N5 4
СЛ
Изобретение относится к обработке металлов давлением, а более конкретно, к способам штамповки болтов с многогранной головкой.
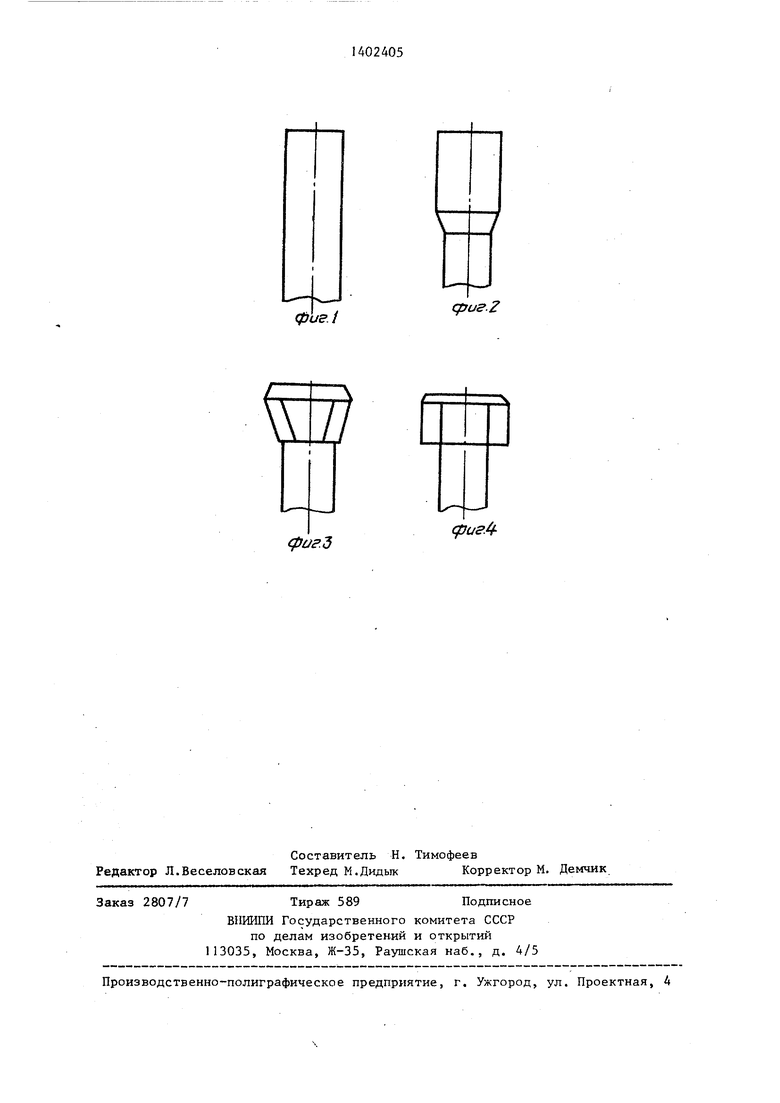
Цель изобретения - повышение стойкости инструмента путем снижения УСИЛИЯ деформирования при окончатель ном формировании многогранника. ; На фиг. показана исходная заго- 1говка; -на фиг. 2 - предварительная форгмовка головки; на фиг. 3 - фор- Новка полуфабриката с головкой в вире усеченной пирамиды; на фиг. 4 - Ькончательная формовка многогранной головки.
i При штамповке болтов .мс многогран- |ной головкой на первом переходе (производят редуцирование стержня под- головку. На втором переходе осуществ- ряют формовку полуфабриката с голов Кой в виде усеченной пирамиды с йеньшим основанием со сторонь стерж- |1Я и с фаской со стороны большего Ьснования, при этом угол наклона пирамиды выдерживают в пределах -20°, а процесс формовки ведут до iex пор, пока расстояние между градами большего основания не достигнет величины размера под ключ изде- шя. На третьем переходе производят Окончательную формовку многогранника.
Окончательная стадия формирования головки - осадка пирамиды многогранным пуансоном. Усилие деформиро- вания на этом этапе обработки будет Меньше на 15-25%, чем усилие на окон- йательных этапах в известных способах. Снижение усилия объясняется Тем, что многогранная поверхность Практически сформирована на предыдущем этапе обработки и формирование головки на последнем этапе осуществляется свободной осадкой. У.сияие де-« формирования при свободной осадке меньше, чем при штамповке в закрытых штампах. Форма полуфабриката в виде пирамиды обеспечивает такое течение Металла при окончательном формирова-. НИИ головки, когда металл сначала заполняет углы многогранника внутри полости штампа, а в конце процесса в плоскости разъема матрицы и пуансона, что исключает возможность образования заусенца. Благодаря этому можно применять многогранные пуансоны простой конструкции, что повышает надежность работы инструмента.
Предлагаемый способ по сравнению с известными способами (безотходны- ми) штамповки изделий типа болтов позволяет снизить усилие деформирования в момент заполнения углов многогранника, в результате повышается сктойкость инструмента, появляется возможность безотходной штамповки болтов из материалов с высокими механическими характеристиками. Штамповку изделий по предлагаемому способу можно выполнять на существующих 3-позиционных пресс-автоматах.
Использование предлагаемого способа штамповки многогранных деталей типа болтов позволяет снизить на 15-25% усилие деформирования при окончательной формовке многогранника и в результате повысить стойкость,интрумента по сравнению с известными способами безотходной штамповки болтов.
Формула изобр е т е и и я
Способ штамповки болтов с многогранной головкой, включающий предварительную формовку головки, мовку полуфай риката с головкой в виде усеченной пирамиды с числом граней, равным числу гра- ней изделия, окончательную формовку многогранной головки, отличаю- ш и и с я тем, что, с целью повышения стойкости инструмента путем снижения усилия деформировадия, мень- 1ше основание пирамиды формуют со iстороны стержневой части изделия, большее основание формуют в окончательный размер, при этом угол наклона граней пирамиды выдерживают в пределах 8-20 , одновременно на боль шем основании формуют фаску, а при окончательной формовке многогранным пуансоном воздействуют на большее основание пирамиды.
фие
дуиг.2
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ МНОГОГРАННЫХ ИЗДЕЛИЙ | 2003 |
|
RU2241569C2 |
| Штамп для высадки болтов | 1985 |
|
SU1488098A1 |
| Способ формирования многогранных головок болтов | 1989 |
|
SU1764757A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ БОЛТОВ | 2001 |
|
RU2203157C2 |
| СПОСОБ ШТАМПОВКИ БОЛТОВ С МНОГОГРАННОЙ ГОЛОВКОЙ | 2002 |
|
RU2236926C1 |
| Способ изготовления стержневых изделий с шестигранной головкой | 2016 |
|
RU2635495C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДЕТАЛЕЙ, ИМЕЮЩИХ МНОГОГРАННОЕ СЕЧЕНИЕ | 2001 |
|
RU2200642C2 |
| Способ изготовления стержневых изделий с многогранной головкой и мертвой шайбой | 1972 |
|
SU464374A1 |
| Способ высадки гаек | 1990 |
|
SU1750843A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КЛЕММНЫХ БОЛТОВ | 2020 |
|
RU2755786C1 |
Изобретение относится к области обработки металлов давлением, а именно к способам штамповки болтов с многогранной головкой. Целью является повышение стойкости инструмента путем снижения усилия деформирования при окончательном формировании многограи ника. При штамповке болтов с многогранной головкой на первом переходе производят редуцирование стержня под головку. Затем формуют полуфабрикат с головкой в виде усеченной пирамида с меньшим основанием со стороны стержня и с фаской со стороны боль шего основания. Угол наклона граней пирамиды выдерживают в пределах Процесс формовки ведут до тех.пор, пока расстояние между граня- MI-I большего основания Не достигнет величины размера под ключ изделий. На окончательной стадии осуществляют фop шpoвaниe головки осадкой пирамиды многогранным пуансоном, воздействуя на большее основание пирамиды. Способ позволяет осуществить безотходную штамповку болтов из материалов с высокими механическими характеристиками, 4 ил.
(pi/г.З
сриг.
| Способ регенерации резины методом диспергирования | 1959 |
|
SU127382A1 |
| Технология машиностроения, 1970s реф | |||
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
