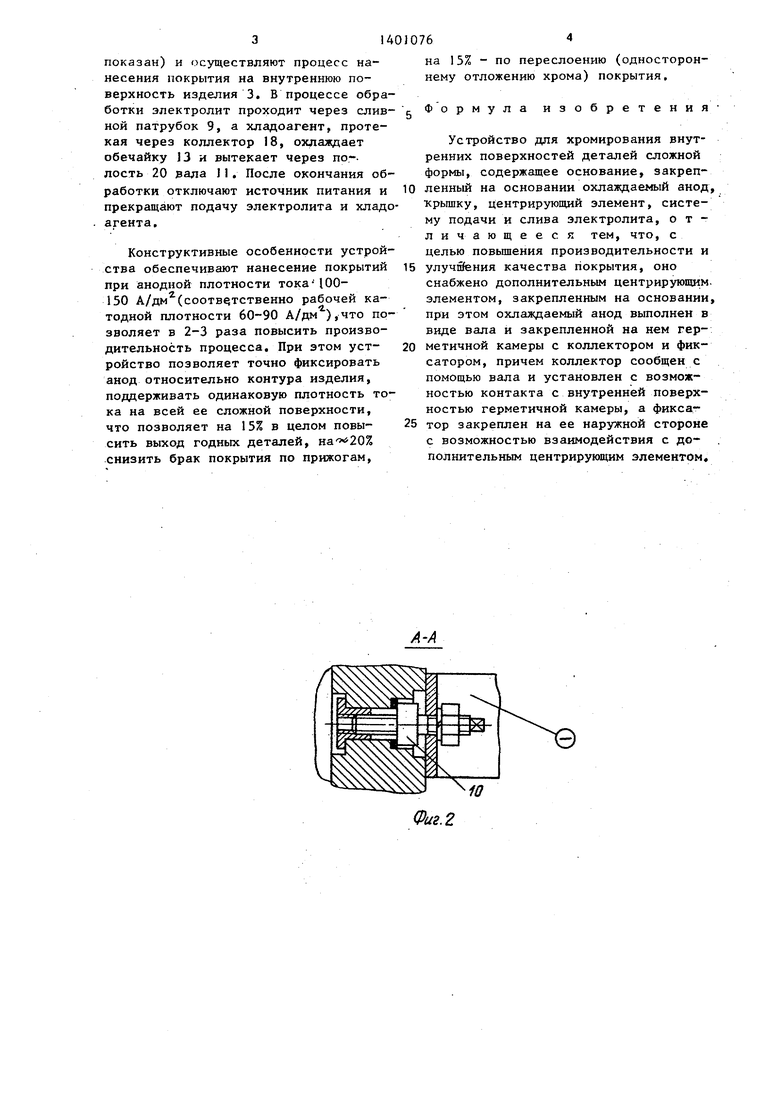
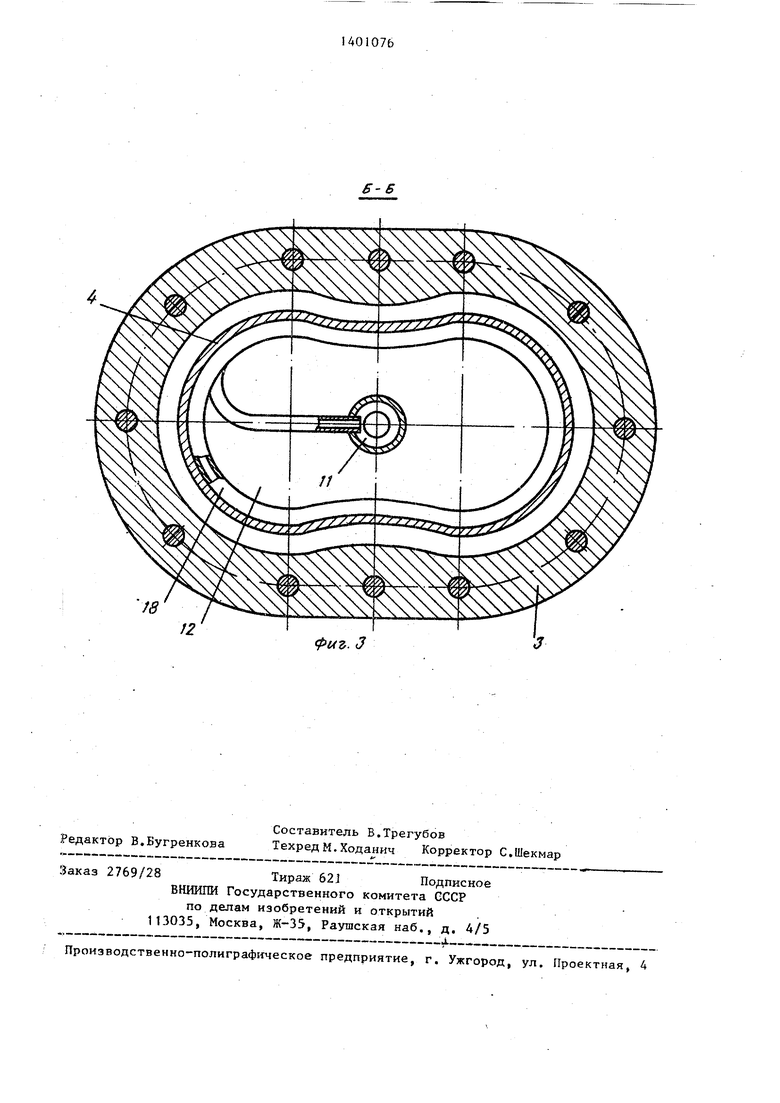
На фиг.1 представлено устройство, общий вид; на фиг.2 - разрез А-А на фиг,1; на фиг.З - разрез Б-Б на фиг.1. Устройство содержит крьшку 1 и основание 2, профили которых повторяют профиль обрабатываемого изделия 3, охлаждаемый анод 4, центрирующие втулки 5 и 6, установленные соответственно в основании 2 и крышке J и обеспечивающие соосность охлаждаемого анода 4 относительно изделия 3 и их электрическую изоляцию друг от друга. Кроме того, устройство содержит дополнительный центрирующий элемент 7, установленный на основании 2, подающий патрубок 8, сливной патрубок 9 и катодный контакт 10. Охлаждаемый анод 4 выполнен в виде вала 11 с геометрической камерой 12, состоящей из обечайки 13, нижней 14 и верхней 15 крьппек. На крьппках 14 и 15 разметены изолирующие пластины 16 и 17. Герметичная камера 12 имеет профиль, повторякяций профиль обрабатываемого изделия 3 при этом внутри герметичной камеры 12 установлен коллектор 18, контактирующий с внут5
ренней поверхностью обечайки 13 ох- лаждаемого анода 4. По концам вала II выполнены полости 19 и 20, при этом полость 19 служит для подачи хладоагента в коллектор 18, а полость 20 - для слива гсладогента из коллектора 18. На нижней крьщ1ке 14 охлаждаемого анода 4 установлен фиксатор 21 дополнительного центрирующего элемента 7,
o необходимый для точного соблюдения взаимного расположения профилей изделия 3, имеющего сложную форму (у статора в виде сложной кривой - эпитрохоиды) , и охлаждаемого анода 4 и сохранения одинакового межэлектродного зазора.
Устройство работает следующим образом.
На основание 2 устанавливают охлаждаемый анод 4. Для этого вал II вводят в центрирующую втулку 5, а фиксатор 21 - в дополнительный центрирующий элемент 7. После этого на основание 2 устанавливают изделие 3, например статор, предварительно за- . крепив катодный контакт 10, и закрывают крышкой I.. Основание 2, крышку 1 и расположенное между ними изделие 3 скрепляют между собой и уп0 лотняют, образуя герметичную полость.
Через подающий патрубок 8 внутрь герметичной полости камеры 12 подают электролит, а через полость 19 вала 11 в . коллектор 18 подают хладоагент, включают источник питания (не
0
5
показан) и осуществляют процесс нанесения покрытия на внутреннюю поверхность изделия 3. В процессе обработки электролит проходит через слив- ной патрубок 9, а хладоагент, протекая через коллектор 18, охлаждает обечайку 13 и вытекает через по-, лость 20 рала 11. После окончания обработки отключают источник питания и прекращают подачу электролита и хладо агента.
Конструктивные особенности устройства обеспечивают нанесение покрытий при анодной плотности тока-100- 150 А/дм(соотв тственно рабочей катодной плотности 60-90 А/дм ),что позволяет в 2-3 раза повысить производительность процесса. При этом устройство позволяет точно фиксировать анод относительно контура изделия, поддерживать одинаковую плотность тока на всей ее сложной поверхности, что позволяет на 15% в целом повысить выход годных деталей, снизить брак покрытия по прижогам.
на 15% - по переслоению (одностороннему отложению хрома) покрытия.
Формула изобретения
Устройство для хромирования внутренних поверхностей деталей сложной формы, содержащее основание, закрепленный на основании охлаждаемый анод, крьшку, центрирующий элемент, систему подачи и слива электролита, отличающееся тем, что, с целью повышения производительности и
улучп(ения качества покрытия, оно
снабжено дополнительным центрирующим, элементом, закрепленным на основании, при этом охлаждаемый анод выполнен в виде вала и закрепленной на нем герметичной камеры с коллектором и фиксатором, причем коллектор сообщен с помощью вала и установлен с возможностью контакта с внутренней поверхностью герметичной камеры, а фиксатор закреплен на ее наружной стороне с возможностью взаимодействия с дополнительным центрирующим элементом.
Фиг. 2
f8
(рмг. J
| Устройство сравнения | 1979 |
|
SU794607A1 |
| Видоизменение пишущей машины для тюркско-арабского шрифта | 1923 |
|
SU25A1 |
| Устройство для электролитического нанесения покрытий | 1980 |
|
SU905337A1 |
| Видоизменение пишущей машины для тюркско-арабского шрифта | 1923 |
|
SU25A1 |
