Настоящее изобретение относится к способам электрошлаковой сварки и выплавки сварочных флюсов в водоохлаждаемых формах и кокилях.
В предлагаемом способе нозым является применение изолирования формы или кокиля от изделия или проводящей подины, а также применение изолирующего флюса из 85% Сар2 и 15% Сг2Оз, что позволяет устранить постоянную составляющую сварочного тока.
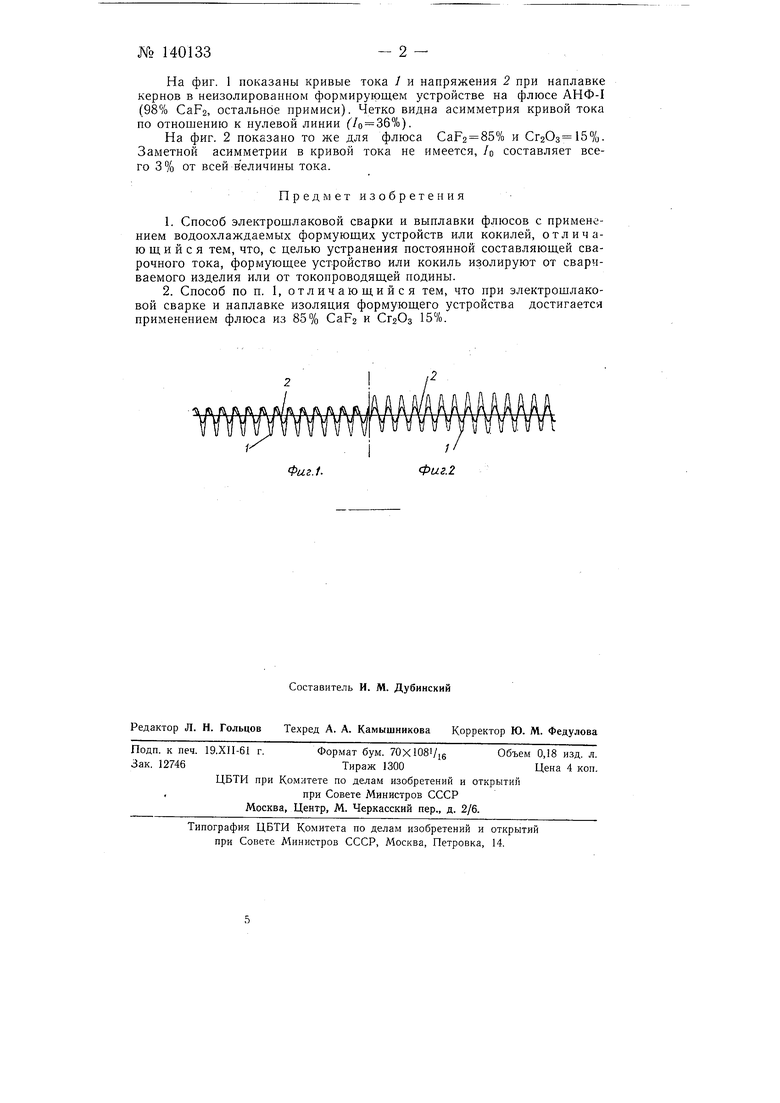
На фиг. 1 даны кривые тока и напряжения при использовании флюса АНФ-1; на фиг. 2 - то же при применении предлагаемого способа.
Исследованиями установлено, что при электрошлаковой наплавке часть тока может проходить от плавящегося электрода через шлаковую ванну к стенке водоохлаждаемого формирующего устройства и при этом происходит выпрямление переменного тока. Вентильный эффект имеет место также при выплавке сварочных флюсов в дуговых флюсоплавильных печах с водоохлаждаемыми кокилями.
Величина постоянного тока в этих случаях может достигать 30% от общей величины тока, а это резко ухудщает работу трансформаторов.
Для устранения постоянной составляющей /о при выплавке флюсов необходимо изолировать с помощью асбестовой прокладки или с помощью других изолирующих материалов корпус водоо.клаждаемого кокиля от токопроводящей подины.
Надежным средством устранения /о при электрощлаковой наплавке в водоохлаждаемых формирующих устройствах является использование специального флюса в составе 85% фтористого кальпия и 15% окиси хрома. Величина /о при использовании этого флюса не превыщает 5%.
№ 140133- 2 -
На фиг. 1 показаны кривые тока / и напряжения 2 при наплавке кернов в неизолированном формирующем устройстве на флюсе АНФ-1 (98% CaFz, остальное примиси). Четко видна асимметрия кривой тока по отношению к нулевой линии (/о 36%).
На фиг. 2 показано то же для флюса Сар2 85% и Сг2Оз 15%. Заметной асимметрии в кривой тока не имеется, /о составляет всего 3% от всей величины тока.
Предмет изобретения
1.Способ электрошлаковой сварки и выплавки флюсов с применением водоохлаждаемых формующих устройств или кокилей, отл ичаю щ и и с я тем, что, с целью устранения постоянной составляющей сварочного тока, формующее устройство или кокиль изолируют от свариваемого изделия или от токопроводящей подины.
2.Способ по п. 1, отличающийся тем, что при электрошлаковой сварке и наплавке изоляция формующего устройства достигается применением флюса из 85% СаРз и СгаОз 15%.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ снижения содержания серы, кремнезема и других примесей в плавиковом шпате и флюоритовом концентрате | 1959 |
|
SU139036A1 |
| Флюс для электрошлаковой сварки | 1961 |
|
SU143944A1 |
| ФЛЮС ДЛЯ СВАРКИ И ЭЛЕКТРОШЛАКОВОГО ПЕРЕПЛАВА | 2000 |
|
RU2179593C1 |
| Способ получения полой заготовки методом электрошлакового переплава на твердом старте | 2017 |
|
RU2660495C1 |
| СПОСОБ ЭЛЕКТРОШЛАКОВОЙ СВАРКИ ЭЛЕКТРОДАМИ | 2024 |
|
RU2837060C1 |
| СПОСОБ ВОССТАНОВЛЕНИЯ ДЕТАЛЕЙ ЭЛЕКТРОШЛАКОВОЙ НАПЛАВКОЙ | 2007 |
|
RU2350449C2 |
| СПОСОБ ЭЛЕКТРОШЛАКОВОЙ НАПЛАВКИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1993 |
|
RU2093329C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ШТАМПОВ | 1991 |
|
RU2071858C1 |
| СПОСОБ ВОССТАНОВЛЕНИЯ ИЗНОШЕННЫХ ГРЕБНЕЙ КОЛЕС РЕЛЬСОВЫХ ТРАНСПОРТНЫХ СРЕДСТВ | 1995 |
|
RU2095211C1 |
| Кокиль для электрошлаковой сварки | 1977 |
|
SU740446A1 |
Фиг.1.
