Изобретение относится к обработке металлов давлением и может быть использовано при высадке болтов преимущественно с головками некрупного поперечного сечения.
Цепь изобретения - повышение качества изделий и стойкости деформирующего инструмента за счет уменьшения конечных значений усилий деформирования путем перераспределения смещае- мых объектов по поперечному сечению головки.
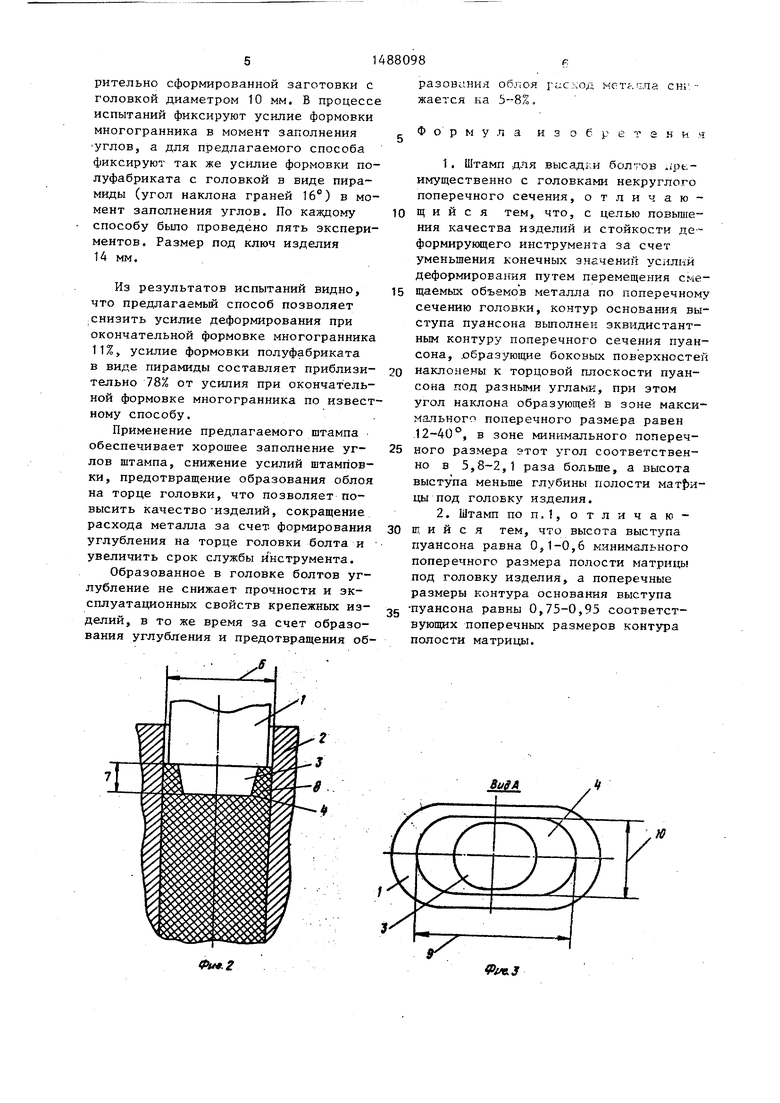
На фиг.1 показано меридиальное сечение щтампа для высадки болтов с головкой овального поперечного сече- ния, проходящее через ось симметрии и совпадающее с наибольщим поперечным размером отверстия матрицы; на фиг.2 - меридиальное сечение штампа, перпендикулярное сечению на фиг.1; на фиг.3 - вид А на фиг.1; на фиг.4 - меридиальное сечение штампа для высадки болтов с головками прямоугольного поперечного сечения, проходящее через ось симметрии и совпадающее с наибольшим поперечным размером отверстия матрицы; на фиг.5 - меридиальное сечение штампа, перпендикулярное сечению на фиг.4; на фиг.6 - вид Б. на фиг.4.
Штамп содержит пуансон 1 (фиг.1-6) рабочий торец которого входит в отверстие матрицы 2 (фиг,1,2,4 и 5). На торцовой рабочей поверхности пуансона 1 выполнен выступ 3, контур осно- вания которого вьшолнен эквидистантным контуру поперечного сечения пуансона, образующие боковых поверхностей 4 и 5 наклонены к торцовой плоскости пуансона под разными углами, при этом УГОЛ наклона образующей в зоне максимального поперечного размера 5 равен 12-40, в зоне минимального поперечного размера 6 этот угол соответственно в 5,8-2,1 раза больше, а вы- сота выступа 7 пуансона 1 равна 0,1- 0,6 минимального поперечного размера полости матрицы под головку изделия 8, а поперечные размеры 9 и 10 контура основания выступа пуансона равны 0,75-0,95 соответствующих поперечных размеров контуров полости матрицы.
Штамп работает следуюы;им образом,
Стержневую заготовку помещают в отверстие матрицы 2, после чего движением пуансона 1 осуществляют штамповку головки болта. При этом за сче выступа 3 на торцовой рабочей поверхности пуансона с боковой поверхность 4, имеющей переменный угол наклона, создаются благоприятные УСЛОВИЯ течения металла в зоны, наиболее удаленные от оси стержня, и затрудняется течение металла в зоны,,близко расположенные от оси.
Пример. Производят штамповку болтов Ml О (размер под ключ, т.е. диаметр вписанного круга 17 мм, высота головки 7 мм) из прутка.диаметром 16 мм.
Первый переход - редуцирование стержня под головку, высота головки 12,3 мм.
Второй переход - формовка полуфабриката с головкой в- виде -усеченной пирамиды с меньшим основанием со стороны стержня и с фаской со стороны большего основания, радиус вписанной окружности большего основания 8,5 мм, высота головки 9,5 мм. угол наклона граней пирамиды 17±1 , радиус вписанной окружности меньшего основания 5,5 мм,
Третий переход - окончательная формовка многогранника, формуют головку высотой 7 мм и радиусом вписан ной окружности 8,5 мм (размер под ключ 17 мм) осадкой многогранным пуансоном. .
Полученные изделия соответствуют техническим требованиям.
Для получения сравнительных данных проведены испытания предлагаемого и известного способа, который предусматривает получение многогранника бсадкой из цилиндрической головки (базовый способ). Формовку многогранника производят из предварительно сформированной заготовки с головкой диаметром 10 мм. В процессе испытаний фиксируют усилие формовки многогранника в момент заполнения углов, а для предлагаемого способа фиксируют так же усилие формовки полуфабриката с головкой Б виде пирамиды (угол наклона граней 16°) в момент заполнения углов. По каждому способу бьшо проведено пять экспериментов. Размер под ключ изделия 14 мм.
Из результатов испытаний видно, что предлагаемьм способ позволяет ; снизить усилие деформирования при окончательной формовке многогранника 11%, усилие формовки полуфабриката в виде пирамиды составляет приблизительно 78% от усилия при окончательной формовке многогранника по известному способу.
Применение предлагаемого штампа обеспечивает хорошее заполнение углов штампа, снижение усилий штамповки, предотвращение образования облоя на торце головки, что позволяет повысить качество изделий, сокращение расхода металла за счет, формирования углубления на торце головки болта и увеличить срок службы Инструмента.
Образованное в головке болтов углубление не снижает прочности и эксплуатационных свойств крепежных изделий, в то же время за счет образования углубления и предотвращения об
облоя 5-8%
Гасход моткгхла снг:
Форму л а
и
6 р е
2 Н и я
1 . Штамп для высадки болтов ipt- имущественно с головками некруглого поперечного сечения, отличающ и и с я тем, что, с целью повьппе- ния качества изделий и стойкости де- формирукхцего инструмента за счет уменьшения конечных значений деформирования путем перемещения смещаемых объемов металла по поперечному сечению головки, контур основания выступа пуансона выполнен эквидистантным контуру поперечного сечения пуансона, ,образую цие боковых поверхностей
наклонены к торцовой плоскости пуансона под разными углами, при этом угол наклона образующей в зоне максимального поперечного размера равен .12-40°, в зоне минимального поперечного размера этот угол соответственно в 5,8-2,1 раза больше, а высота выступа меньше глубины полости матрицы под головку изделия.
2. Штамп поп,1, отличающ и и с я тем, что высота выступа пуансона равна 0,1-0,6 минимального поперечного размера полости матрицы под головку изделия, а поперечные размеры контура основания выступа
-пуансона равны 0,75-0,95 соответствующих поперечных размеров контура полости матриць.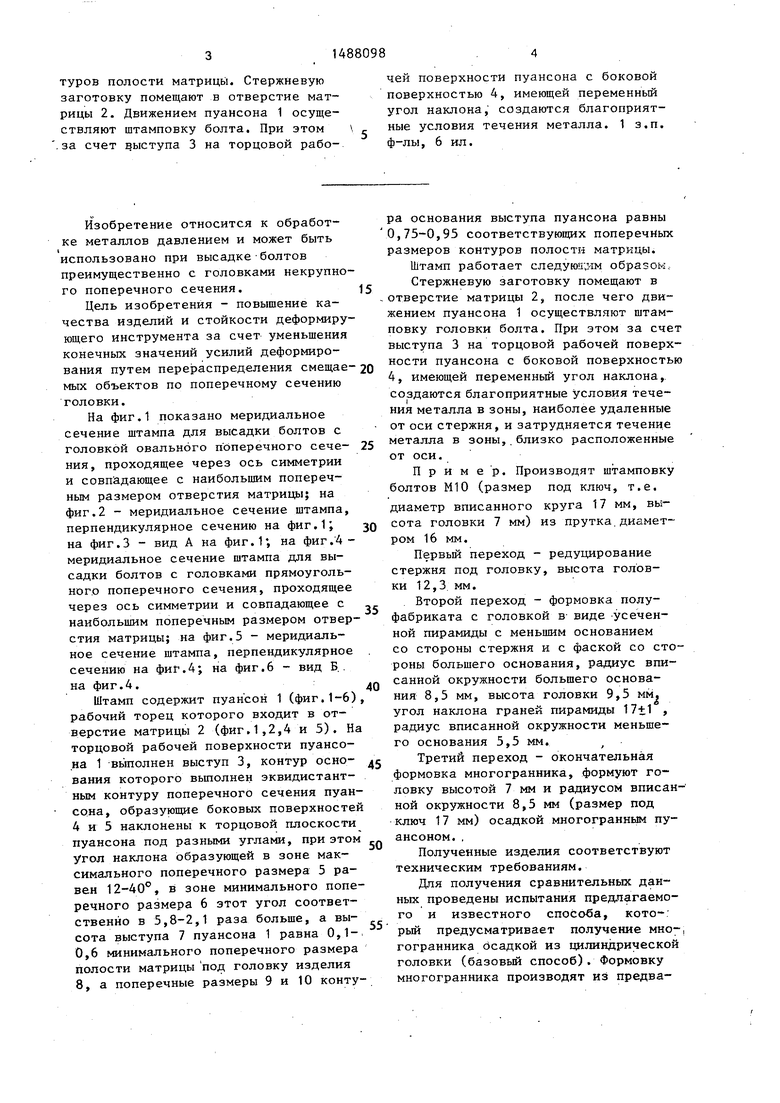
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ШТАМПОВКИ КЛЕММНЫХ БОЛТОВ | 2011 |
|
RU2478451C1 |
| Способ штамповки болтов с многогранной головкой | 1985 |
|
SU1402405A1 |
| СПОСОБ ПОСПЕЛОВА ВЫСАДКИ ИЗДЕЛИЙ ТИПА СТЕРЖНЯ С ГОЛОВКОЙ И МНОГОГРАННЫМ ПОДГОЛОВНИКОМ | 1991 |
|
RU2010663C1 |
| Инструмент для изготовления шестигранной головки болта | 1980 |
|
SU884819A1 |
| Способ изготовления болтов | 1978 |
|
SU703214A1 |
| Способ формирования многогранных головок болтов | 1989 |
|
SU1764757A1 |
| Способ высадки гаек | 1990 |
|
SU1750843A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МНОГОГРАННЫХ ИЗДЕЛИЙ | 2003 |
|
RU2241569C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДЕТАЛЕЙ С ФИГУРНЫМ ПРОФИЛЕМ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2004 |
|
RU2271893C2 |
| СПОСОБ ВЫСАДКИ ЗАКЛАДНЫХ БОЛТОВ С ГОЛОВКОЙ С РАДИАЛЬНЫМИ ОТРОСТКАМИ, УСТРОЙСТВО ДЛЯ ПРЕДВАРИТЕЛЬНОГО ФОРМООБРАЗОВАНИЯ ОТРОСТКОВ, УСТРОЙСТВО ДЛЯ ОКОНЧАТЕЛЬНОГО ФОРМООБРАЗОВАНИЯ ОТРОСТКОВ | 1999 |
|
RU2168386C1 |

Изобретение относится к обработке металлов давлением и может быть использовано при высадке болтов преимущественно с головками некруглого поперечного сечения. Цель изобретения - повышение качества изделий и стойкости деформирующего инструмента за счет уменьшения конечных значений усилий деформирования путем перераспределения смещаемых объемов по поперечному сечению головки. Штамп содержит пуансон 1, рабочий торец которого входит в отверстие матрицы 2. На торцовой рабочей поверхности пуансона имеется выступ 3. Контур основания выступа выполнен эквидистантным контуру поперечного сечения пуансона. Образующие боковых поверхностей наклонены к торцовой плоскости пуансона под разными углами. Угол наклона образующей в зоне максимального поперечного размера равен 12 - 40°, в зоне минимального поперечного размера этот угол соответственно в 5,8 - 2,1 раза больше, а высота выступа пуансона равна 0,1 - 0,6 минимального поперечного размера полости матрицы под головку изделия. Поперечные размеры контура основания выступа пуансона равны 0,75 - 0,95 соответствующих поперечных размеров контуров полости матрицы. Стержневую заготовку помещают в отверстие матрицы 2. Движением пуансона 1 осуществляют штамповку болта. При этом за счет выступа 3 на торцовой рабочей поверхности пуансона с боковой поверхностью 4, имеющей переменный угол наклона, создаются благоприятные условия течения металла. 1 з.п. ф-лы, 6 ил.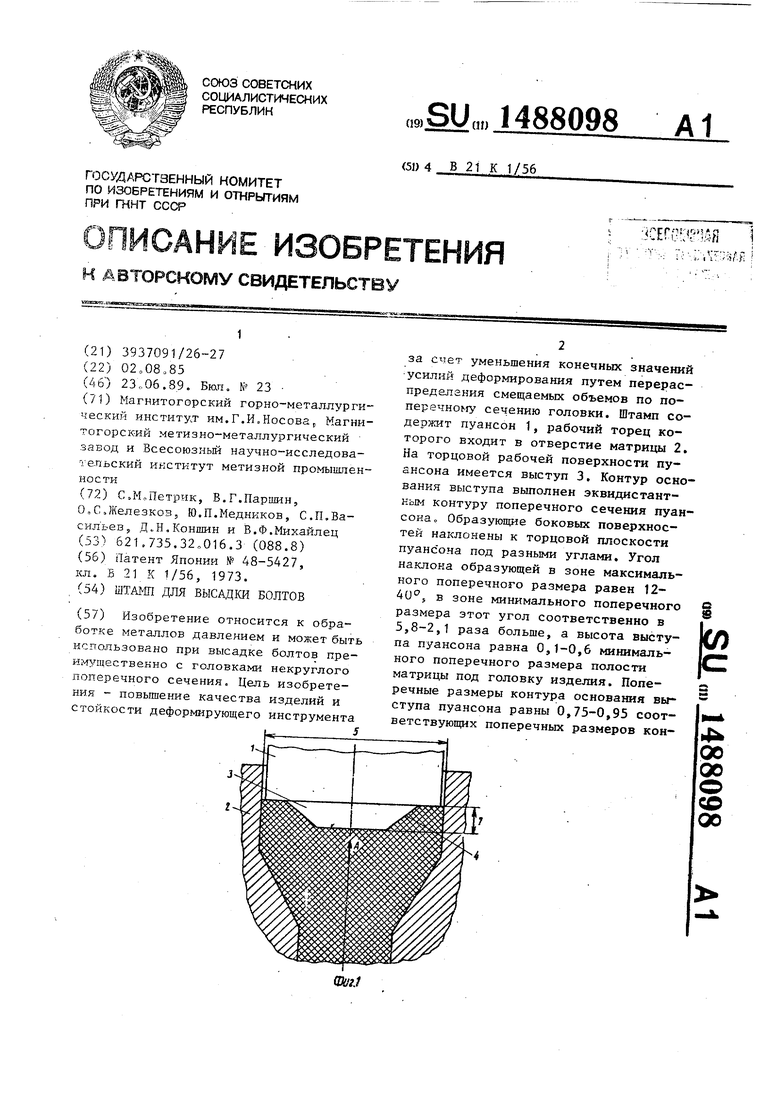
Фив. 2
.3
Фаа.З
8u8B
l
У
./
Фи.
